轴承压装力计算软件
- 格式:xls
- 大小:25.00 KB
- 文档页数:3

托辊轴承压装力矩托辊轴承是物流输送系统中不可或缺的组成部分,其负责支撑输送带和物品的重量,承受着巨大的压力和摩擦力。
而托辊轴承的压装力矩则是保证其正常运转的重要因素之一。
一、托辊轴承的压装托辊轴承的压装是指将轴承安装到托辊上的过程。
在压装过程中,需要施加一定的力矩,使轴承与托辊之间形成紧密的接触,以确保轴承能够承受输送带和物品的重量,并保证其正常运转。
二、压装力矩的计算压装力矩的计算需要考虑多个因素,包括轴承的尺寸、材质、精度等。
一般来说,压装力矩的计算公式为:M=K×D×d其中,M为压装力矩,K为系数,D为轴承外径,d为轴承内径。
不同类型的轴承,其系数K也不同。
例如,对于深沟球轴承,K的取值范围为0.005~0.01;对于圆锥滚子轴承,K的取值范围为0.02~0.05。
三、压装力矩的影响因素除了轴承的尺寸和类型外,压装力矩还受到其他因素的影响,包括轴承的材质、精度、表面质量等。
例如,轴承的材质越硬,需要的压装力矩就越大;轴承的精度越高,需要的压装力矩就越小。
此外,压装力矩还受到安装工具的影响。
使用不合适的安装工具,可能会导致压装力矩不足或过大,从而影响轴承的正常运转。
四、压装力矩的重要性正确的压装力矩对于轴承的正常运转至关重要。
如果压装力矩不足,轴承与托辊之间的接触不紧密,轴承容易松动或磨损,从而影响输送带的正常运转;如果压装力矩过大,轴承容易变形或损坏,从而缩短轴承的使用寿命。
因此,在安装托辊轴承时,必须严格按照压装力矩的要求进行操作,以确保轴承能够正常运转,从而保证物流输送系统的稳定运行。
总之,托辊轴承的压装力矩是保证其正常运转的重要因素之一。
正确的压装力矩能够保证轴承与托辊之间的紧密接触,从而确保轴承能够承受输送带和物品的重量,并保证物流输送系统的稳定运行。
基于Abaqus的轴承位姿误差影响分析及改善轴承压装质量
的方法
华晓青;陈卓;徐智武
【期刊名称】《工业控制计算机》
【年(卷),期】2022(35)9
【摘要】针对轴承的装配过程,运用有限元软件分析轴承存在装配位姿误差时对装配结果的影响。
仿真结果表明,当存在位姿偏差时,会使得在装配时轴承的轴线与外壳的轴线存在角度偏差,影响轴承的压装质量。
对轴承装配后存在位姿误差时进行受力分析,提出一种改善轴承压装质量的压装方法,利用有限元软件验证了方法的正确性。
【总页数】3页(P11-13)
【作者】华晓青;陈卓;徐智武
【作者单位】上海大学机电工程与自动化学院
【正文语种】中文
【中图分类】TP3
【相关文献】
1.轴承压装力-位移曲线作轴承压装合格判定的可行性分析
2.固定式轴承压装机与轴承压装记录仪配套使用分析
3.铁路货车滚动轴承压装机与轴承压装质量
4.货车滚动轴承压装机液压系统泄漏对压装质量的影响
5.对铁路货车轴承压装质量改善措施的分析与探讨
因版权原因,仅展示原文概要,查看原文内容请购买。
轴承压装方法嘿,朋友们!今天咱来聊聊轴承压装这档子事儿。
你说这轴承啊,就像是机器的关节,得好好摆弄它,机器才能顺溜地运转呢!想象一下,轴承就像是一个小精灵,得把它安安稳稳地放到该去的地方。
那怎么放呢?这可就有讲究啦!首先啊,得把要压装的地方清理干净,可不能有啥灰尘啊、杂物啊之类的,不然这小精灵待着能舒服吗?这就好比你睡觉的床,要是脏兮兮的,你能睡得香吗?然后呢,得选对工具。
就像你吃饭得用筷子,喝汤得用勺子一样,压装轴承也得有专门的工具,可不能瞎凑合。
这工具就像是战士手中的武器,得趁手才行。
要是工具不合适,那可就好比让张飞去绣花,费劲不说,还不一定能弄好呢!在压装的时候,可得慢慢来,不能急。
你想想,要是你着急忙慌地干事儿,能不出错吗?就像你走路走太快,说不定就摔个大跟头呢!要一点点地把轴承推进去,感觉有阻力了,就停一停,看看是不是哪里不对劲。
可别使蛮劲啊,不然把轴承弄坏了,那不就白折腾啦!还有啊,压装的力度也得掌握好。
