定长切割控制LC与文本屏编码器变频器程序实例之
- 格式:docx
- 大小:272.97 KB
- 文档页数:20

PLC 与文本屏、编码器、变频器程序实例之一——可调定长自动裁切控制装置5.3.1可调定长自动裁切控制装置的系统构成电动机变频器皮带旋转编码器弹性连轴器气动裁切刀具输送带待裁切板材主轴气动控制装置电磁阀输送方向刀位检测开关图5-28 可调定长自动裁切控制装置系统配置示意图裁切机器由机体、传送带、气动裁切刀具等机械部件和变频器、电机、刀位检测开关、旋转编码器等电力拖动部件和长度检测部件构成。
机器工作原理简述:由变频器控制电机起停与速度,电机由皮带拖动机器主轴,主轴带动输送带,输送带将待裁切板材源源不断地输送至裁切刀具下;旋转编码器经弹性连轴器(可用软塑料管代用)与机器旋转主轴连接,对主轴的运行线距离进行脉冲计数,当设定长度(设定脉冲数)与编码器计数长度相等时,由PLC 输出下刀指令,变频器停止运行,输送带停止输送,下刀电磁阀动作,气动裁切刀具下行,对输送带上的板材进行裁切。
裁切过后,系统又自动启动运行。
系统设计要求:1)、板材输送速度可以调节。
采用变频器拖动电机满足此要求;2)、裁切长度可以设定,并可以监控,采用PLC 与文本屏相结合,满足此要求;3)、机器主轴的直径规格不一,与长度设置互有影响,应考虑此因素。
可用文本屏可对主轴数据(轴周长)修正;4)、选用旋转编码器的型号不同,脉冲计数值/周有别。
用文本屏可对旋转码器的脉冲计数值/周数据进行修正;5)、正常输送使用一个可调整的较高的输送速度,称为变频高速;而当输送长度接近于裁切长度时,输送带应进入低速运行阶段,称为变频低速(可为一固定速度),这样便于提高裁切精度和裁切质量。
低速输送距离(长度)可以根据现场操作运行情况,由文本屏设置;6)、下刀裁切时,输送带必须停止输送,裁切完毕后,输送带开始运行。
下刀裁切至重新运行,需有一个适宜的延时时间,如时间太短,刀具未升到原位,容易与板材相顶,损坏板材和刀具。
若时间过长,会导致本班产量降低。
这个下刀时间(实际为刀具复位时间)也可以由文本屏进行设置;7、本班产量——裁切张数,可以在屏面上显示和监控。
年现代电气控制系统安装与调试”赛题A题————————————————————————————————作者:————————————————————————————————日期:2016年全国职业院校技能大赛现代电气控制系统安装与调试(A题)工作任务书(总时间:240分钟)场次号工位号注意事项一、本任务书共14页,如出现缺页、字迹不清等问题,请及时向裁判示意,进行任务书的更换。
二、在完成工作任务的全过程中,严格遵守电气安装和电气维修的安全操作规程。
电气安装中,低压电器安装按《电气装置安装工程低压电器施工及验收规范(GB50254-96)》验收。
三、不得擅自更改设备已有器件位置和线路,若现场设备安装调试有疑问,须经设计人员(赛场评委)同意后方可修改。
四、竞赛过程中,参赛选手认定竞赛设备的器件有故障,可提出更换,器件经现场裁判测定完好属参赛选手误判时,每次扣参赛队3分;若因人为操作损坏器件,酌情扣5-10分;后果严重者(如导致PLC、变频器、伺服等烧坏),本次竞赛成绩计0分。
五、所编PLC、触摸屏等程序必须保存到计算机的“D: \场次号-工位号”文件夹下,场次号和工位号以现场抽签为准。
六、参赛选手在完成工作任务的过程中,不得在任何地方标注学校名称、选手姓名等信息。
七、比赛结束后,参赛选手需要将任务书以及现场发放的图纸、资料、草稿纸等材料一并上交,不得带离考场。
请按要求在4个小时内完成以下工作任务:一、按“定长切料系统”控制要求,设计电气控制原理图,制定相应的I/O 分配表,并按图完成器件选型计算、器件安装、电路连接(含主电路)和相关元件参数设置。
