钎焊知识
- 格式:ppt
- 大小:4.87 MB
- 文档页数:42
钎焊的概念:借助于液态钎料填满固态母材之间的间隙并相互扩散形成结合的一类连接材料方法。
根据钎料熔点温度不同,熔点低于450为软钎焊,大于450为硬钎焊,大于900为高温钎焊。
软钎焊和硬钎焊的区别:软钎焊的所用钎料的熔点低于450,接头强度低于70兆帕,硬钎焊所用钎料的熔点高于450,接头强度可达500兆帕。
影响钎料润湿性的因素:(1)钎料与母材的成份,钎料与母材在液态和固态均不相互作用,则他们之间的润湿性很差,若钎料能与母材相互溶解并形成化合物,则液态钎料能较好的润湿母材。
(2)温度,温度升高,钎料表面张力降低,有助于提高钎料的润湿性。
温度过高钎料的润湿性太强,往往容易造成钎料的流失,温度过高坏会引起母材晶粒长大,溶蚀等现象。
(3)金属表面氧化物(4)钎剂可清除氧化膜改善润湿性(5)母材表面的状态粗糙度(6)表面活性物质的影响。
1.钎料应具有合适的熔点;2.钎料应具有良好的润湿性,能充分填满钎锋的间隙;3.钎料与母材的扩散作用,应保证他们之间形成牢固的结合;4.钎料应具有稳定和均匀的成分,应尽量减少钎焊过程中的偏析现象和易挥发元素的消耗等;5所得到的接头应能满足产品的技术要求。
软钎料代号s硬钎料代号b自钎剂钎料:指机能填充钎缝间隙,又能起钎剂作用的钎料。
作用:填缝,去氧化膜。
要求:1.强还原剂2.还原产物熔点低于钎焊温度3.还原产物粘度低4.还原剂能溶于钎料内5.还原剂最好能降低液态钎料的表面张力,改善钎料的润湿性。
3.1. 钎焊时去膜的必要性母材表面氧化膜的存在,液态钎料不能润湿它们,同样液态钎料被氧化膜包裹时,也不能在母材上铺展( cu ni fe等的氧化膜易去除 al mg ti cr 等的氧化膜难去除)3.2钎剂的作用及性能要求清除母材和钎料表面氧化膜利于铺展填缝隔绝空气起保护作用起界面活化作用改善钎料对母材的润湿性能要求(1)钎剂应具有溶解或破坏母材和钎料表面氧化膜的足够能力(2)钎剂的熔点和最低活性温度应低于钎料熔点(3)钎剂应具有良好的热稳定性(4)在钎焊温度范围内,钎剂应粘度小,流动性好,能很好润湿母材,减小母材的界面张力(5)钎剂不应对母材和焊缝有强烈腐蚀作用和毒性(6)钎焊后钎剂的残渣应容易清除3.3钎剂的组成及各成分的作用(1)钎剂基体组分作用:使钎剂具有具体熔点;作为钎剂其它组分以及钎剂作用产物的溶剂;铺展形成致密液膜覆盖母材和钎料表面(2)去膜剂起溶解母材和钎剂表面氧化膜的作用(3)活性剂加速氧化膜的清除并改善钎料的铺展(钎剂分为软钎剂.硬钎剂.铝,镁,钛用钎剂)3.4氯化锌无机盐软钎剂的去膜机理,为改善氯化锌的去膜效果常加入哪些成分及作用机理:氯化锌以水溶液形式作为钎剂形成络合酸能溶解金属氧化物(1)添加氯化铵能显著降低钎剂的熔点和粘度,减小钎剂与钎料间的界面张力(2)为适应锌基和Ni基钎料钎焊铜及合金可添加高熔点氯化物(Cdcl,kcl)3.5硼酸与硼砂的去膜机理,为改善硼砂性能常加入哪些组分并阐述其作用。