太轻了,轴承装不牢;太重了,又可能把轴承或者其他零件给压坏了。
这就像是和面,水多了稀,面多了硬,得恰到好处才行。
你说这难不难?有时候啊,你可能会遇到一些小麻烦,比如说轴承不太听话,怎么都装不进去。
这时候可别着急上火,得静下心来想想办法。
是不是哪里没清理干净?是不是工具不对?还是说压装的方法有问题?就像你解一道难题,得一点点分析,总能找到答案的。
而且啊,压装完了可别以为就万事大吉了。
还得检查检查,看看轴承装得稳不稳,转起来顺不顺。
要是有问题,赶紧解决,可别等机器都开始工作了才发现,那时候可就麻烦大了。
总之呢,轴承压装这事儿看着简单,其实里面的学问大着呢!得细心、耐心、用心,才能把这个小精灵安顿好,让机器欢快地运转起来。
咱可不能小瞧了这小小的轴承压装,它可是关系到机器能不能好好干活的大事儿呢!大家说是不是这个理儿?原创不易,请尊重原创,谢谢!。
基于FLUENT的液体动静压轴承的动态特性分析于天彪;王学智;关鹏;王宛山【摘要】Computational fluid dynamics software FLUENT was used to analyze the dynamic characteristics of five-chamber hybrid bearing, and the internal pressure and temperature field of hybrid bearing was obtained. The carrying capacity, temperature,stiffness,damping and other dynamic parameters were calculated,and the influence of eccentricity and speed on the dynamic parameters was analyzed. The results show that in the condition of oil pressure and bearing eccentricity constant, with the rotate speed increasing,the oil temperature rises,and the carrying capacity and the attitude angle increase; in the condition of oil pressure and rotate speed constant,with the increasing of eccentricity,the flow and the carrying capacity increase,and the attitude angle is essentially unchanged.%应用计算流体力学软件FLUENT对超高速磨削用五腔动静压轴承进行动态特性研究,得到动静压轴承内部压力场和温度场分布;计算轴承的承载力、温度、刚度、阻尼等动态参数,分析这些动态参数与偏心率以及转速之间的关系.结果表明:在保持供油压力和轴承偏心率不变的情况下,随着转速的提高,油温上升,轴承承载力及偏位角不断增大;在保持供油压力和主轴转速不变的情况下,随着偏心率的增大,轴承流量有所减少,轴承的承载能力不断增大,偏位角基本保持不变.【期刊名称】《润滑与密封》【年(卷),期】2012(037)006【总页数】5页(P1-5)【关键词】动静压轴承;压力场;温度场;承载力;刚度;阻尼【作者】于天彪;王学智;关鹏;王宛山【作者单位】东北大学机械工程与自动化学院辽宁沈阳110004;东北大学机械工程与自动化学院辽宁沈阳110004;65559部队辽宁本溪117000;东北大学机械工程与自动化学院辽宁沈阳110004;东北大学机械工程与自动化学院辽宁沈阳110004【正文语种】中文【中图分类】TH133.3超高速磨削技术的实现,需要综合提高各种零部件的性能和工装技术水平。
