各种常见钢材的焊接焊条及焊接工艺选用一览表
- 格式:pdf
- 大小:48.90 KB
- 文档页数:3
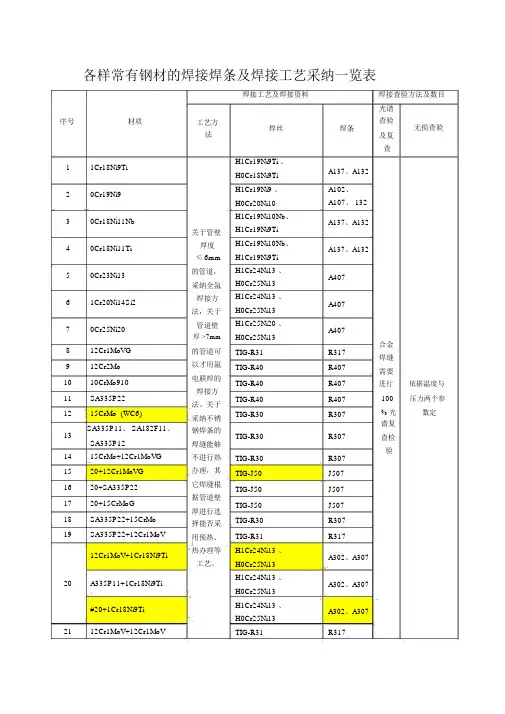
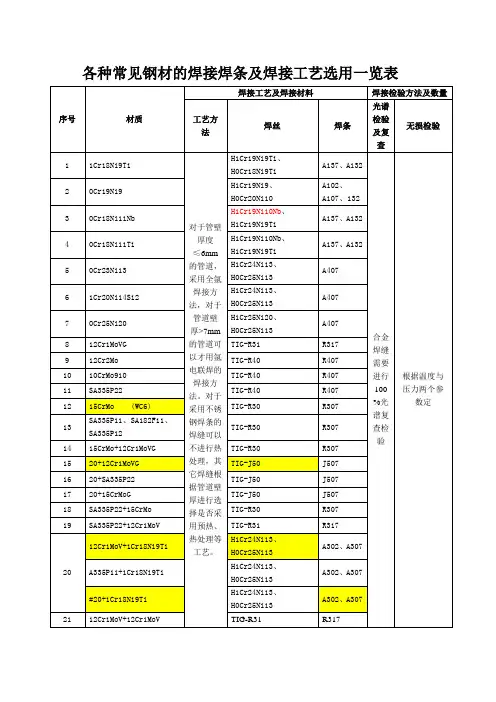
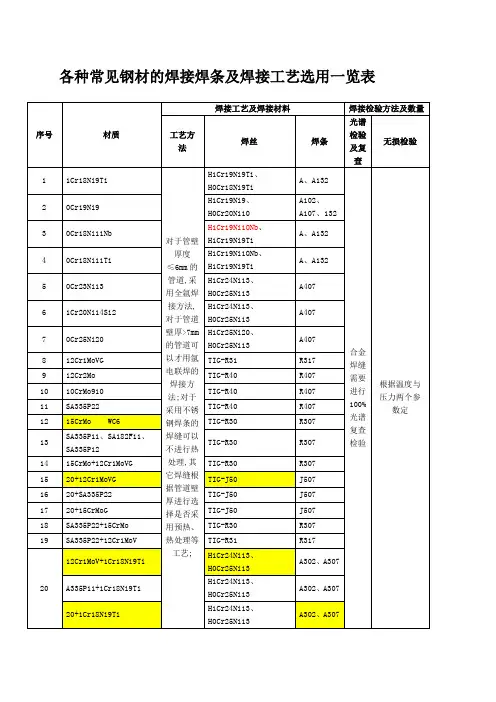
各样常有钢材的焊接焊条及焊接工艺采纳一览表序号材质11Cr18Ni9Ti20Cr19Ni930Cr18Ni11Nb40Cr18Ni11Ti50Cr23Ni1361Cr20Ni14Si270Cr25Ni20812Cr1MoVG912Cr2Mo1010CrMo91011SA335P221215CrMo (WC6)SA335P11、 SA182F11、13SA335P121415CrMo+12Cr1MoVG 1520+12Cr1MoVG1620+SA335P221720+15CrMoG18SA335P22+15CrMo19SA335P22+12Cr1MoV12Cr1MoV+1Cr18Ni9Ti 20A335P11+1Cr18Ni9Ti#20+1Cr18Ni9Ti2112Cr1MoV+12Cr1MoV工艺方法关于管壁厚度≤6mm的管道,采纳全氩焊接方法,关于管道壁厚 >7mm的管道可以才用氩电联焊的焊接方法。
关于采纳不锈钢焊条的焊缝能够不进行热办理,其它焊缝根据管道壁厚进行选择能否采用预热、热办理等工艺。
焊接工艺及焊接资料焊丝焊条H1Cr19Ni9Ti 、H0Cr18Ni9TiA137、A132H1Cr19Ni9 、A102、H0Cr20Ni10A107、 132H1Cr19Ni10Nb、A137、A132H1Cr19Ni9TiH1Cr19Ni10Nb、A137、A132H1Cr19Ni9TiH1Cr24Ni13 、A407H0Cr25Ni13H1Cr24Ni13 、A407H0Cr25Ni13H1Cr25Ni20 、A407H0Cr25Ni13TIG-R31R317TIG-R40R407TIG-R40R407TIG-R40R407TIG-R30R307TIG-R30R307TIG-R30R307TIG-J50J507TIG-J50J507TIG-J50J507TIG-R30R307TIG-R31R317H1Cr24Ni13 、A302、A307H0Cr25Ni13H1Cr24Ni13 、A302、A307H0Cr25Ni13H1Cr24Ni13 、A302、A307H0Cr25Ni13TIG-R31R317焊接查验方法及数目光谱查验无损查验及复查合金焊缝需要进行依据温度与100压力两个参% 光数定谱复查检验A335P11+12Cr1MoV TIG-R30R307#20+#20TIG-J50J50712Cr1MoV+12Cr1MoV TIG-R31R31722A335P11+12Cr1MoV TIG-R30R307 #20+#20TIG-J50J507H1Cr24Ni13 、12Cr1MoV+316H1Cr25Ni20 、A302、A307H0Cr25Ni13H1Cr24Ni13 、12Cr1MoV+316L H1Cr25Ni20 、A302、A307H0Cr25Ni13H1Cr24Ni13 、12Cr1MoV+1Cr18Ni9Ti H1Cr25Ni20 、A302、A30723H0Cr25Ni13H1Cr24Ni13 、#20+316H1Cr25Ni20 、A302、A307H0Cr25Ni13H1Cr24Ni13 、#20+316L H1Cr25Ni20 、A302、A307H0Cr25Ni13H1Cr24Ni13 、#20+1Cr18Ni9Ti H1Cr25Ni20 、A302、A307H0Cr25Ni13316+1Cr18Ni9TiH1Cr19Ni10Nb、A132、A137H1Cr19Ni9Ti24316L+316L H1Cr19Ni10Nb、A132、A137 H1Cr19Ni9Ti1Cr18Ni9Ti+1Cr18Ni9Ti H1Cr19Ni10Nb、A132、A137 H1Cr19Ni9Ti1Cr18Ni9Ti+1Cr18Ni9Ti H1Cr19Ni10Nb、A132、A137 