二、按“定长切料系统”控制要求,编写PLC程序及触摸屏程序,完成后下载至设备PLC及触摸屏,并调试该电气控制系统达到控制要求。
三、根据赛场设备上所提供的故障考核装置,参考T68镗床电气原理图,排除机床电气控制电路板上所设置的故障,使该电路能正常工作,同时完成维修工作票。

用PLC控制变频器调速的实例(图与程序)《PLC控制变频器调速》实例的要求用PLC控制变频器,通过光电编码器反馈速度信号达到电动机调速的精确控制。
《PLC控制变频器调速》实例的目的1. 通过电动机变频调速控制系统实验,进一步了解可编程控制器在电动机变频调速控制中的应用。
2. 通过系统设计,进一步了解PLC、变频器及编码器之间的配合关系。
3. 通过实验线路的设计,实际操作,使理论与实际相结合,增加感性认识,使理论知识更加巩固。
4. 培养动手能力,增强对可编程控制器运用的能力。
5. 培养分析,查找故障的能力。
6. 增加对可编程控制器外围电路的认识。
《PLC控制变频器调速》实例的器件欧姆龙CPM2AH-40CDR可编程控制器(PLC),欧瑞F1000-G 系列变频器,三相异步电机。
本次实例由3部分组成第一部分采样:转速的采样采用的是欧姆龙的光电编码器,结合PLC的高速计数器端子,实现高精度的采样。
编码器是将信号(如比特流)或数据进行编制、转换为可用以通讯、传输和存储的信号形式的设备。
编码器把角位移或直线位移转换成电信号,前者成为码盘,后者称码尺.按照读出方式编码器可以分为接触式和非接触式两种.欧姆龙(OMRON)编码器是用来测量转速的装置,光电式旋转编码器通过光电转换,可将输出轴的角位移、角速度等机械量转换成相应的电脉冲以数字量输出(REP)。
它分为单路输出和双路输出两种。
第二部分控制部分:变频调速是改变电动机定子电源的频率,从而改变其同步转速的调速方法。
第三部分软件::控制的基本思路是讲采样的结果作为反馈量,输入到PLC中与所想要的频率对应值比较,然后再由PLC做出相应的控制。
实例中的电路图与梯形图一、光电编码器二、变频器三、实例总结四、梯形图。

PLC 和文本屏、编码器、变频器程序实例之一——可调定长自动裁切控制装置5.3.1可调定长自动裁切控制装置的系统构成电动机变频器皮带旋转编码器弹性连轴器气动裁切刀具输送带待裁切板材主轴气动控制装置电磁阀输送方向刀位检测开关图5-28 可调定长自动裁切控制装置系统配置示意图裁切机器由机体、传送带、气动裁切刀具等机械部件和变频器、电机、刀位检测开关、旋转编码器等电力拖动部件和长度检测部件构成。
机器工作原理简述:由变频器控制电机起停和速度,电机由皮带拖动机器主轴,主轴带动输送带,输送带将待裁切板材源源不断地输送至裁切刀具下;旋转编码器经弹性连轴器(可用软塑料管代用)和机器旋转主轴连接,对主轴的运行线距离进行脉冲计数,当设定长度(设定脉冲数)和编码器计数长度相等时,由PLC 输出下刀指令,变频器停止运行,输送带停止输送,下刀电磁阀动作,气动裁切刀具下行,对输送带上的板材进行裁切。
裁切过后,系统又自动启动运行。
系统设计要求:1)、板材输送速度可以调节。
采用变频器拖动电机满足此要求;2)、裁切长度可以设定,并可以监控,采用PLC 和文本屏相结合,满足此要求;3)、机器主轴的直径规格不一,和长度设置互有影响,应考虑此因素。
可用文本屏可对主轴数据(轴周长)修正;4)、选用旋转编码器的型号不同,脉冲计数值/周有别。
用文本屏可对旋转码器的脉冲计数值/周数据进行修正;5)、正常输送使用一个可调整的较高的输送速度,称为变频高速;而当输送长度接近于裁切长度时,输送带应进入低速运行阶段,称为变频低速(可为一固定速度),这样便于提高裁切精度和裁切质量。
低速输送距离(长度)可以根据现场操作运行情况,由文本屏设置;6)、下刀裁切时,输送带必须停止输送,裁切完毕后,输送带开始运行。