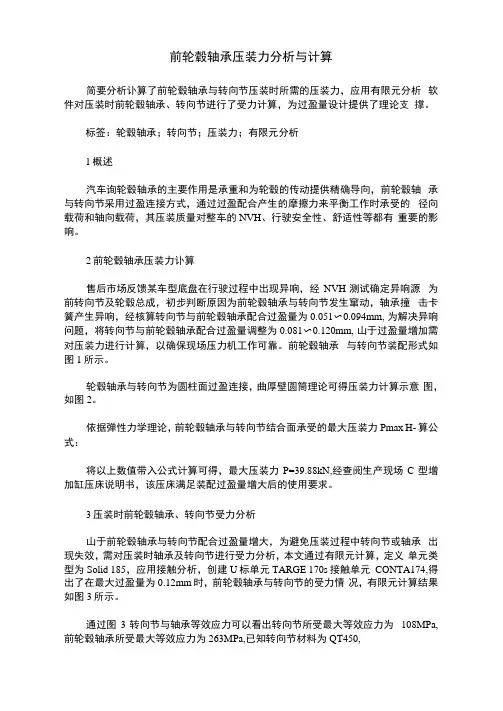
前轮毂轴承压装力分析与计算简要分析讣算了前轮毂轴承与转向节压装时所需的压装力,应用有限元分析软件对压装时前轮毂轴承、转向节进行了受力计算,为过盈量设计提供了理论支撑。
标签:轮毂轴承;转向节;压装力;有限元分析1概述汽车询轮毂轴承的主要作用是承重和为轮毂的传动提供精确导向,前轮毂轴承与转向节采用过盈连接方式,通过过盈配合产生的摩擦力来平衡工作时承受的径向载荷和轴向载荷,其压装质量对整车的NVH、行驶安全性、舒适性等都有重要的影响。
2前轮毂轴承压装力讣算售后市场反馈某车型底盘在行驶过程中出现异响,经NVH测试确定异响源为前转向节及轮毂总成,初步判断原因为前轮毂轴承与转向节发生窜动,轴承撞击卡簧产生异响,经核算转向节与前轮毂轴承配合过盈量为0.051〜0.094mm, 为解决异响问题,将转向节与前轮毂轴承配合过盈量调整为0.081〜0.120mm, 山于过盈量增加需对压装力进行计算,以确保现场压力机工作可靠。
前轮毂轴承与转向节装配形式如图1所示。
轮毂轴承与转向节为圆柱面过盈连接,曲厚壁圆筒理论可得压装力计算示意图,如图2。
依据弹性力学理论,前轮毂轴承与转向节结合面承受的最大压装力Pmax H- 算公式:将以上数值带入公式计算可得,最大压装力P=39.88kN,经查阅生产现场C 型增加缸压床说明书,该压床满足装配过盈量增大后的使用要求。
3压装时前轮毂轴承、转向节受力分析山于前轮毂轴承与转向节配合过盈量增大,为避免压装过程中转向节或轴承出现失效,需对压装时轴承及转向节进行受力分析,本文通过有限元计算,定义单元类型为Solid 185,应用接触分析,创建U标单元TARGE 170s接触单元CONTA174,得出了在最大过盈量为0.12mm时,前轮毂轴承与转向节的受力情况,有限元计算结果如图3所示。
通过图3转向节与轴承等效应力可以看出转向节所受最大等效应力为108MPa,前轮毂轴承所受最大等效应力为263MPa,已知转向节材料为QT450,。
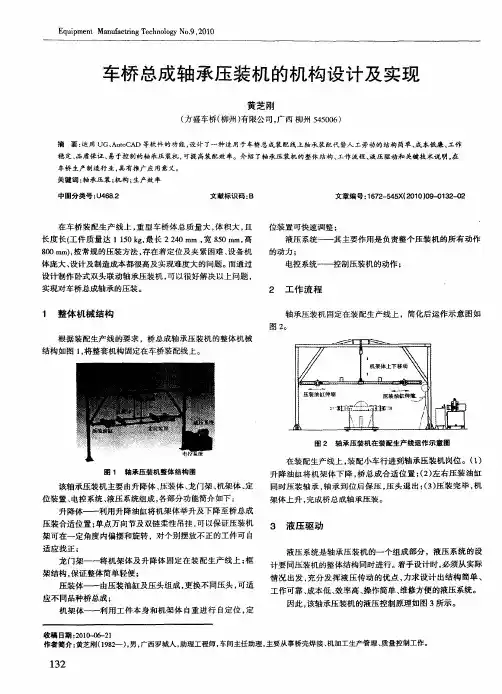
轴承压装机压装力的计算摘要介绍了与传统设计不同的轮轴冷压装计算方法,设计员可节省查阅资料时间,应用新型的计算公式,能快速获得准确工艺参数,并量化轮轴设计尺寸。
本文的车辆轮轴注油冷压装工艺属国内首例。
此方法对机械制造工业价值巨大。
关键词轮轴冷压装轮轴注油冷压装计算公式工艺工装修复技术一、前言本文论述的内容,适用于铁路机车车辆、工程机械和机床制造。
该技术的特点是:在轮轴冷压装设计中,既节省了查阅设计手册和行业标准所用的大量时间,又能快速获得准确工艺参数和设计量化值。
工艺简单、加工方便、能有效避免轮轴配合面被擦伤,与传统的轮轴冷压装工艺设计相比,这是专业技术领域中的新思路。
二、工艺参数计算在设计轮轴冷压装产品时,如何根据配合直径来求得合理的过盈量及冷压装吨位,这是专业工艺人员极为关注的技术难题。
作者通过长期试验论证,运用数学原理推导出了下列理论计算公式,技术难题迎刃而解,现简介如下。
-4-4 δ=7×10D+0.06 (1) δ=7.6×10D+0.09 (2) 12δ=0.5(δ+δ) (3) δ=δ-0.02 (4) 31243δ=δ+0.01 (5) δ=δ,δ (6) 5345P=(3.11D+66)+6 (7) P=4.88D+101 (8) 12P=P,P (9) 12δ—粗算轮轴配合过盈量下限值mm;δ—粗算轮轴配合过盈量上限值mm;δ—粗算轮轴配123合过盈量平均值mm;δ—精算轮轴配合过盈量下限值mm;δ—精算轮轴配合过盈量上限值45mm;δ—轮轴配合过盈量精确值mm;D—轮轴配合直径mm;P—轮轴冷压装吨位下限值kN;1P—轮轴冷压装吨位上限值kN;P—轮轴冷压装吨位精确值kN。
2三、计算应用实例计算图1所示的车辆轮轴采用冷压装工艺时,所需配合过盈量及压装吨位。