H1Cr19Ni9Ti25H1Cr19Ni10Nb、316L+1Cr18Ni9Ti A132、A137H1Cr19Ni9Ti26TP316+316ss H1Cr19Ni9Ti A132 27316SS+1Cr18Ni9Ti H1Cr19Ni9Ti A13228T91+TP316镍基 182ENiCrFe-2 29TP316+TP316H1Cr19Ni9Ti A13230T91+1Cr18Ni9Ti镍基 182ENiCrFe-2 31T91+T91CM9-1G、 TGS-9cb E9015-B9 32TP316+A216Grade WCB H0Cr25Ni13A30233TP316+A105H0Cr25Ni13A30234TP316+A-182Grade F22H0Cr25Ni13A30235TP316+A-182Grade F91镍基 182ENiCrFe-2 36T91+A216Grade WCB TIG-R40R40737T91+A105TIG-R40R40738T91+A-182Grade F22TIG-R40R40739T91+A-182Grade F91CM9-1G E9015-B9 4012Cr1MoV+A216Grade WCB TIG-J50J507 4112Cr1MoV+A105TIG-J50J5074212Cr1MoV+A-182GradeTIG-R40R407 F224312Cr1MoV+A-182GradeTIG-R40R407 F9144T91+12Cr1MoV TIG-R40R407 4512Cr1MoV+TP316H0Cr25Ni13A302。
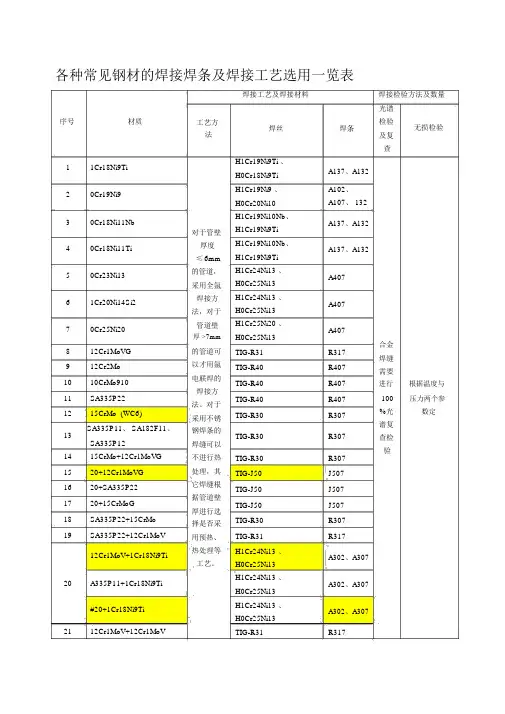
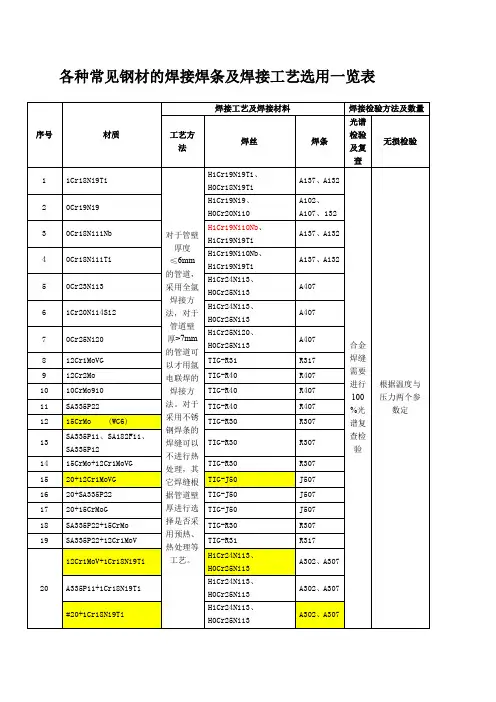
各种常见钢材的焊接焊条及焊接工艺选用一览表序号材质11Cr18Ni9Ti20Cr19Ni930Cr18Ni11Nb40Cr18Ni11Ti50Cr23Ni1361Cr20Ni14Si270Cr25Ni20812Cr1MoVG912Cr2Mo1010CrMo91011SA335P221215CrMo (WC6)SA335P11、 SA182F11、13SA335P121415CrMo+12Cr1MoVG 1520+12Cr1MoVG1620+SA335P221720+15CrMoG18SA335P22+15CrMo19SA335P22+12Cr1MoV12Cr1MoV+1Cr18Ni9Ti 20A335P11+1Cr18Ni9Ti#20+1Cr18Ni9Ti2112Cr1MoV+12Cr1MoV工艺方法对于管壁厚度≤6mm的管道,采用全氩焊接方法,对于管道壁厚 >7mm的管道可以才用氩电联焊的焊接方法。
对于采用不锈钢焊条的焊缝可以不进行热处理,其它焊缝根据管道壁厚进行选择是否采用预热、热处理等工艺。
焊接工艺及焊接材料焊丝焊条H1Cr19Ni9Ti 、H0Cr18Ni9TiA137、A132H1Cr19Ni9 、A102、H0Cr20Ni10A107、 132H1Cr19Ni10Nb、A137、A132H1Cr19Ni9TiH1Cr19Ni10Nb、A137、A132H1Cr19Ni9TiH1Cr24Ni13 、A407H0Cr25Ni13H1Cr24Ni13 、A407H0Cr25Ni13H1Cr25Ni20 、A407H0Cr25Ni13TIG-R31R317TIG-R40R407TIG-R40R407TIG-R40R407TIG-R30R307TIG-R30R307TIG-R30R307TIG-J50J507TIG-J50J507TIG-J50J507TIG-R30R307TIG-R31R317H1Cr24Ni13 、A302、A307H0Cr25Ni13H1Cr24Ni13 、A302、A307H0Cr25Ni13H1Cr24Ni13 、A302、A307H0Cr25Ni13TIG-R31R317焊接检验方法及数量光谱检验无损检验及复查合金焊缝需要进行根据温度与100压力两个参%光数定谱复查检验A335P11+12Cr1MoV TIG-R30R307#20+#20TIG-J50J50712Cr1MoV+12Cr1MoV TIG-R31R31722A335P11+12Cr1MoV