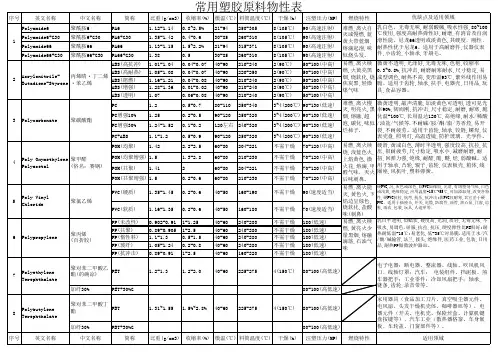
塑料物性表1
- 格式:xls
- 大小:22.00 KB
- 文档页数:8


2005.12.26品级系列GF-PET(玻璃纤维增强聚对苯二甲酸乙二醇酯)客户注意事项●本资料所记载的物性值是按各种规格及实验方法规定的条件下制得的实验片的代表性测试值。
●本资料是根据本公司积累的经验及实验数据作成的,本文所示数据对在不同的条件下使用的制品不一定能完全适用。
因此其内容并非能保证完全适用于客户的使用条件,引用或借用时请客户作最终判断。
●有关本资料所介绍的应用例、使用例等技术及数据、使用寿命、可能性等请客户自作考虑。
此外,本公司材料并没有考虑到在医疗和齿科方面的应用(用作移植组织片),故不推荐用在此方面。
●有关适当的操作规程,请根据使用目的参考相应材料的[技术资料]。
●有关本公司材料的安全使用,请参考与所用材料、品级相对应的制品安全数据表[MSDS]。
●本资料是根据现阶段搜集到的资料、信息、数据而作成的,如有新的见解时,有可能不加预告而作更改,敬请注意。
●对本公司制品的说明材料,或者是这里所说的注意事项等,如有任何不明白的地方,敬请与本公司联系商谈。
*[FR-PET ®]是帝人株式会社在日本及其他国家的注册商标,关联公司的WinTech Polymer株式会社受权使用此商标。
目录1. B3015FA的一般物性@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@ @@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@ @@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@ @@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@以上数值为材料的代表性测试值、并非该规格材料的最低值。
2005.12.26品级系列GF-PET(玻璃纤维增强聚对苯二甲酸乙二醇酯)客户注意事项●本资料所记载的物性值是按各种规格及实验方法规定的条件下制得的实验片的代表性测试值。
●本资料是根据本公司积累的经验及实验数据作成的,本文所示数据对在不同的条件下使用的制品不一定能完全适用。
因此其内容并非能保证完全适用于客户的使用条件,引用或借用时请客户作最终判断。
●有关本资料所介绍的应用例、使用例等技术及数据、使用寿命、可能性等请客户自作考虑。
此外,本公司材料并没有考虑到在医疗和齿科方面的应用(用作移植组织片),故不推荐用在此方面。
●有关适当的操作规程,请根据使用目的参考相应材料的[技术资料]。
●有关本公司材料的安全使用,请参考与所用材料、品级相对应的制品安全数据表[MSDS]。
●本资料是根据现阶段搜集到的资料、信息、数据而作成的,如有新的见解时,有可能不加预告而作更改,敬请注意。
●对本公司制品的说明材料,或者是这里所说的注意事项等,如有任何不明白的地方,敬请与本公司联系商谈。
*[FR-PET ®]是帝人株式会社在日本及其他国家的注册商标,关联公司的WinTech Polymer株式会社受权使用此商标。
目录1. B3015FA的一般物性@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@ @@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@ @@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@ @@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@以上数值为材料的代表性测试值、并非该规格材料的最低值。