下刀裁切至重新运行,需有一个适宜的延时时间,如时间太短,刀具未升到原位,容易和板材相顶,损坏板材和刀具。
若时间过长,会导致本班产量降低。
这个下刀时间(实际为刀具复位时间)也可以由文本屏进行设置; 7、本班产量——裁切张数,可以在屏面上显示和监控。
基于PLC、变频器与触摸屏控制的定长剪切系统一、项目描述利用PLC、变频器与触摸屏对负载进行速度调节实现定长剪切。
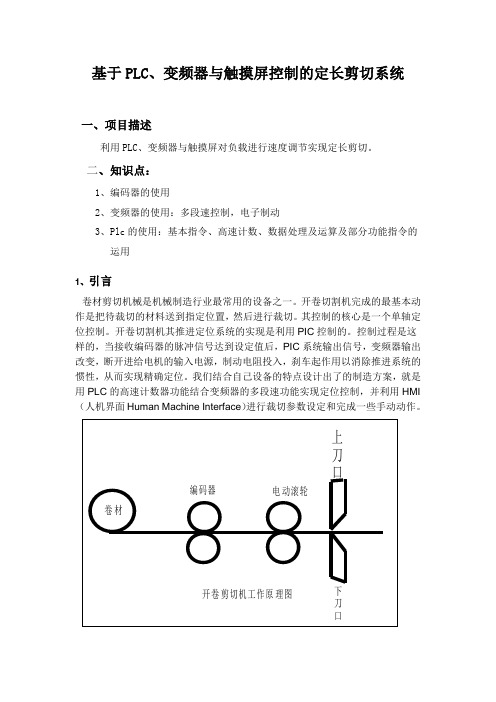
二、知识点:1、编码器的使用2、变频器的使用:多段速控制,电子制动3、Plc的使用:基本指令、高速计数、数据处理及运算及部分功能指令的运用1、引言卷材剪切机械是机械制造行业最常用的设备之一。
开卷切割机完成的最基本动作是把待裁切的材料送到指定位置,然后进行裁切。
其控制的核心是一个单轴定位控制。
开卷切割机其推进定位系统的实现是利用PIC控制的。
控制过程是这样的,当接收编码器的脉冲信号达到设定值后,PIC系统输出信号,变频器输出改变,断开进给电机的输入电源,制动电阻投入,刹车起作用以消除推进系统的惯性,从而实现精确定位。
我们结合自己设备的特点设计出了的制造方案,就是用PLC的高速计数器功能结合变频器的多段速功能实现定位控制,并利用HMI (人机界面Human Machine Interface)进行裁切参数设定和完成一些手动动作。
2、设计的可行性分析现在的大多PLC都具有高速计数器功能,不需增加特殊功能单元就可以处理频率高达几十或上百KHz的脉冲信号,而卷材剪切机对进给系统的精度和响应速度要求不是很高。
可以通过对切纸机进给系统相关参数的计算,合理的选用编码器,让脉冲频率即能在PLC处理的范围内又可以满足进给的精度要求。
在进给过程中,让PLC对所接收的脉冲数与设定数值进行比较,根据比较结果驱动相应的输出点对变频器进行输出频率的控制,实现接近设定值时进给速度变慢,从而减小系统惯性,达到精确定位的目的。
另外当今变频器技术取得了长足的发展,使电机在低速时的转矩大幅度提升,从而也保证了进给定位时低速推进的可行性。
3、主要控制部件的选取3.1 PLC的选取针对这些必需的输入点数,选用了FX1s-30MR的PLC,由于输入点少,从而为选用低价位的FX1s系列PLC成为可能,因为FX1s系列PLC输入点最多只有16点。
目录1.绪论 (1)1.1课题背景和目的意义 (1)1.2设计现状及发展趋势 (1)1.3 PLC控制系统设计的原则 (2)1.4方案论证 (2)2.系统总体设计 (4)2.1系统控制要求 (4)2.2系统结构及工作原理 (4)2.3运动控制的基本架构 (4)3.系统硬件设计 (6)3.1光电编码器 (6)3.2高速计数器 (6)3.3高速光耦转换器 (8)3.4 PLC控制系统 (9)3.4.1 PLC选型 (9)3.4.2 系统硬件接线图 (10)3.4.3 PLC端口分配 (10)4.系统软件设计 (11)4.1高速计数器的编程 (11)4.2系统程序 (12)参考文献 (15)结束语 (16)基于S7-200 PLC薄钢板定长剪切控制系统设计1.绪论1.1课题背景和目的意义定长剪切机是一种精确控制板材加工尺寸,将大型板块进行定长剪切的设备。
传统定长剪切机采用继电器作为控制器件,其控制系统较复杂,参数改变不灵活,大量接线使系统可靠性降低,维修率高,降低了生产效率。
PLC以其灵活性、快速性、可靠性和性价比高等特点越来越受到企业或者团体设计者们的欢迎,在各行各业的应用越来越广泛。
用PLC替代继电器设计剪切控制系统,具有操作简单,运行可靠,抗干扰能力强,编程方便,控制精度高的明显优势。
基于以上PLC特点,本课题主要研究如何应用S7-200PLC设计一个薄钢板定长剪切控制系统,设计的关键是如何提高定长剪切的精度。