TIG-R30R307 #20+#20TIG-J50J507H1Cr24Ni13 、12Cr1MoV+316H1Cr25Ni20 、A302、A307H0Cr25Ni13H1Cr24Ni13 、12Cr1MoV+316L H1Cr25Ni20 、A302、A307H0Cr25Ni13H1Cr24Ni13 、12Cr1MoV+1Cr18Ni9Ti H1Cr25Ni20 、A302、A30723H0Cr25Ni13H1Cr24Ni13 、#20+316H1Cr25Ni20 、A302、A307H0Cr25Ni13H1Cr24Ni13 、#20+316L H1Cr25Ni20 、A302、A307H0Cr25Ni13H1Cr24Ni13 、#20+1Cr18Ni9Ti H1Cr25Ni20 、A302、A307H0Cr25Ni13316+1Cr18Ni9TiH1Cr19Ni10Nb、A132、A137H1Cr19Ni9Ti24316L+316L H1Cr19Ni10Nb、A132、A137 H1Cr19Ni9Ti1Cr18Ni9Ti+1Cr18Ni9Ti H1Cr19Ni10Nb、A132、A137 H1Cr19Ni9Ti1Cr18Ni9Ti+1Cr18Ni9Ti H1Cr19Ni10Nb、A132、A137 H1Cr19Ni9Ti25H1Cr19Ni10Nb、316L+1Cr18Ni9Ti A132、A137H1Cr19Ni9Ti26TP316+316ss H1Cr19Ni9Ti A132 27316SS+1Cr18Ni9Ti H1Cr19Ni9Ti A13228T91+TP316镍基 182ENiCrFe-2 29TP316+TP316H1Cr19Ni9Ti A13230T91+1Cr18Ni9Ti镍基 182ENiCrFe-2 31T91+T91CM9-1G、 TGS-9cb E9015-B9 32TP316+A216Grade WCB H0Cr25Ni13A30233TP316+A105H0Cr25Ni13A30234TP316+A-182Grade F22H0Cr25Ni13A30235TP316+A-182Grade F91镍基 182ENiCrFe-2 36T91+A216Grade WCB TIG-R40R40737T91+A105TIG-R40R40738T91+A-182Grade F22TIG-R40R40739T91+A-182Grade F91CM9-1G E9015-B9 4012Cr1MoV+A216Grade WCB TIG-J50J507 4112Cr1MoV+A105TIG-J50J5074212Cr1MoV+A-182GradeTIG-R40R407 F224312Cr1MoV+A-182GradeTIG-R40R407 F9144T91+12Cr1MoV TIG-R40R407 4512Cr1MoV+TP316H0Cr25Ni13A302。

实用标准文档大全一、一般情况下的焊材选用文档大全文档大全文档大全注:(1)焊接二、三类容器承压焊缝时,必须选用结427焊条。
(2)对于16MnR、15MnVR钢,在下列情况之一者,必须选用J507焊条:a)产品工作压力:Pg≥16Kg/cm2的容器承压焊缝;b)产品工作温度:T≤-20℃的容器承压焊缝;c)盛装液化石油气等易燃介质容器的承压焊缝;d)筒体板厚δ≥20mm,且整个焊缝厚度全部由手工焊完成的承压焊缝,包括接管外补强圈的外角缝。
(对于板厚δ≥20mm的筒体文档大全环缝自动焊手工焊打底焊缝除外);e)焊接操作环境温度低于0℃时,除上述情况外,均可选用J502焊条施焊(包括δ≥20mm的自动焊手工打底焊缝)。
(3)对于16MnR、15MnVR钢的自动焊丝选用如下:当需要预热焊接时(即16MnR δ>30mm,15MnVR δ>28mm)均需选用高档的焊材。
16MnR应选用H10MnSi;15MnVR应选用H108MnMoA,否则选用低档焊丝。
(4)18MnMoNbR自动焊时,本选用250焊剂,但鉴于目前国内不生产该种焊剂,故采用250G焊剂代用。