到<停機操作注意項目> 到<成型不良要因表> 到<成型不良的原因及調節方法詳解>3、接觸型式: M=MALE(公)F=FEMALE(母) P=公母共用型(在無區別時)4、稱謂: A:本體;J:圓蓋;B:前殼;K:支架; C:後殼;L:後塞; D:壓條;N:側蓋; E:中蓋;O:止蓋; F:扣板;Q:下蓋; G:反折蓋;R:後蓋; H:分線蓋S:擋板; 、、、、、、5、特殊規格: A: ST:STANDARD(標准型) SA:ACADEMIC(傳統型) SS:SIMPLE(簡易型) SC:CRAMP(有彈片) SP:SPECIAL(特殊型) SE:E、M、I、錢粉芯(一般) 、、、、、、 C1:二合一X對9; C2:二合一X對15; C3:三合一X對9-9; C4:三合一X對9-15; C5:三合一X對15-9; C6:三合一X對15-15; 、、、、、、 AO:3.0;DO:9.4; BO:5.08;DE:9.4錢粉芯; CO:7.2;EO:13.84; CE:7.2錢粉芯;EE:13.84錢粉芯; FO:7.0;、、、、、 LA:0.625;LD:0.6; LB:0.75;LE:0.8; LC:0.9;、、、、 NI:新型1;N2:新型2; RI:RI;、、、、 JA:傳統JACK;LO:龍傑; JB:錢頭JACK;LC:瀝晟; CH:側兩孔;HO:高腳無JACK(有中柱); CS:琪祥;H1:高腳無JACD-1(無中柱); AT:A-TYPE;H2:高腳無JACD-2; BT:B-TYPE;H3:高腳對3個JACK; JD:介大:H4:高腳對4個JACK; 、、、、、、、、B: 00:一般形;10:平面長齒; 01:有檐;11:平面短齒; 02:無檐;12:平面-2; 03:有檐排PIN;13:介大平面-2; 04:無檐排PIN;、、、、 05:有檐芨PIN; 06:無檐芨PIN; 、、、、、、 20:長齒長耳;30:縮第九針; 21:短齒長耳;31:雙 22:長齒中耳;32:雙 23:短齒中耳;、、、、、、 24:缺耳; 25:長齒; 26:短齒; 27:無齒; 、、、、、、 41:支架-1; 42:支架-2; 43:支架-3; 44:支架-4; 45:支架-5; 、、、、、、DIN之標示如下:DNO-96 M A CT SO 05 A BA: BT:B-TYPE;FT:F-TYPE; CT:C-TYPE;GT:G-TYPE; DT:D-TYPE;RT:R-TYPE; ET:D-TYPE;QT:Q-TYPE; 、、、、B: SO:STRAIGHT(180度);RO:RIGHT ANGLE(90度); 、、、、6、顏色: 01、WHITE(白色) 02、BLACK(黑色) 03、BLUE(藍色)93、PC99 BLUE(661C藍色); 04、GREEN(綠色)94、PC99 GREEN(322C草綠色) 05、GRAY(灰色) 06、RED(紅色)96、PC99 RED(235C紫紅色); 07、YELLOW(黃色)97、PC99 YELLOW(131C金黃); 08、HOARINESS(灰白色)、、、、、。
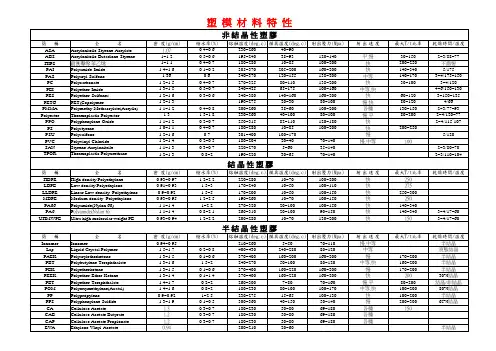
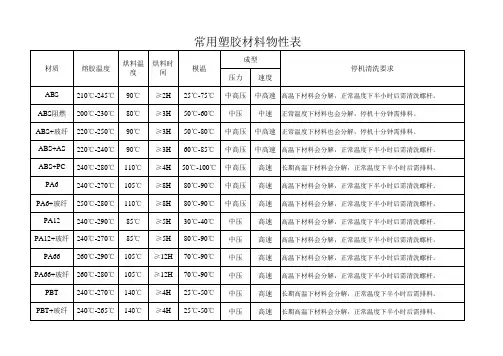
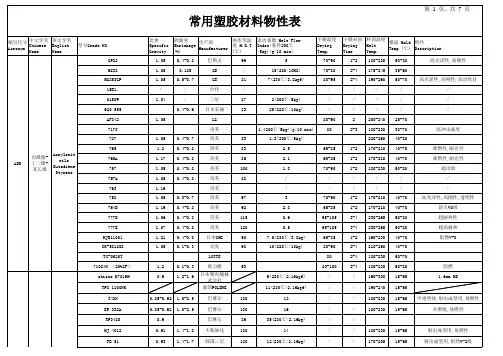
ABS类ABS熔胶温度:210℃-245℃烘料温度:90℃烘料时间:≥2H模温:25℃-75℃成型压力:中高压速度:中高速ABS阻燃熔胶温度:200℃-230℃烘料温度:80℃烘料时间:≥3H模温:50℃-60℃成型压力:中压速度:中速ABS+玻纤熔胶温度:220℃-250℃烘料温度:90℃烘料时间:≥3H模温:50℃-80℃成型压力:中高压速度:中高速ABS+AS熔胶温度:220℃-240℃烘料温度:90℃烘料时间:≥3H模温:60℃-85℃成型压力:中高压速度:中高速ABS+PC熔胶温度:240℃-280℃烘料温度:110℃烘料时间:≥4H模温:50℃-100℃成型压力:中高压速度:高速PA6类PA6熔胶温度:240℃-270℃烘料时间:≥8H模温:80℃-90℃成型压力:中高压速度:高速PA6+玻纤熔胶温度:250℃-280℃烘料温度:105℃烘料时间:≥8H模温:80℃-90℃成型压力:中高压速度:高速PA12类PA12熔胶温度:240℃-290