麻花钻刃磨知识 ppt课件
- 格式:ppt
- 大小:2.04 MB
- 文档页数:17
群钻刃磨的PPT教学,什么是群钻
群钻
是将标准麻花钻的切削部分修磨成特殊形状的钻头。
群钻是中国人倪志福于1953年创造的,原名倪志福钻头,后经本人倡议改名为“群钻”,寓群众参与改进和完善之意。
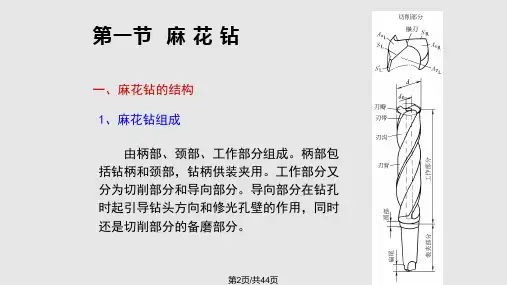
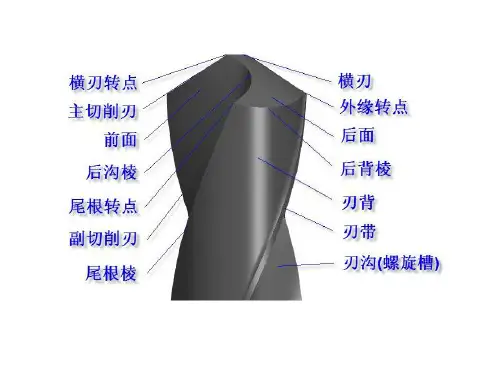
标准麻花钻的切削部分由两条主切削刃和一条横刃构成,最主要的缺点是横刃和钻心处的负前角大,切削条件不利。
群钻是把标准麻花钻的切削部分磨出两条对称的月牙槽,形成圆弧刃,并在横刃和钻心处经修磨形成两条内直刃。
这样,加上横刃和原来的两条外直刃,就将标准麻花钻的“一尖三刃”磨成了“三尖七刃”。