解:(1)计算过盈量-4-4 δ=7×10D+0.06=7×10×182+0.06=0.19(mm) 1-4-4 δ=7.6×10D+0.09 =7.6×10×182+0.09=0.23(mm) 2δ=0.5(δ+δ)=0.5(0.19+0.23)=0.21(mm) 312δ=δ-0.02=0.21-0.02=0.19(mm) 43δ=δ+0.01=0.21+0.01=0.22(mm) 53δ=δ,δ =0.19~0.22(mm) 45(2)计算冷压装吨位P=(3.11D+66+6=(3.11×182+66)+6=683(kN) 1P=4.88D+101=4.88×182+101=989(kN) 2P=P,P=683,989(kN) 12以上计算出来的δ值和P值,即为所求车辆轮轴冷压装时,所需的配合过盈量和冷压装吨位。
RomaxDESIGNER R17软件
技术参数
1、对轴承设计进行较核,优化。
2、RomaxDesigner基础模块
建立带有轴承支承的单轴模型。
可以准确的分析任意多的轴承支承和任意类型的滚动轴承。
模拟轴和轴承之间的复杂交互作用,轴承的非线性刚度取决于载荷取的变化。
可以快捷的计算作用力、支反力、弯矩和变形等。
3、Level 2平行轴建模器
建立包括齿轮、轴承等的单功率流平行轴传动系统。
根据系统中轴和轴承的运行情况计算齿轮啮合错位量。
通过齿轮计算作用在轴上的载荷。
考虑压装装配公差对轴承游隙和刚度的影响。
4、高级轴承分析模块包
包含:C11-1 Advanced Radial Ball Bearing 球轴承高级分析模块;C11-2 Advanced Cylindrical Roller Bearing 圆柱滚子轴承高级分析模块;C11-3 Advanced Taper Roller Bearing圆锥滚子高级分析模块;
5、允许客户进行详细的球轴承定义及分析。
用户可以定义滚子和滚道的的形状和接触几何图形,并能预测滚子载荷分布,接触应力油膜厚度等。
输出考虑轴承滚子载荷的Romax高级寿命。
压装时的主要要求为:
1)压装时不得损伤零件
2)压入时应平稳,被压入件应准确到位。
3)压装的轴或套引入端应有适当导锥,但怠锥长度不得大于配合长度的15%,导向斜角一10°。
4)将实心轴压入盲孔,应在适当部位有排气孔或槽。
5)压装零件的配合表面除有特殊要求外,在压装时应涂以清洁的润滑剂。
6)用压力机压入时,压入前应根据零件的材料和配合尺寸,计算所需的压入力。
压力机的为所需压入力的3~3.5倍,压入力的计算方法如下:
58-22
钢—铸铁0.12~0.15 0.05~0.10
铸铁—铸铁0.15~0.25 0.05~0.10
表58-23,常用材料的弹性模量,线胀系数。
计算数据F--压入力(N)F=P fmax πd f L f μ584.1509设计数据d f --结合直径(mm)34.9000设计数据L f --结合长度(mm)9.3980选择数据μ--结合面摩擦系数0.1300计算数据P fmax --结合面承受的最大单位压力(N/mm 2)13.7000设计数据δmax --最大过盈量(mm)0.0127选择参数E a --包容件材料弹性模量(N/mm2)230000.0000选择数据E i --包容件材料弹性模量(N/mm2)230000.0000计算数据C a --系数C a =[(d a 2+d f 2)/(d a 2-d f 2)]+V a 1.3516计算数据C i --系数C i =[(d f 2+d i 2)/(d f 2-d i 2)]-V i4.7576设计数据d a --包容件外径(mm)70.0000设计数据d i --被包容件内径,实心轴为0(mm)28.5750选择参数V a --包容件泊松系数0.3100选择参数V i --被包容件泊松系数0.3100计算数据F end ----最终压装力(N)1927.698058-22 材料摩擦系数村料摩擦因数μ(无润滑)摩擦因数μ(有润滑)钢一钢0.07~0.160.05~0.13钢—铸钢0.110.07钢一结构钢0.10.08钢一优质结构0.110.07钢—青铜0.15~0.200.03~0.06钢—铸铁0.12~0.150.05~0.10铸铁—铸铁0.15~0.250.05~0.10表58-23,常用材料的弹性模量,泊松比和线胀系数加热碳钢、低合金钢、合金结构钢200~2350.30~0.3111灰铸铁(HT150、HT200)70~800.24~0.2511灰铸铁(HT250、HT300)105~1300.24~0.2610可锻铸铁90~1000.2510非合金球墨铸铁160~1800.28~0.2910青铜850.3517黄铜800.36~0.3718铝合金690.32~0.3621镁铝合金400.25~0.3025.5注:在选用压力机规格时应是计算压力P的3~3.5倍材料弹性模量E/(KN/mm 2)泊松比v 线胀系数-6/℃使用资料 1)压装时不得损伤零件 2)压入时应平稳,被压入件应准确到位。
计算数据F--压入力(N)F=P fmax πd f L f μ584.1509设计数据d f --结合直径(mm)34.9000设计数据L f --结合长度(mm)9.3980选择数据μ--结合面摩擦系数0.1300计算数据P fmax --结合面承受的最大单位压力(N/mm 2)13.7000设计数据δmax --最大过盈量(mm)
0.0127选择参数E a --包容件材料弹性模量(N/mm2)230000.0000选择数据E i --包容件材料弹性模量(N/mm2)230000.0000
计算数据C a --系数C a =[(d a 2+d f 2)/(d a 2-d f 2)]+V a 1.3516计算数据C i --系数
C i =[(d f 2
+d i 2
)/(d f 2
-d i 2
)]-V i
4.7576设计数据d a --包容件外径(mm)
70.0000设计数据d i --被包容件内径,实心轴为0(mm)
28.5750选择参数V a --包容件泊松系数0.3100选择参数
V i --被包容件泊松系数
0.3100
计算数据
F end ----最终压装力(N)
1927.6980
58-22 材料摩擦系数
村料
摩擦因数μ(无润滑)
摩擦因数μ(有
润滑)钢一钢0.07~0.160.05~0.13钢—铸钢0.110.07钢一结构钢0.10.08钢一优质结构0.110.07钢—青铜0.15~0.200.03~0.06钢—铸铁0.12~0.150.05~0.10铸铁—铸铁
0.15~0.25
0.05~0.10
表58-23,常用材料的弹性模量,泊松比和线胀系数
加热碳钢、低合金钢、合金结构钢200~2350.30~0.3111灰铸铁(HT150、HT200)70~800.24~0.2511灰铸铁(HT250、HT300)
105~1300.24~0.2610可锻铸铁90~1000.2510非合金球墨铸铁
160~1800.28~0.2910青铜850.3517黄铜800.36~0.3718铝合金690.32~0.3621镁铝合金
40
0.25~0.30
25.5
注:在选用压力机规格时应是计算压力P的3~3.5倍
材料
弹性模量E/(KN/mm 2)
泊松比v 线胀系数
-
6
/℃使用资料
压装时的主要要求为:
1)压装时不得损伤零 2)压入时应平稳,被压入件应准确到位。
3)压装的轴或套引入端应有适当导锥,但怠锥长度不得大于配合长度的15%,导向斜角一般不应大于10°。
4)将实心轴压入盲孔,应在适当部位有排气孔或槽 5)压装零件的配合表面除有特殊要求外,在压装时应涂以清洁的润滑剂。
6)用压力机压入时,压入前应根据零件的材料和配合尺寸,计算所需的压入力。
压力机的压力一般应为所需压入力的3~3.5倍,。