钎焊复习知识点总结一、钎焊的基本原理钎焊是一种通过使用熔点低于母材的金属作为钎料,将钎料加热至熔化状态,然后利用液态钎料润湿母材并填充接头间隙,从而实现金属连接的焊接方法。
钎焊的强度和气密性均能满足要求,且对母材的稀释率较低。
二、钎焊的种类1、硬钎焊:适用于硬质合金、硬磁合金、结构钢和高速钢等的钎焊。
其特点是钎料熔点较高,接头强度高,但需要进行复杂的加热过程。
2、软钎焊:适用于有色金属、不锈钢、耐热合金和低熔点金属等的钎焊。
其特点是钎料熔点较低,接头强度较低,但加热过程相对简单。
三、钎焊的工艺要素1、钎料:选择合适的钎料是钎焊的关键,需要考虑母材的化学成分、接头形式和工作环境等因素。
2、钎剂:用于清除母材和钎料表面的氧化物和其他杂质,提高钎料的润湿性和流动性。
3、加热方法:选择合适的加热方法可以保证钎焊的质量和效率,包括火焰加热、电阻加热和激光加热等。
4、冷却:钎焊完成后需要进行冷却,以防止母材和钎料的过度冷却导致接头开裂。
四、钎焊的质量控制1、母材和钎料的清洁:确保母材和钎料的表面无杂质和氧化物,以保证焊接质量。
2、加热过程的控制:控制加热温度和时间,以保证钎料充分熔化和润湿母材。
3、冷却过程的控制:控制冷却速度,以防止母材和钎料的过度冷却导致接头开裂。
4、焊接后的检验:对焊接接头进行外观检查和无损检测,以确保其质量和可靠性。
五、钎焊的应用范围1、航空航天:用于飞机、火箭和卫星等的高强度结构件的钎焊。
2、汽车制造:用于汽车发动机、变速器和底盘等的高强度结构件的钎焊。
3、电子封装:用于芯片、集成电路和微电子器件等的高精度连接的软钎焊。
4、医疗器械:用于医疗器械的高精度连接的软钎焊。
操作系统复习知识点总结一、操作系统的定义操作系统是一种计算机系统,它负责管理和控制计算机的硬件和软件资源,为用户和应用程序提供便利的操作界面。
二、操作系统的功能1、资源管理:操作系统负责分配和管理计算机的各种资源,包括CPU、内存、硬盘、网络等。
焊接&钎焊Welding &Brazing1.焊接分类:熔化焊:焊接过程中母材和填充金属都熔化,二者是化学结合。
如:手工,CO2,TIG,MIG,埋弧,MAG,等离子,激光,电子束.压力焊:焊接时不用焊料,被连接金属间是化学或物理结合。
焊缝窄,影响区域小。
电阻(点、缝)闪光,摩擦,冷压.钎焊:钎料温度低于母材温度,焊接时钎料熔化母材不熔化,二者之间是物理结合。
习惯以450度做为划分硬钎焊和软钎焊的界线。
(软、硬)烙铁,感应,炉中(真空)火焰,电阻浸渍,电弧,超声,激光,红外线2.硬钎焊特点:(历史最长、母材不熔化,温度低,变形小,实现异种材料结合,可拆开。
)钎焊属于固相连接,他与熔化焊方法不同,钎焊时母材不熔化,采用比母材熔化温度低的钎料,加热温度采取低于母材固相线而高于钎料液相线的一种连接方法。
当被连接的零件和钎料加热到钎料熔化,利用液态钎料在母材表面润湿、铺展与母材相互溶解和扩散和在母材间隙中润湿、毛细流动、填缝与母材相互溶解和扩散而实现零件间的连接。