(5)与之相对应的美国牌号为:ASTM A387-72a标准中:A387BASTM A387-74a标准中:A387Gr12(6)与之相对应的美国牌号为:ASTM A387-72a标准中:A387DASTM A387-74a标准中:A387Gr22(7) a) 按化学成分对照,SUS403相当于我国钢号1Cr13;SUS405相当于我国钢号0Cr13,但鉴于我厂订货要求SUS403板含碳量均≤0.08%,故相当于0Cr13。
b) 表中所列的奥302焊条只限于复合板的复层材质为SUS403、SUS405或板厚δ≤6mm的单层钢板焊接时所用。
其它情况下应另行考虑焊材。
文档大全二、复合钢板焊接情况下的焊材选用文档大全三、异种钢板焊接情况下的焊材选用文档大全文档大全四、当封头或筒体需要经过正火处理或相当于正火温度下加热(热冲压成型)时,若封头拼板缝或筒体纵缝是用埋弧自动焊接时为保证焊缝强度不低于母材,其自动焊丝不能按表1选取,而应按表4选用。
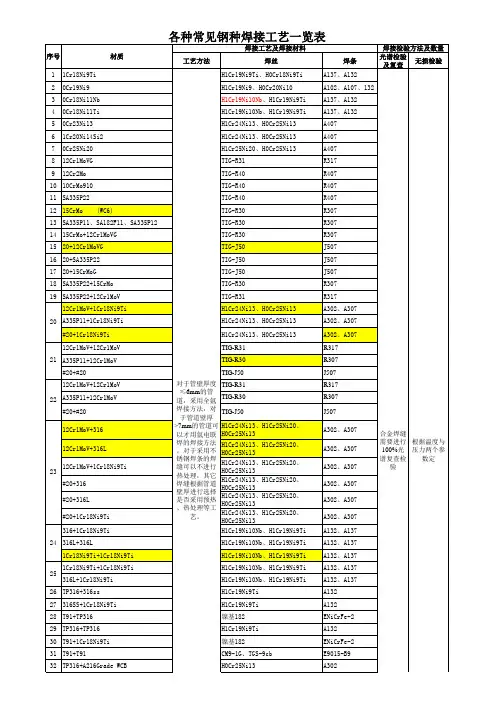
各种常见钢材的焊接焊条及焊接工艺选用一览表序号材质焊接工艺及焊接材料焊接检验方法及数量工艺方法焊丝焊条光谱检验及复查无损检验1 1Cr18Ni9Ti对于管壁厚度≤6mm的管道,采用全氩焊接方法,对于管道壁厚>7mm的管道可以才用氩电联焊的焊接方法。
对于采用不锈钢焊条的焊缝可以不进行热处理,其它焊缝根据管道壁厚进行选择是否采用预热、热处理等工艺。
H1Cr19Ni9Ti、H0Cr18Ni9TiA137、A132合金焊缝需要进行100%光谱复查检验根据温度与压力两个参数定2 0Cr19Ni9 H1Cr19Ni9、H0Cr20Ni10A102、A107、1323 0Cr18Ni11Nb H1Cr19Ni10Nb、H1Cr19Ni9TiA137、A1324 0Cr18Ni11Ti H1Cr19Ni10Nb、H1Cr19Ni9TiA137、A1325 0Cr23Ni13 H1Cr24Ni13、H0Cr25Ni13A4076 1Cr20Ni14Si2 H1Cr24Ni13、H0Cr25Ni13A4077 0Cr25Ni20 H1Cr25Ni20、H0Cr25Ni13A4078 12Cr1MoVG TIG-R31 R3179 12Cr2Mo TIG-R40 R40710 10CrMo910 TIG-R40 R40711 SA335P22 TIG-R40 R40712 15CrMo (WC6) TIG-R30 R30713 SA335P11、SA182F11、SA335P12TIG-R30 R30714 15CrMo+12Cr1MoVG TIG-R30 R30715 20+12Cr1MoVG TIG-J50 J50716 20+SA335P22 TIG-J50 J50717 20+15CrMoG TIG-J50 J50718 SA335P22+15CrMo TIG-R30 R30719 SA335P22+12Cr1MoV TIG-R31 R31720 12Cr1MoV+1Cr18Ni9TiH1Cr24Ni13、H0Cr25Ni13A302、A307 A335P11+1Cr18Ni9TiH1Cr24Ni13、H0Cr25Ni13A302、A307 #20+1Cr18Ni9TiH1Cr24Ni13、H0Cr25Ni13A302、A30721 12Cr1MoV+12Cr1MoV TIG-R31 R317A335P11+12Cr1MoV TIG-R30 R307 #20+#20 TIG-J50 J50722 12Cr1MoV+12Cr1MoV TIG-R31 R317 A335P11+12Cr1MoV TIG-R30 R307 #20+#20 TIG-J50 J50723 12Cr1MoV+316H1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 12Cr1MoV+316LH1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 12Cr1MoV+1Cr18Ni9TiH1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 #20+316H1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 #20+316LH1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 #20+1Cr18Ni9TiH1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A30724 316+1Cr18Ni9TiH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A137 316L+316LH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A137 1Cr18Ni9Ti+1Cr18Ni9TiH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A13725 1Cr18Ni9Ti+1Cr18Ni9TiH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A137 316L+1Cr18Ni9TiH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A13726 TP316+316ss H1Cr19Ni9Ti A13227 316SS+1Cr18Ni9Ti H1Cr19Ni9Ti A13228 T91+TP316 镍基182 ENiCrFe-229 TP316+TP316 H1Cr19Ni9Ti A13230 T91+1Cr18Ni9Ti 镍基182 ENiCrFe-231 T91+T91 CM9-1G、TGS-9cb E9015-B932 TP316+A216Grade WCB H0Cr25Ni13 A30233 TP316+A105 H0Cr25Ni13 A30234 TP316+A-182Grade F22 H0Cr25Ni13 A30235 TP316+A-182Grade F91 镍基182 ENiCrFe-236 T91+A216Grade WCB TIG-R40 R40737 T91+A105 TIG-R40 R40738 T91+A-182Grade F22 TIG-R40 R40739 T91+A-182Grade F91 CM9-1G E9015-B940 12Cr1MoV+A216Grade WCB TIG-J50 J50741 12Cr1MoV+A105 TIG-J50 J50742 12Cr1MoV+A-182GradeF22TIG-R40 R40743 12Cr1MoV+A-182GradeF91TIG-R40 R40744 T91+12Cr1MoV TIG-R40 R40745 12Cr1MoV+TP316 H0Cr25Ni13 A302。
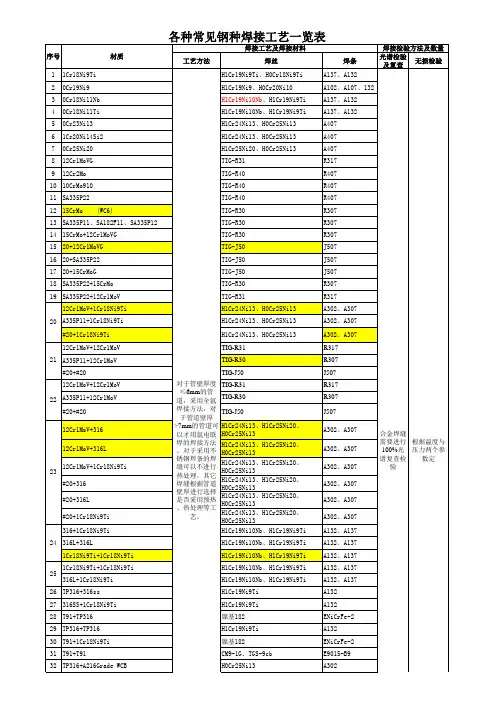
各种常见钢材的焊接焊条及焊接工艺选用一览表序号材质焊接工艺及焊接材料焊接检验方法及数量工艺方法焊丝焊条光谱检验及复查无损检验1 1Cr18Ni9Ti对于管壁厚度≤6mm的管道,采用全氩焊接方法,对于管道壁厚>7mm的管道可以才用氩电联焊的焊接方法。
对于采用不锈钢焊条的焊缝可以不进行热处理,其它焊缝根据管道壁厚进行选择是否采用预热、热处理等工艺。
H1Cr19Ni9Ti、H0Cr18Ni9TiA137、A132合金焊缝需要进行100%光谱复查检验根据温度与压力两个参数定2 0Cr19Ni9 H1Cr19Ni9、H0Cr20Ni10A102、A107、1323 0Cr18Ni11Nb H1Cr19Ni10Nb、H1Cr19Ni9TiA137、A1324 0Cr18Ni11Ti H1Cr19Ni10Nb、H1Cr19Ni9TiA137、A1325 0Cr23Ni13 H1Cr24Ni13、H0Cr25Ni13A4076 1Cr20Ni14Si2 H1Cr24Ni13、H0Cr25Ni13A4077 0Cr25Ni20 H1Cr25Ni20、H0Cr25Ni13A4078 12Cr1MoVG TIG-R31 R3179 12Cr2Mo TIG-R40 R40710 10CrMo910 TIG-R40 R40711 SA335P22 TIG-R40 R40712 15CrMo (WC6) TIG-R30 R30713 SA335P11、SA182F11、SA335P12TIG-R30 R30714 15CrMo+12Cr1MoVG TIG-R30 R30715 20+12Cr1MoVG TIG-J50 J50716 20+SA335P22 TIG-J50 J50717 20+15CrMoG TIG-J50 J50718 SA335P22+15CrMo TIG-R30 R30719 SA335P22+12Cr1MoV TIG-R31 R31720 12Cr1MoV+1Cr18Ni9TiH1Cr24Ni13、H0Cr25Ni13A302、A307 A335P11+1Cr18Ni9TiH1Cr24Ni13、H0Cr25Ni13A302、A307 #20+1Cr18Ni9TiH1Cr24Ni13、H0Cr25Ni13A302、A30721 12Cr1MoV+12Cr1MoV TIG-R31 R317A335P11+12Cr1MoV TIG-R30 R307 #20+#20 TIG-J50 J50722 12Cr1MoV+12Cr1MoV TIG-R31 R317 A335P11+12Cr1MoV TIG-R30 R307 #20+#20 TIG-J50 J50723 12Cr1MoV+316H1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 12Cr1MoV+316LH1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 12Cr1MoV+1Cr18Ni9TiH1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 #20+316H1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 #20+316LH1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 #20+1Cr18Ni9TiH1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A30724 316+1Cr18Ni9TiH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A137 316L+316LH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A137 1Cr18Ni9Ti+1Cr18Ni9TiH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A13725 1Cr18Ni9Ti+1Cr18Ni9TiH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A137 316L+1Cr18Ni9TiH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A13726 TP316+316ss H1Cr19Ni9Ti A13227 316SS+1Cr18Ni9Ti H1Cr19Ni9Ti A13228 T91+TP316 镍基182 ENiCrFe-229 TP316+TP316 H1Cr19Ni9Ti A13230 T91+1Cr18Ni9Ti 镍基182 ENiCrFe-231 T91+T91 CM9-1G、TGS-9cb E9015-B932 TP316+A216Grade WCB H0Cr25Ni13 A30233 TP316+A105 H0Cr25Ni13 A30234 TP316+A-182Grade F22 H0Cr25Ni13 A30235 TP316+A-182Grade F91 镍基182 ENiCrFe-236 T91+A216Grade WCB TIG-R40 R40737 T91+A105 TIG-R40 R40738 T91+A-182Grade F22 TIG-R40 R40739 T91+A-182Grade F91 CM9-1G E9015-B940 12Cr1MoV+A216Grade WCB TIG-J50 J50741 12Cr1MoV+A105 TIG-J50 J50742 12Cr1MoV+A-182GradeF22TIG-R40 R40743 12Cr1MoV+A-182GradeF91TIG-R40 R40744 T91+12Cr1MoV TIG-R40 R40745 12Cr1MoV+TP316 H0Cr25Ni13 A302。