℃烘料温度:85℃烘料时间:≥5H模温:30℃-40℃成型压力:中压速度:高速PA12+玻纤熔胶温度:240℃-270℃烘料温度:85℃烘料时间:≥5H模温:80℃-90℃成型压力:中压速度:高速PA66类PA66熔胶温度:260℃-290℃烘料温度:105℃烘料时间:≥12H模温:70℃-90℃成型压力:中压速度:高速PA66+玻纤熔胶温度:260℃-280℃烘料温度:105℃烘料时间:≥12H成型压力:中压速度:高速PBT类PBT熔胶温度:240℃-270℃烘料温度:140℃烘料时间:≥4H模温:25℃-50℃成型压力:中压速度:高速PBT+玻纤熔胶温度:240℃-265℃烘料温度:140℃烘料时间:≥4H模温:25℃-50℃成型压力:中压速度:高速PC类PC类熔胶温度:260℃-300℃烘料温度:120℃烘料时间:≥4H模温:70℃-120℃成型压力:高压速度:高速、低速PC+玻纤熔胶温度:260℃-300℃烘料温度:120℃烘料时间:≥4H模温:70℃-120℃成型压力:高压速度:高速PC+PBT熔胶温度:235℃-285℃烘料温度:130℃烘料时间:≥4H模温:35℃-95℃成型压力:中高压速度:高速PE-HDPE-HD熔胶温度:200℃-230℃模温:50℃-95℃成型压力:低压速度:高速PE-LDPE-LD熔胶温度:180℃-220℃模温:20℃-40℃成型压力:中高压速度:高速PEI类PEI熔胶温度:340℃-400℃烘料温度:150℃烘料时间:≥4H模温:100℃-175℃成型压力:中高压速度:高速PEI+玻纤熔胶温度:340℃-420℃烘料温度:150℃烘料时间:≥4H模温:100℃-175℃成型压力:中高压速度:高速PET类PET熔胶温度:265℃-280℃烘料温度:120℃烘料时间:≥4H模温:80℃-120℃成型压力:中低压速度:高速PET+玻纤熔胶温度:275℃-290℃烘料温度:120℃烘料时间:≥4H模温:80℃-120℃成型压力:中低压速度:高速PMMAPMMA熔胶温度:230℃-260℃烘料温度:90℃烘料时间:≥4H模温:35℃-85℃成型压力:中压速度:中速POM类POM熔胶温度:190℃-210℃烘料温度:90℃烘料时间:≥2H模温:80℃-100℃成型压力:中低压速度:中高速POM+玻纤熔胶温度:190℃-220℃烘料温度:90℃烘料时间:≥2H模温:80℃-100℃成型压力:中压速度:中高速PP类PP熔胶温度:220℃-250℃模温:40℃-80℃成型压力:中高压速度:中速PP+玻纤熔胶温度:230℃-250℃烘料温度:80℃烘料时间:≥3H模温:30℃-60℃成型压力:中高压速度:中速PPEPPE熔胶温度:240℃-300℃烘料温度:100℃烘料时间:≥4H模温:60℃-100℃成型压力:中高压速度:中低速PPOPPO熔胶温度:240℃-300℃烘料温度:110℃烘料时间:≥4H模温:20℃-60℃成型压力:中高压速度:中低速PS类PS熔胶温度:180℃-260℃烘料温度:80℃烘料时间:≥3H模温:40℃-50℃成型压力:低压速度:高速PS+阻燃熔胶温度:180℃-240℃烘料温度:80℃烘料时间:≥3H模温:40℃-50℃成型压力:低压速度:高速PVCPVC熔胶温度:185℃-205℃模温:25℃-50℃成型压力:中高压AS类AS熔胶温度:200℃-250℃烘料温度:80℃烘料时间:≥2H模温:40℃-80℃成型压力:中低压速度:高速AS+玻纤熔胶温度:210℃-240℃烘料温度:80℃烘料时间:≥2H模温:40℃-80℃成型压力:中低压速度:高速PPSPPS熔胶温度:270℃-300℃烘料温度:130℃烘料时间:≥4H模温:25℃-85℃成型压力:中高压速度:低速PEEKPEEK熔胶温度:350℃-380℃烘料温度:150℃烘料时间:≥3H模温:175℃-205℃成型压力:中高压速度:中速PPAPPA熔胶温度:280℃-325℃烘料温度:140℃烘料时间:≥6H模温:90℃-180℃成型压力:中高压橡胶橡胶熔胶温度:280℃-325℃烘料温度:70℃烘料时间:≥2H模温:20℃-60℃成型压力:中低压速度:中低速。