同熔化焊和压力焊方法相比,钎焊具有以下优点:2.1 钎焊加热温度较低,对母材组织和性励影响较小;2.2 钎焊接头平整光滑,外形美观;2.3 焊件变形较小,尤其是采用均匀加热(如炉中钎焊)的钎焊方法,焊件的变形可减小到最低程度,容易保证焊件的尺寸精度;2.4 某些钎焊方法一次可焊成几十条或成百条钎缝,生产率高:2.5 可以实现异种金属或合金、金属与非金属的连接。
但是,钎焊也有他本身的缺点,钎焊接头强度比较低,耐热能力比较差,由于母材与钎料成分相差较大而引起的电化学腐蚀致使耐蚀力较差及装配要求比较高等。
3.被焊材料:金属:Cu,Fe,Al,Ti,Mg等合金金属陶瓷非金属(金刚石,碳纤维)4.钎料与钎剂:4.1 钎料氟化物,氯化物,钎剂的作用:去膜、助流、保护电磁感应现象,磁转化,电热转换,聚磁,趋肤,尖角,频率,电流偶合量,电压,材料导磁率,匝数7.焊前焊后处理7.1 .焊前处理:零件表面脱脂:有机溶剂清洗、碱液清洗、电化学脱脂、超声波清洗清除表面氧化物:机械清除、酸洗预镀覆:工艺镀层、阻挡镀层、钎料镀层7.2 .焊后处理:钎焊后热处理:改善接头组织进行扩散热处理、消除钎焊热应力低温退火热处理8.材料的钎焊性及常用材料钎焊方法的推荐材料的钎焊性是指材料在一定的钎焊条件下获得优质接头的难易程度。
一钎焊知识用于金属之间的焊接有熔焊、压焊、钎焊等方法。
所谓钎焊就是把熔点低于被焊料熔点的金属或合金作为充填金属(即焊料),而且只溶化熔料而不被焊物的一种熔接方法。
在修理电冰箱和空调时,紫铜管的焊接要用硬钎焊。
钎焊可分为钎接溶焊、软钎焊(软锡焊)、和硬钎焊三种。
软钎焊与硬钎焊的不同主要在于焊料的软、硬之不同。
软钎焊的焊料是焊锡,而硬钎焊的焊料是铜磷合金焊条及银基焊条。
软钎焊与硬钎焊的不同也可以从焊料溶点高、低而加以区分。
一般溶点在450度以下的焊料叫软焊料,溶点在450度以上的焊料叫硬焊料。
硬钎焊时,要把溶点比被焊金属低(焊接温度要高于450度)的焊料溶化加在结合部,使其与被焊材料发生沾润现象,从而达到焊接的目地。
在焊接部位的狭缝隙中加入溶化焊料利用毛细管的作用可称为沾润现象,沾润是焊接的条件。
硬钎焊主要采用氧气—乙炔焊炬,而软钎焊一般采用电烙铁加热或喷灯加热。
二气焊设备、焊料、焊剂1设备气焊设备包括乙炔桶、氧气钢瓶、焊枪(焊炬)、软管等。
在乙炔气瓶内,最大压力为250PSi,乙炔含有约93%的碳与7%的氢,当与适当的氧混合后,点火即可产生高温火焰。
焊枪也称焊把,焊枪使氧气与乙炔经两个针阀调节后,使其按正确的比例混合,点燃后可产生高温,用来焊接管路的接头。
焊接时火焰的大小可通过两个针阀调整,在焊接不同的材料、不同的管径时,所需的焊枪大小和火焰温度的高低也不同。
气焊火焰有氧化焰、中性焰、碳化焰三种。
氧化焰中氧气过剩,它可以使金属氧化,所以一般不宜采用。
碳化焰是可燃性气体的剩火焰、火焰模糊发白。
钎焊时使用一些碳化焰。
其他如碳素钢,不锈钢的焊接也使用它。
中性焰是三种火焰中最适用于铜管焊接的火焰,氧气和乙炔的含量适当,是气焊的标准火焰。
最高温度可达到3000—3500℃,几乎所有的焊接都可以使用中性火焰。
气焊火焰在调整时,可用手转动焊枪上的氧气调节旋钮,以改变气体混合比例,这需要在焊接时灵活掌握、摸索。