1.2设计现状及发展趋势薄钢板剪切是钢材加工行业中常见的工序,钢板剪切的主要设备是剪切机,而普通剪切机存在诸多不足。
普通剪切机存在的主要不足有:(1)加工精度不高造成加工精度不高的主要原因,一方面是加工尺寸由操作人员用普通钢尺手动测得,精度难以保证;另一方面采用异步电动机带动链条传动机构,这样不仅定位精度低,而且易造成剪切面的机械偏差,这种偏差随加工板材宽度增加而加大。
(2)操作繁琐,容易出错剪切机需要人工操作,剪切动作的控制需人工完成,占用人力资源,也容易出错。
基于西门子PLC的切断机定长切断控制系统陈兰【摘要】在工业生产加工中,切断机是必不可少的一种设备,其在桥梁、隧道和水利等工程领域应用广泛.针对汽车制造业中挤出生产线对于切断机能够实现定长切断、超差分拣、自动纠偏和挤出连续的要求,文章设计了一套基于西门子S7-300PLC的切断机定长切断控制系统.通过将CPU313-2 DP作为核心控制器,再配以PS30710A电源模块、E6C2-CWZ6C编码器模块、FESTO二位三通电磁阀、电感式接近开关和光电开关器件,对系统硬件进行了组态设计.软件上,系统通过STEP75.2编程软件对系统进行封装SFB47的作业功能,使用循环中断测速、切断流程、分拣流程、组合切断分拣程序并设计中断程序和启动按钮及初始化模块编程,最终完成了切断机定长切断控制系统的设计.【期刊名称】《无线互联科技》【年(卷),期】2017(000)011【总页数】2页(P145-146)【关键词】切断机;CPU313-2DP;STEP75.2【作者】陈兰【作者单位】苏州高等职业技术学校,江苏苏州 215000【正文语种】中文进入21世纪,中国工业经济得到飞速发展,切断机在国内的运用越来越多。
同时随着我国加入WTO,切断机的出口量逐年增加,因此国内外对于切断机的需求不断增加。
虽然我国切断机行业得到一定发展,但和其他发达国家相比在技术上还存在一定差距,主要表现在:国外切断机偏心轴的偏心距较大,更容易管理;在承受过载荷、疲劳失效、磨损等方面更有优势;每分钟切断次数要比国内高;切断机的控制精度较高,更适合工业化加工作业;国外观质量更是精益求精。
因此,我国切断机还需不断改进。
在汽车制造中,汽车密封件生产企业使用的挤出生产线有连续挤出、间隔切断的特点。
为了生产的连续和稳定,挤出机需要保持稳定的挤出速度,而最终产品需要定长切断包装,所以切断机不仅要实现定长切断、超差分拣、自动纠偏,还需要协调连续挤出和时间切断的运行,不能在切断过程中牵扯或阻挡挤出工作。
PLC与文本屏、编码器、变频器程序实例之一——可调定长自动裁切控制装置图5-28 可调定长自动裁切控制装置系统配置示意图裁切机器由机体、传送带、气动裁切刀具等机械部件和变频器、电机、刀位检测开关、旋转编码器等电力拖动部件和长度检测部件构成。
机器工作原理简述:由变频器控制电机起停与速度,电机由皮带拖动机器主轴,主轴带动输送带,输送带将待裁切板材源源不断地输送至裁切刀具下;旋转编码器经弹性连轴器(可用软塑料管代用)与机器旋转主轴连接,对主轴的运行线距离进行脉冲计数,当设定长度(设定脉冲数)与编码器计数长度相等时,由PLC输出下刀指令,变频器停止运行,输送带停止输送,下刀电磁阀动作,气动裁切刀具下行,对输送带上的板材进行裁切。
裁切过后,系统又自动启动运行。
系统设计要求:1)、板材输送速度可以调节。
采用变频器拖动电机满足此要求;2)、裁切长度可以设定,并可以监控,采用PLC与文本屏相结合,满足此要求;3)、机器主轴的直径规格不一,与长度设置互有影响,应考虑此因素。
可用文本屏可对主轴数据(轴周长)修正;4)、选用旋转编码器的型号不同,脉冲计数值/周有别。