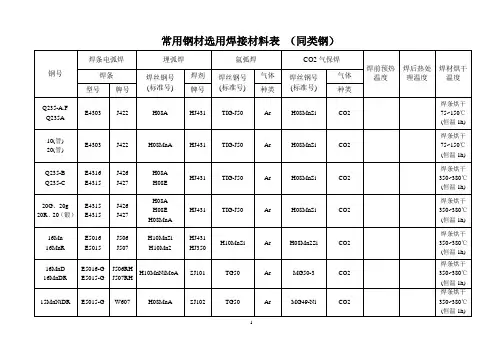
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
各种常见钢材的焊接焊条及焊接工艺选用一览表以下是一些常见钢材的焊接焊条及焊接工艺选用的一览表:1. 碳钢(Carbon Steel):-焊接焊条:ER70S-6、E6010、E7018-焊接工艺选用:-熔化极气体保护焊(MIG):适用于焊接较薄的碳钢板和管材-碳弧气保护焊(GMAW):适用于焊接较大厚度的碳钢结构-气体保护电弧焊(GMAW):适用于焊接较大厚度的碳钢结构-矩阵式电弧焊(SMAW):适用于焊接碳钢构件,可以在各种位置进行焊接2. 不锈钢(Stainless Steel):-焊接焊条:ER308L、ER309L、ER316L-焊接工艺选用:-氩弧焊(GTAW):适用于焊接不锈钢板和管材,提供较高的焊缝质量-通用电弧焊(SMAW):适用于焊接不锈钢构件,可以在多种位置进行焊接-碳弧气保护焊(GMAW):适用于焊接较大厚度的不锈钢结构3. 高强度低合金钢(High Strength Low Alloy Steel):-焊接工艺选用:-通用电弧焊(SMAW):适用于焊接高强度低合金钢构件,可以在多种位置进行焊接-高频电弧焊(GMAW):适用于焊接厚度较小的高强度低合金钢结构-熔化极气体保护焊(MIG):适用于焊接较薄的高强度低合金钢板和管材4. 铸铁(Cast Iron):-焊接焊条:ENi-CI、EZNi-CI、EFCNi-A1-焊接工艺选用:-碳弧气保护焊(GMAW):适用于修复和连接铸铁构件,提供较高的焊缝质量-高频电弧焊(GMAW):适用于焊接铸铁构件,提供良好的熔合性和机械性能以上只是一些常见钢材的焊接焊条及焊接工艺的选用一览表,实际选择应根据具体的钢材类型、应用要求和焊接条件进行评估和选择。
焊接操作前需对材料进行处理,并严格遵循相关安全规范和操作规程。
各种常见钢材的焊接焊条及焊接工艺选用一览表序号材质焊接工艺及焊接材料焊接检验方法及数量工艺方法焊丝焊条光谱检验及复查无损检验1 1Cr18Ni9Ti对于管壁厚度≤6mm的管道,采用全氩焊接方法,对于管道壁厚>7mm的管道可以才用氩电联焊的焊接方法。
对于采用不锈钢焊条的焊缝可以不进行热处理,其它焊缝根据管道壁厚进行选择是否采用预热、热处理等工艺。
H1Cr19Ni9Ti、H0Cr18Ni9TiA137、A132合金焊缝需要进行100%光谱复查检验根据温度与压力两个参数定2 0Cr19Ni9 H1Cr19Ni9、H0Cr20Ni10A102、A107、1323 0Cr18Ni11Nb H1Cr19Ni10Nb、H1Cr19Ni9TiA137、A1324 0Cr18Ni11Ti H1Cr19Ni10Nb、H1Cr19Ni9TiA137、A1325 0Cr23Ni13 H1Cr24Ni13、H0Cr25Ni13A4076 1Cr20Ni14Si2 H1Cr24Ni13、H0Cr25Ni13A4077 0Cr25Ni20 H1Cr25Ni20、H0Cr25Ni13A4078 12Cr1MoVG TIG-R31 R3179 12Cr2Mo TIG-R40 R40710 10CrMo910 TIG-R40 R40711 SA335P22 TIG-R40 R40712 15CrMo (WC6) TIG-R30 R30713 SA335P11、SA182F11、SA335P12TIG-R30 R30714 15CrMo+12Cr1MoVG TIG-R30 R30715 20+12Cr1MoVG TIG-J50 J50716 20+SA335P22 TIG-J50 J50717 20+15CrMoG TIG-J50 J50718 SA335P22+15CrMo