火焰调节的过程如下:由大到小:中性焰(大)→减小氧气→出现羽状焰→减小乙炔→调为中性焰(小)。
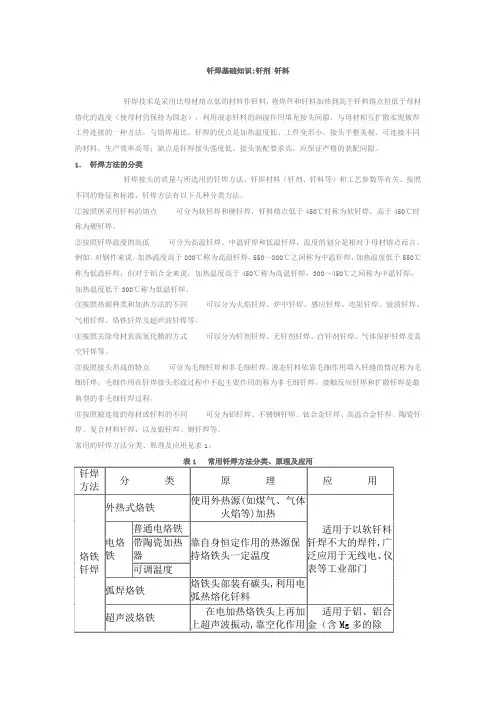
钎焊基础知识:钎剂|钎料钎焊技术是采用比母材熔点低的材料作钎料,将焊件和钎料加热到高于钎料熔点但低于母材熔化的温度(使母材仍保持为固态),利用液态钎料的润湿作用填充接头间隙,与母材相互扩散实现被焊工件连接的一种方法。
与熔焊相比,钎焊的优点是加热温度低、工件变形小、接头平整美观、可连接不同的材料、生产效率高等;缺点是钎焊接头强度低、接头装配要求高,应保证严格的装配间隙。
1.钎焊方法的分类钎焊接头的质量与所选用的钎焊方法、钎焊材料(钎剂、钎料等)和工艺参数等有关。
按照不同的特征和标准,钎焊方法有以下几种分类方法。
①按照所采用钎料的熔点可分为软钎焊和硬钎焊,钎料熔点低于450℃时称为软钎焊,高于450℃时称为硬钎焊。
②按照钎焊温度的高低可分为高温钎焊、中温钎焊和低温钎焊,温度的划分是相对于母材熔点而言。
例如,对钢件来说,加热温度高于800℃称为高温钎焊,550~800℃之间称为中温钎焊,加热温度低于550℃称为低温钎焊;但对于铝合金来说,加热温度高于450℃称为高温钎焊,300~450℃之间称为中温钎焊,加热温度低于300℃称为低温钎焊。
③按照热源种类和加热方法的不同可以分为火焰钎焊、炉中钎焊、感应钎焊、电阻钎焊、浸渍钎焊、气相钎焊、烙铁钎焊及超声波钎焊等。
④按照去除母材表面氧化膜的方式可以分为钎剂钎焊、无钎剂钎焊、自钎剂钎焊、气体保护钎焊及真空钎焊等。
⑤按照接头形成的特点可分为毛细钎焊和非毛细钎焊。
液态钎料依靠毛细作用填入钎缝的情况称为毛细钎焊;毛细作用在钎焊接头形成过程中不起主要作用的称为非毛细钎焊。
接触反应钎焊和扩散钎焊是最典型的非毛细钎焊过程。
⑥按照被连接的母材或钎料的不同可分为铝钎焊、不锈钢钎焊、钛合金钎焊、高温合金钎焊、陶瓷钎焊、复合材料钎焊,以及银钎焊、铜钎焊等。
常用的钎焊方法分类、原理及应用见表1。
2.钎剂的分类及特点钎焊熔剂(钎剂)是钎焊过程中用的熔剂,与钎料配合使用,是保证钎焊过程顺利进行和获得致密接头不可缺少的。
一钎焊知识用于金属之间的焊接有熔焊、压焊、钎焊等方法。
所谓钎焊就是把熔点低于被焊料熔点的金属或合金作为充填金属(即焊料),而且只溶化熔料而不被焊物的一种熔接方法。
在修理电冰箱和空调时,紫铜管的焊接要用硬钎焊。
钎焊可分为钎接溶焊、软钎焊(软锡焊)、和硬钎焊三种。
软钎焊与硬钎焊的不同主要在于焊料的软、硬之不同。
软钎焊的焊料是焊锡,而硬钎焊的焊料是铜磷合金焊条及银基焊条。
软钎焊与硬钎焊的不同也可以从焊料溶点高、低而加以区分。
一般溶点在450度以下的焊料叫软焊料,溶点在450度以上的焊料叫硬焊料。
硬钎焊时,要把溶点比被焊金属低(焊接温度要高于450度)的焊料溶化加在结合部,使其与被焊材料发生沾润现象,从而达到焊接的目地。
在焊接部位的狭缝隙中加入溶化焊料利用毛细管的作用可称为沾润现象,沾润是焊接的条件。
硬钎焊主要采用氧气—乙炔焊炬,而软钎焊一般采用电烙铁加热或喷灯加热。
