机械制图13-7
- 格式:ppt
- 大小:647.50 KB
- 文档页数:14


国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差等级是确定尺寸精确程度的等级。
国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
1)标准公差标准公差(IT)是国家标准规定的极限制中列出的任一公差数值。
下表列出了国家标准(GB/T 1800.3—1998)规定的机械制造行业常用尺寸(尺寸至500mm)的标准公差数值。
标准公差等级及其代号标准公差等级是指确定尺寸精确程度的等级。
为了满足机械制造中各零件尺寸不同精度的要求,国家标准在基本尺寸至500mm范围内规定了20个标准公差等级,用符号IT和数值表示:IT01、IT0、IT1、IT2~IT18。
其中,IT01精度等级最高,其余依次降低,IT18等级最低。
在基本尺寸相同的条件下,标准公差数值随公差等级的降低而依次增大,详见表1 同一公差等级(例如IT6)对所有基本尺寸的一组公差被认为具有同等精确程度。
2)基本偏差基本偏差一般是指上下两个偏差中靠近零线的那个偏差。
即当公差带位于零线上方时,基本偏差为下偏差;当公差带位于零线下方时,基本偏差为上偏差,见上图。
国家标准对孔和轴均规定了28个不同的基本偏差。
基本偏差代号用拉丁字母表示,大写字母表示孔,小写字母表示轴。
下图是孔和轴的28个基本偏差系列图。
从基本偏差系列图可知,轴的基本偏差从a到h为上偏差(es),且是负值,其绝对值依次减小;从j到2c为下偏差(ei),且是正值,其绝对值依次增大。
孔的基本偏差从A到H为下偏差(E1),且是正值,其绝对值依次减小,从J到ZC为上偏差(Es),且是负值,其绝对值依次增大;其中H和h的基本偏差为零。
JS和js对称于零线,没有基本偏差,其上,下偏差分别为+IT/2和-IT/2。
基本偏差系列图只表示了公差带的各种位置,所以只画出属于基本偏差的一端,另一端则是开口的,即公差带的另一端取决于标准公差(IT)的大小。

11-6 标注半径尺寸。
1-5 标注直径尺寸。
1-4 补全尺寸数值和箭头(数值从图中量取,取1-7 补画箭头并填写线性尺寸和角度尺寸数字(量取整数)。
1-8 根据尺寸注法的规定,标注各图形的尺寸(量取整数)。
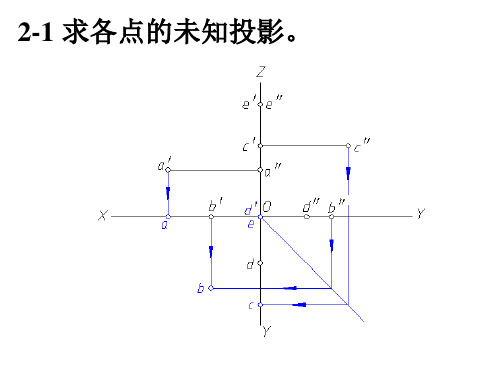
2模块二投影基础2-1根据立体轴测图及其在三投影面体系中所处的位置,画出它的三视图并回答问题。
123452-6 已知A(25,10,20) 、B(10,20,10)两点坐标,求2-7已知点的二面投影,求其第三面投影。
作两点的三面投影,并判断两点的相对位置。
62-8 填空2-9 根据A、B两点的直观图作出其三面投影图(尺寸从图中量取)。
2-10已知点A、B的一面投影,又知点A距H面15mm,点B 在V面上,试分别求作A、B另两面投影。
2-11已知点B在点A的正左方15mm;点C是点A对V面的重影点(c'不可见),且距点A为10mm。
补全点A的侧面投影,求做其他各点的三面投影,并判别可见性。
72-12 已知A、B两点的两面投影,求做第三面投影并判断A、B两点的相互位置。
2-14 在三视图中标出A、B、C三点的三面投影。
2-13 判断A、B二点的相互位置。
2-15 已知三棱锥底面的三面投影和顶点S的坐标为(20,13,20),完成三棱锥的三面投影图。
892-17 已知线段两端点A(25,10,5)、B(5,20,25),画出其三面投影,并求4B实长及其对H的倾角α及V面夹角2-18 已知线段AB的投影ab及a '和对V面的倾角β=30°,画出其三面投影图。
2-20 在线段AB上取一点K,使AK=15mm,求K的两面投影。
2-19已知线段AB的V面投影α 'b‘及a,又知B在A的后方,AB实长为26,画出其水平投影图。
10111213142-28 在立体图中标出端点A 、B 、C 、D 的位置(立体图中用大写字母标出),并填写线段AB 、CD 的名称,及其对各投影面的相对位置。





《机械制图》零件测绘指导书济南工程职业技术学院 李景龙随着计算机绘图的发展,有人认为手工绘图没用了,恰恰相反,手工绘图是基础,必不可少. 为了巩固手工绘图和为机械零件课程设计打基础,还要进行零部件测绘。
测绘图,是一种不 用尺规徒手画成的图样,也叫草图,它是绘制零件图和装配图的重要依据。
一.测绘图所需的材料和用具在测绘图上,必须完备地记入尺寸、所用材料、加工面的粗糙度、精度以及其他必要的 资料。
一般测绘图上的尺寸,都是用量具在零、部件的各个表面上测量出来。
因此,我们必须熟悉量具的种类和用途。
最常用的量具有钢板尺和卡钳。
如下图1所示,用内、 外卡钳与钢板尺相配合来测量壁厚,钢板尺所测尺寸可以 直接在钢板尺的刻度上读出。
卡钳以外卡钳和内卡钳用得最广。
外卡钳用来测量零 件的轴径(图2a );内卡钳用来测量孔径(图2b )。
这两 种卡钳所量得的尺寸,可把卡脚的量距移到钢板尺上读出。
图3是一种两用卡钳,用它来测量零件的外径和内径都非常方 测量长度便。
因为卡钳上下两幅卡脚的长度相等的,所以用内(外)卡钳量出的内(外)径尺寸, 就等于外(内)卡钳在钢板尺上所量的距离。
在测量孔壁的尺寸时,使用两用卡钳来量比较 方便。
壁厚的尺寸也可用内卡钳量,如图3所示。
所量的尺寸减去钢尺的读数,就是壁厚的 尺寸。
如图4所示是同边卡钳,一般用来测量塔轮和阶台轴的各段长度;也可用来测量两孔 的中心距。
以上所说的量具使用及测量方法都比较简单。
但精度不高。
如果要求测量的精度很高, 就需要用精密的量具或者卡尺。
如图5 是一种常用的公制卡尺(又叫游标卡 尺),由钢尺和卡钳联合组成。
这种卡尺 有两副卡脚(量脚),下方的卡脚用来测 量零件的厚度和外径等,上图1 钢板尺和卡钳 图2 内卡钳与外卡钳测量法图 3 两用卡钳 图4 同边卡钳方的卡脚除了能测量零件的外径外,还可以用来测量零件的内径或沟槽的宽窄。
卡尺主尺图5 游标卡尺的刻度为,每厘米刻成10格,每格1毫米;副尺(2〉(又叫游标尺)的全长50个格等于主尺49格的长度,也就是说每一格等于1/50 *49毫米。