TIG-R30 R30719 SA335P22+12Cr1MoV TIG-R31 R31720 12Cr1MoV+1Cr18Ni9TiH1Cr24Ni13、H0Cr25Ni13A302、A307 A335P11+1Cr18Ni9TiH1Cr24Ni13、H0Cr25Ni13A302、A307 #20+1Cr18Ni9TiH1Cr24Ni13、H0Cr25Ni13A302、A30721 12Cr1MoV+12Cr1MoV TIG-R31 R317A335P11+12Cr1MoV TIG-R30 R307 #20+#20 TIG-J50 J50722 12Cr1MoV+12Cr1MoV TIG-R31 R317 A335P11+12Cr1MoV TIG-R30 R307 #20+#20 TIG-J50 J50723 12Cr1MoV+316H1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 12Cr1MoV+316LH1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 12Cr1MoV+1Cr18Ni9TiH1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 #20+316H1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 #20+316LH1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 #20+1Cr18Ni9TiH1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A30724 316+1Cr18Ni9TiH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A137 316L+316LH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A137 1Cr18Ni9Ti+1Cr18Ni9TiH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A13725 1Cr18Ni9Ti+1Cr18Ni9TiH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A137 316L+1Cr18Ni9TiH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A13726 TP316+316ss H1Cr19Ni9Ti A13227 316SS+1Cr18Ni9Ti H1Cr19Ni9Ti A13228 T91+TP316 镍基182 ENiCrFe-229 TP316+TP316 H1Cr19Ni9Ti A13230 T91+1Cr18Ni9Ti 镍基182 ENiCrFe-231 T91+T91 CM9-1G、TGS-9cb E9015-B932 TP316+A216Grade WCB H0Cr25Ni13 A30233 TP316+A105 H0Cr25Ni13 A30234 TP316+A-182Grade F22 H0Cr25Ni13 A30235 TP316+A-182Grade F91 镍基182 ENiCrFe-236 T91+A216Grade WCB TIG-R40 R40737 T91+A105 TIG-R40 R40738 T91+A-182Grade F22 TIG-R40 R40739 T91+A-182Grade F91 CM9-1G E9015-B940 12Cr1MoV+A216Grade WCB TIG-J50 J50741 12Cr1MoV+A105 TIG-J50 J50742 12Cr1MoV+A-182GradeF22TIG-R40 R40743 12Cr1MoV+A-182GradeF91TIG-R40 R40744 T91+12Cr1MoV TIG-R40 R40745 12Cr1MoV+TP316 H0Cr25Ni13 A302。