二气焊设备、焊料、焊剂1设备气焊设备包括乙炔桶、氧气钢瓶、焊枪(焊炬)、软管等。
在乙炔气瓶内,最大压力为250PSi,乙炔含有约93%的碳与7%的氢,当与适当的氧混合后,点火即可产生高温火焰。
焊枪也称焊把,焊枪使氧气与乙炔经两个针阀调节后,使其按正确的比例混合,点燃后可产生高温,用来焊接管路的接头。
焊接时火焰的大小可通过两个针阀调整,在焊接不同的材料、不同的管径时,所需的焊枪大小和火焰温度的高低也不同。
气焊火焰有氧化焰、中性焰、碳化焰三种。
氧化焰中氧气过剩,它可以使金属氧化,所以一般不宜采用。
碳化焰是可燃性气体的剩火焰、火焰模糊发白。
钎焊时使用一些碳化焰。
其他如碳素钢,不锈钢的焊接也使用它。
中性焰是三种火焰中最适用于铜管焊接的火焰,氧气和乙炔的含量适当,是气焊的标准火焰。
最高温度可达到3000—3500℃,几乎所有的焊接都可以使用中性火焰。
气焊火焰在调整时,可用手转动焊枪上的氧气调节旋钮,以改变气体混合比例,这需要在焊接时灵活掌握、摸索。
火焰调节的过程如下:由大到小:中性焰(大)→减小氧气→出现羽状焰→减小乙炔→调为中性焰(小)。
二、钎焊基本知识概述1.1 概念钎焊:利用熔点比母材低的填充金属(称为钎料),经加热熔化后,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散,实现连接的焊接方法。
较之熔焊,钎焊时母材不熔化,仅钎料熔化;较之压焊,钎焊时不对焊件施加压力。
钎焊形成的焊缝称为钎缝。
钎焊所用的填充金属称为钎料。
钎焊过程:表面清洗好的工件以搭接型式装配在一起,把钎料放在接头间隙附近或接头间隙之间。
当工件与钎料被加热到稍高于钎料熔点温度后,钎料熔化(工件未熔化),并借助毛细管作用被吸入和充满固态工件间隙之间,液态钎料与工件金属相互扩散溶解,冷疑后即形成钎焊接头。
1.2 焊接材料1.2.1 钎料:即钎焊时用做填充金属的材料。
1.2.1.1 对钎料的基本要求:①低于工件金属的熔点;②有足够的浸润性(钎料流入间隙的性能);③有与工件金属适当的溶解和扩散能力;④焊接接头应具有一定的机械性能和物理、化学性能。
1.2.1.2 分类根据熔点不同,钎料分为软钎料和硬钎料①软钎料:即熔点低于450℃的钎料,有锡铅基、铅基(T<150℃,一般用于钎焊铜及铜合金,耐热性好,但耐蚀性较差)、镉基(是软钎料中耐热性最好的一种,T=250℃)等合金。
软钎料主要用于焊接受力不大和工作温度较低的工件,如各种电器导线的连接及仪器、仪表元件的钎焊(主要用于电子线路的焊接)常用的软钎料有:锡铅钎料(应用最广、具有良好的工艺性和导电性,T<100℃)、镉银钎料、铅银钎料和锌银钎料等。
软钎焊:指使用软钎料进行的钎焊。
钎焊接头强度低(小于70Mpa)。
②硬钎料:即熔点高于450℃的钎料,有铝基、铜基、银基、镍基等合金。
硬钎料主要用于焊接受力较大、工作温度较高的工件,如:自行车架、硬质合金刀具、钻探钻头等(主要用于机械零、部件的焊接)常用的硬钎料有:铜基钎料、银基钎料(应用最广的一类硬钎料,具有良好的力学性能、导电导热性、耐蚀性。