用文本屏可对旋转码器的脉冲计数值/周数据进行修正;5)、正常输送使用一个可调整的较高的输送速度,称为变频高速;而当输送长度接近于裁切长度时,输送带应进入低速运行阶段,称为变频低速(可为一固定速度),这样便于提高裁切精度和裁切质量。
低速输送距离(长度)可以根据现场操作运行情况,由文本屏设置;6)、下刀裁切时,输送带必须停止输送,裁切完毕后,输送带开始运行。
下刀裁切至重新运行,需有一个适宜的延时时间,如时间太短,刀具未升到原位,容易与板材相顶,损坏板材和刀具。
若时间过长,会导致本班产量降低。
这个下刀时间(实际为刀具复位时间)也可以由文本屏进行设置;7、本班产量——裁切张数,可以在屏面上显示和监控。
下一班人员可将显示值复位清零,重新计数;8、系统的运行方式:用按钮启动和停止,实现自动裁切功能。
PLC 与文本屏、编码器、变频器程序实例之一——可调定长自动裁切控制装置5.3.1可调定长自动裁切控制装置的系统构成电动机变频器皮带旋转编码器弹性连轴器气动裁切刀具输送带待裁切板材主轴气动控制装置电磁阀输送方向刀位检测开关图5-28 可调定长自动裁切控制装置系统配置示意图裁切机器由机体、传送带、气动裁切刀具等机械部件和变频器、电机、刀位检测开关、旋转编码器等电力拖动部件和长度检测部件构成。
机器工作原理简述:由变频器控制电机起停与速度,电机由皮带拖动机器主轴,主轴带动输送带,输送带将待裁切板材源源不断地输送至裁切刀具下;旋转编码器经弹性连轴器(可用软塑料管代用)与机器旋转主轴连接,对主轴的运行线距离进行脉冲计数,当设定长度(设定脉冲数)与编码器计数长度相等时,由PLC 输出下刀指令,变频器停止运行,输送带停止输送,下刀电磁阀动作,气动裁切刀具下行,对输送带上的板材进行裁切。
裁切过后,系统又自动启动运行。
系统设计要求:1)、板材输送速度可以调节。
采用变频器拖动电机满足此要求;2)、裁切长度可以设定,并可以监控,采用PLC与文本屏相结合,满足此要求;3)、机器主轴的直径规格不一,与长度设置互有影响,应考虑此因素。
可用文本屏可对主轴数据(轴周长)修正;4)、选用旋转编码器的型号不同,脉冲计数值/周有别。
用文本屏可对旋转码器的脉冲计数值/周数据进行修正;5)、正常输送使用一个可调整的较高的输送速度,称为变频高速;而当输送长度接近于裁切长度时,输送带应进入低速运行阶段,称为变频低速(可为一固定速度),这样便于提高裁切精度和裁切质量。
低速输送距离(长度)可以根据现场操作运行情况,由文本屏设置;6)、下刀裁切时,输送带必须停止输送,裁切完毕后,输送带开始运行。
下刀裁切至重新运行,需有一个适宜的延时时间,如时间太短,刀具未升到原位,容易与板材相顶,损坏板材和刀具。
若时间过长,会导致本班产量降低。
这个下刀时间(实际为刀具复位时间)也可以由文本屏进行设置;7、本班产量——裁切张数,可以在屏面上显示和监控。
下一班人员可将显示值复位清零,重新计数;8、系统的运行方式:用按钮启动和停止,实现自动裁切功能。
旋转编码器计数信号输入系统启动信号系统停止信号刀位光电信号刀电磁阀频器起/停频器高速频器低速750W电动机皮带输送机气压裁切)图5-29 可调定长裁切装置系统电气压原理(接线)图根据以上要求,核算了PLC的I/O点数,绘制系统原理接线图并编写控制程序。
可调定长裁切装置选用10点LS/K7MDR10S型PLC、YD204VL4文本屏,和伟创AC60/1.5kW 变频器,用CDD-11N型接近开关(常态为接点接通,检测物体到位后,接点开断)采集刀位信号,用TRD-2T600BF型旋转编码器测量板材长度。
PLC的P40端子控制下刀电磁阀,进行裁切控制;P41端子输出接点信号做为变频器的FWD运转信号。
变频器的运转频率由RP1电位器调节给定;P43端子连接变频器的X3端子,X3端子功能被设置为点动,该端子信号输入时,变频器以点动(低速)频率运行。
