标准麻花钻的刃磨 • • 1. 课程相关知识 标准高速钢麻花钻的结构与几何角度
2.刃磨前的准备工作 1)安全防护:带防护眼镜、身穿 工作服、特别是女同学戴好工作帽、 2)试运转砂轮机是否有异常
3)准备冷却液防止钻头退火(刃 磨硬质合金钢钻头不允许使用冷却 液,以防爆裂)
4)根据不同钻头(高速钢、硬质合金钢)材料选择砂轮磨料 品种 常用砂轮磨料品种 钻头品种 高速钢钻 头 硬质合金 钢钻头 高速钢、 碳钢钻头 磨料名称 白刚玉 应 用 粒度号 F30~F60 F60~F80 F30~F60
图10-1
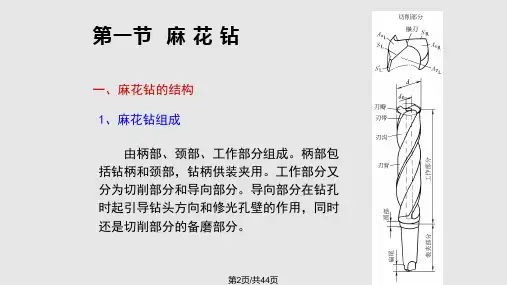
成。
2. 标准麻花钻头的几何角度(例φ8 麻花钻) 顶角 2φ =118° 后角 αo =14° 横横刃斜角 ψ =55° 螺旋角 β =29° 前角 γo= +30°~—30° (从外缘处+30°到钻心处—30°中间 角度是变化的)
通用型麻花钻的主要几何参数见表1-2
3.标准麻花钻头的缺点
颈部是为磨制钻头时 供砂轮退刀用的,钻头的 规格、材料和商标一般刻 印在颈部或柄部。麻花钻 的工作部分又分为切削部 分和导向部分,导向部分 有微小的倒锥度0.03~ 0.12 mm。 标准麻花钻的切削部分由 五刃(两条主切削刃、两 条副切削刃〈修光刃〉和 一条横刃)和六面(两个 前刀面、两个后刀面和两 个副后刀面〈棱边〉)组
(1)横刃较长,横刃处前角为负值,在切削中横刃处 于挤刮状态,会产生很大的轴向力,容易发生抖动, 定心不准。根据试验,钻削时50%的轴向力和15%的扭 矩是由横刃产生的,这是钻削中产生切削热的主要原 因。 (2)主切削刃上各点的前角大小不一样,致使各点切 削性能不同。 (3)钻头的棱边较宽,副后角为零,靠近切削部分的 棱边与孔壁的摩擦比较严重,容易发热和磨损。 (4)主切削刃外缘处的刀尖角较小,前角很大,刀齿 薄弱,而此处的切削速度却最高,故产生的切削热最 多,磨损极为严重。 (5)主切削刃长,而且全宽参加切削,各点切屑流出 速度的大小和方向都相差很大,会增加切屑变形,所 以切屑卷曲成很宽的螺旋卷,容易堵塞容屑槽,致使 排屑困难。