广泛用于钎焊低碳钢、结构钢、不锈钢、铜以及铜合金等)、铝基钎料(主要用于钎焊铝及铝合金)和镍基钎料(主要用于航空航天部门)等。
钎焊基本知识1.焊接分类熔化焊:焊接过程中母材和填充金属都熔化,二者是化学结合。
如:手工电弧焊,CO2,TIG,MIG,埋弧,MAG,等离子,激光,电子束。
压力焊:焊接时不用焊料,被连接金属间是化学或物理结合。
焊缝窄,影响区域小。
电阻(点、缝)闪光,摩擦,冷压。
钎焊:钎料温度低于母材温度,焊接时钎料熔化母材不熔化,二者之间是物理结合。
习惯以焊接温度450度划分为硬钎焊和软钎焊。
硬钎焊主要有:火焰钎焊、感应钎焊,炉中钎焊,电阻钎焊等。
2.钎焊特点钎焊属于固相连接,它与熔化焊方法不同之处在于:钎焊时母材不熔化,采用比母材熔化温度低的钎料,加热温度采取低于母材固相线而高于钎料液相线(50-100°C)的一种连接方法。
当钎料加热到熔化温度,利用液态钎料在母材表面或者间隙中的润湿作用,毛细流动,与母材相互作用(溶解、扩散或者产生金属间化合物)而实现零部件间的连接。
同熔化焊和压力焊方法相比,钎焊具有以下优点:2.1 钎焊加热温度较低,对母材组织和性能影响较小;2.2 钎焊接头平整光滑,外形美观;2.3 焊件变形较小,尤其是采用均匀加热(如炉中钎焊)的钎焊方法,焊件的变形可减小到最低程度,容易保证焊件的尺寸精度;2.4 某些钎焊方法一次可焊成几十条或成百条钎缝,生产率高;2.5 可以实现异种金属或合金、金属与非金属的连接;但是,钎焊也有他本身的缺点,由于母材与钎料成分得不同,难免会引起接头的电化学腐蚀。
在钎焊大多数材料时,钎焊接头强度与母材不能达到同等强度。
3.被焊材料金属:铜及铜合金,铝合金,钛合金,铁与钢,高温合金,硬质合金等。
非金属(陶瓷,金刚石,石墨)4.钎料与钎剂4.1 钎料主要有以下几种:Cu基,CuP,Ag基,Al基,Ni基,Sn基,Ti基4.2 钎剂钎剂的作用:去除氧化膜、增加钎料的流动性、防止钎料在加热时氧化。
主要由硼砂、硼酸氟化物,氯化物等组成。
5.钎焊方法6.焊前焊后处理6.1 焊前处理:零件表面脱脂:有机溶剂清洗、碱液清洗、超声波清洗。
钎焊培训资料钎焊是一种常用的金属连接方法,适用于多种材料的连接。
它通过加热填充材料来连接工件,填充材料的熔点低于被连接材料的熔点。
本文将介绍钎焊的基本原理、常用设备和技术,以及培训钎焊师傅的方法。
一、钎焊的原理钎焊是利用填充材料在工件表面形成液态层,借助于液态层的表面张力和毛细作用力,在工件表面形成永久连接。
填充材料选择时需要考虑与被连接材料的相容性和熔点。
填充材料在熔化时,通过毛细作用力和表面张力充满工件表面的毛细孔隙,形成牢固的连接。
二、常用钎焊设备和技术1. 火焰钎焊火焰钎焊是最常见的钎焊方法之一,它使用氧燃气火焰和钎剂进行连接。
钎剂通常是金属或合金粉末,用来填充工件之间的间隙。
火焰钎焊设备包括氧燃气切割机、氧燃气焊接机和火焰枪。
该方法适用于大多数金属的连接,并可用于维修和制造领域。
2. 电弧钎焊电弧钎焊是使用电弧产生的高温来熔化填充材料,实现工件的连接。