变频器应该调整的参数值:1)运行/停止命令,E-01:置1,端子起/停控制;2)主速频率给定E-02:置 2,端子VS1,0—10V信号,由外接电位器调整;3)控制端子X3功能选择F-02:置 1,正转点动运行;4)点动频率E-25:根据运行需要调整。
先预置为7Hz;5)停机方式E-34:置 1,自由停车;6)电机过流保护E-57:设定值应等于电机铭牌上的额定电流值或为电机额定电流的1.1倍;7)加速时间根据需要调整,为提高工效,将加速时间设为0.3秒,减速时间设为0.6秒。
变频器在较短时间加速至全速,容易出现过载报警与停机。
为了满足用户快提速和提高产量的要求,将750W电机配用1.5G型变频器。
图5-29配线图中,裁切刀位位置由光电开关检测,检测信号由P05端子输入。
刀位输入静态为常闭点信号,裁切到位后,输入一个常闭点的开断信号;编码器的计数信号由P0、P1两个输入端子进入,本例程序电路,通过参数已将HSC 0(高速计数通道1)设置为两相CW/CCW工作模式(设置方法详见第三章的第二节),CW:正转计数;CCW:反转计数。
输送带正向运行时,P00输入信号有效,程序电路对从P00端子输入的信号进行加计数;输送带反向运行时,P01输入信号有效,对从P01端子输入的信号进行减计数。
这样,当因某种原因需进行倒车时,高速计数的结果会自动减去倒车尺寸,保障裁切长度的准确。
5.3.2 PLC程序电路(见下图5-30、图5-31):程序电路完成的主要任务是对输送带输送的板材进行长度计量和裁切控制,因而13-63程序步为一段对高速计数输入的高速计数脉冲进行相关算术计算的程序,从而得出裁切长度、减速距离与当前长度监控值等数据(见下文程序解析);裁切控制应用了HSCST(高速计数有效)指令,以取出旋转编码器输入的计数脉冲数,并存入数据寄存器D5中,供计算电路采用。
程序电路中还用到了触点比较指令和普通计数指令(计数器C0),相对应的程序电路解析见下文。
下面先行给出整体的程序电路,请读者对应右侧注解,参考相关指令的用法,再与后文的文本屏画面相结合,找到画面与程序电路的结合点(相关软元件的来龙去脉)。
变频高速M6运行标志MA P5MDDMUL D3510 D3514 D3516 32位 乘以点动命令刀位光电预备点动P410M0A 低速命令M6P5运行标志刀位光电5变频低速P43P2系统启动P3系统停止9M0系统运行系统运行M0F0000RUN标志13裁切长度编码脉冲结果寄存1DDIV D3516 D3512 D351832位 除以结果寄存1轮周长总长度脉冲数DMUL D3550 D3514 D353632位 乘以减速距离编码脉冲结果寄存2DDIV D3536 D3512 D353832位 除以结果寄存2轮周长减速距离脉冲数DSUB D3518 D3538 D352032位 减去总长度脉冲数减速距离脉冲数开始减速脉冲数DDIV D0005 D3512 D352232位 除以高速计数轮周长结果寄存3DDIV D3522 D3514 D353232位 除以结果寄存3编码脉冲当前长度值M0B 下刀命令63M50本班产量计数复位/屏键68U CTU C000R <S> 0999F0000RUN标志DMOV C000 D353032位数据传送裁切张数本班产量监控M0系统运行74MCS 0主触点控制开始P5刀位光电76TON T5 0001干扰抑制M0系统运行80T5干扰抑制 D M5运行条件2M0系统运行84D M2运行条件1变频器主速运行控制变频器点动运行控制系统运行起/停控制以下程序为算术指令运用:乘法算式:长度设定乘以编编码器周脉冲数结果寄存于D3516D3510 D3514来自于屏/设定画面结果寄存1除以轮周长结果寄存于D3518D3512 来自于屏/设压画面除法算式:D3518 去往屏/监控画面乘法算式:减速距离乘以编编码器周脉冲数结果寄存于D3536D3550 D3514来自于屏/设压画面结果寄存2除以轮周长结果寄存于D3538D3512 D3538 来自屏/设压画面除法算式:D3518减D5358内部寄存数值结果寄存于D3520D3520来自屏/设定画面减法算式:高速计数除以轮周长结果寄存于D3522除法算式:结果寄存3除以编码脉冲数/周结果寄存于D3532D3532 去往屏/监控画面除法算式:本班产量/裁切张数计数裁切张数复位/下一班计数产量计数传送给至屏面显示计数器C0中数值传送至D3530D3530 去往屏/监控画面主触点控制开始至MCSCLR 0 结束系统由P2按钮启动运行裁切后由刀位光电信号启动运行图5-30 可调定长裁切装置PLC 程序电路第一段M5运行条件287M2运行条件1M6运行标志MB 下刀命令运行标志M6M6运行标志P40下刀气阀92M0B 下刀命令T0下刀时间HSCST 00000 0009999999 D5长度值高速计数预置减速距离长度值M6运行标志112TON T1 0005防顶延时T1防顶延时116D5 D3520M0B下刀命令M0A低速命令D5 D3518下刀命令M0B 长度值设定长度P40下刀气阀M4下刀气阀P40TON T0 D3500下刀时间下刀动作结束下刀动作结束M4MCSCLR 0 主触点返回左母线END 程序无条件结束144145自动运行,运行条件成立旋转编码器脉冲计数值放入寄存器D5136142P40下刀气阀103DMOV 00000 D5数据传送长度值下刀动作信号,将计数值清零复位操作时,将计数值清零刀具抬起后,变频器运转当计数长度值与预置减速距离相等时条件比较指令:M0D触点动作. 变频器转入低速运行预备下刀裁切.提高裁切精度当计数长度值与设定长度值相等时裁切指令发出.条件比较指令:D3520 D3518来自屏/设定画面裁切动作实施裁切动作时间预留载切动作结束下刀控制电磁阀得电时间下刀电磁阀失电主触点控制结束程序结束D3500来自屏/设定画面图5-31 可调定长裁切装置PLC 程序电路第二段5.3.3 文本屏的画面编辑一般情况下,先将PLC程序电路编写完毕,再据程序电路的“相关的元件地址”编辑文本屏画面。
程序电路与文本屏画面两者产生联系的元件如下表所示。
表5-5 PLC程序电路与画面联系元件表文本屏画面如下:图5-32 1号画面。
画面描述:开机画面。
1号画面:除了用文字串键入一些说明外,使用三个功能键,均是担任画面跳转功能的。
左行箭头功能键:定义为“画面跳转”、“3”。
文字提示:监控。
按此键转转3号“监控”画面;右行箭头功能键:定义为“画面跳转”、“2”。
文字提示:设定。
按此键转2号“设定1”画面;下行箭头功能键:定义为“画面跳转”、“5”。
文字提示:帮助。
按此键转5号“操作说明1”画面。
2号画面,编辑和定义了两个“设定型”寄存器,用于设定“裁切长度”的寄存器D3510和用于设定“减速距离”的定时器D3550。
此外,还编辑了两个画面跳转功能键画面。
上行箭头功能键:定义为“画面跳转”、“1”。
文字提示:返回。
按此键时返回1号开机画面;“8”数字功能键:定义为“画面跳转”、“4”。
隐形键。
按此键时,转换到4号“设定2”画面。
2号画面(见下图5-33):将数字小键盘中的“8”键,设置为隐形功能键,按此键时将从2号画面跳转到4号(设定2)画面。
“8”键,在编辑软件中以“模糊图形”的形式出现,但实际屏显示画面中,该键是“隐形”的。
为什么在该画面要定义一个隐形键用作画面转换呢?这是因为:4号(设定2)画面内容,有主轴直径、编码器类型及下刀时间的调整,这些数据的随意调整会造成裁切长度的不准确,从而造成材料的报废!采用隐形功能键,对该键的应用只有少数操作人员得知和可以进入设定2画面,进行有关设置。