电弧钎焊设备包括电弧焊机、电极和钎剂。
它适用于高温材料和难以加热的材料的连接,如不锈钢、钛合金等。
3. 电阻钎焊电阻钎焊是通过通电使钎焊件发热,熔化填充材料来连接工件。
该方法对于小型零件的连接非常有效,并且可以实现多点连接。
电阻钎焊设备包括电阻焊机和钎剂。
4. 感应钎焊感应钎焊是利用电磁感应加热填充材料,使其熔化并与工件连接。
感应钎焊适用于大型工件和需要快速加热的情况。
它能够实现高效率和高质量的连接。
三、钎焊师傅的培训方法要成为一名合格的钎焊师傅,需要通过系统的培训和实践来提高技能和知识。
以下是一些建议的培训方法:1. 理论培训钎焊师傅需要了解钎焊的基本原理、常用设备和技术。
他们需要学习不同材料的特性,填充材料的配比和选择,并理解不同钎焊方法的适用范围。
2. 实操培训实践是提高钎焊技能的关键。
钎焊师傅需要在实际工作中进行训练,熟练掌握不同钎焊方法的操作技巧。
他们需要学习正确的工件准备、填充材料的处理和连接质量的评估。
3. 资格认证一些组织和机构提供钎焊技能的认证课程,钎焊师傅可以通过参加这些课程来获取认可。
钎焊钎焊是采用比母材熔点低的金属材料作钎料,将焊件(母材)与钎料加热到高于钎料熔点,但低于母材熔点的温度,利用液态钎料润湿母材,填充接头间隙,并与母材相互扩散而实现连接焊件的方法。
钎焊接头形成包括三个基本过程:1) 液态钎料要润湿焊件金属,并能在焊件表面铺展;2) 通过毛细作用致密地填满接头间隙;3) 钎料能同焊件金属之间发生作用,从而实现良好的冶金结合。
钎焊机理漫流漫流也叫扩展或铺展,它是一种物理现象,服从一般的力学规律,没有金属化学的变化。
通常低表面能的材料在高表面能的材料上漫流。
正如前面所述,漫流过程就是整个系统的表面自由能减小的过程。
一个系统两个元件自由能相同时,不会产生漫流。
在电子锡焊装联中,我们所讨论的一般都是液相体在固体表面上的漫流,漫流与液体的表面能,固体的表面性质等有关。
这是一种液体没固体表面的流动即流体力学问题,同时也有毛细作用。
漫流是浸润的先决条件。
浸润(Wetting)软钎焊的第一个条件,就是已熔化的焊料在要连接的固体金属的表面上充分漫流以后,使之熔合一体,这样的过程叫作“浸润”(或润湿)。
粗看起来,金属表面是很光滑的。
但是,若用显微镜放大看,就能看到无数凹凸不平,晶粒界面和划痕等,熔化的焊料没着这种凹凸与伤痕,就产生毛细作用,引起漫流浸润。
产生浸润的条件:为了使已熔焊料浸润固体金属表面,必须具备一定的条件。
条件之一就是焊料与固体金属面必须是“清洁”的,由于清净,焊料与母材的原子间距离就能够很小,能够相互吸引,也就是使之接近到原子间力能发生作用的程度。
斥力大于引力,这个原子就会被推到远离这个原子的位置,不可能产生浸润。
当固体金属或熔化的金属表面附有氧化物或污垢时,这些东西就会变成障碍,这样就不会产生润湿作用,金属表面必须清洁,这是一个充分条件。
表面张力表面张力是液体表面分子的凝聚力,它使表面分子被吸向液体内部,并呈收缩状(表面积最小的形状)。
液体内部的每个分子都处在其它分子的包围之中,被平均的引力所吸引,呈平衡状态。