图解五金冲压模具
- 格式:pdf
- 大小:1.99 MB
- 文档页数:28
五金冲压模具设计之A型冲头
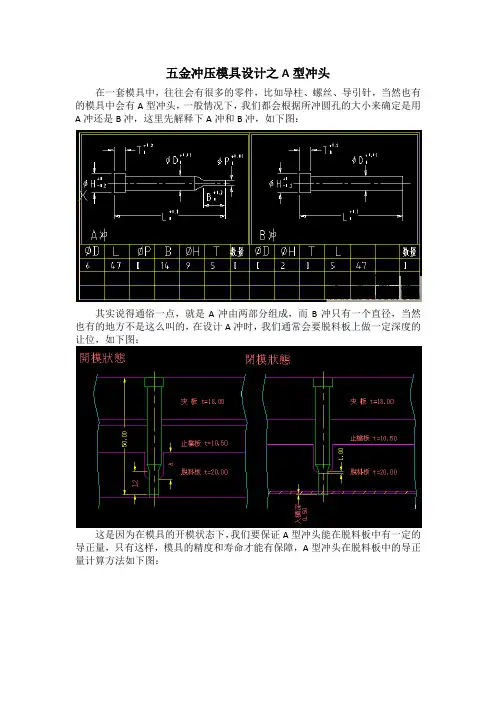
在一套模具中,往往会有很多的零件,比如导柱、螺丝、导引针,当然也有的模具中会有A型冲头,一般情况下,我们都会根据所冲圆孔的大小来确定是用A冲还是B冲,这里先解释下A冲和B冲,如下图:
其实说得通俗一点,就是A冲由两部分组成,而B冲只有一个直径,当然也有的地方不是这么叫的,在设计A冲时,我们通常会要脱料板上做一定深度的让位,如下图:
这是因为在模具的开模状态下,我们要保证A型冲头能在脱料板中有一定的导正量,只有这样,模具的精度和寿命才能有保障,A型冲头在脱料板中的导正量计算方法如下图:
A型冲头进入脱料板的深度的计算如下图:
在冲头的材质方面,一般我们都会根据产品的产量来定,如果数量较小,则用SKD-11的就已经足够,如果数量较大,则要考虑用SKH或者钨钢的材质了。
当然,冲压产品的材质也是一个很重要的参考,比如说,产品材料是SUS304的不锈钢,那么要保证产品精度的话,最好用钨钢冲头。
10.模具总装配图
图 4 模具装配图
11.模具零件图
图 5 凸凹模
图 6 冲孔凸模
图7 落料凹模板
图8 上模座板
图9 下模座板
图10 上垫板
图11 下垫板
图12 凸模固定板
图13 空心垫板
图14 推件块
图15 卸料板
图16 凸凹模固定板
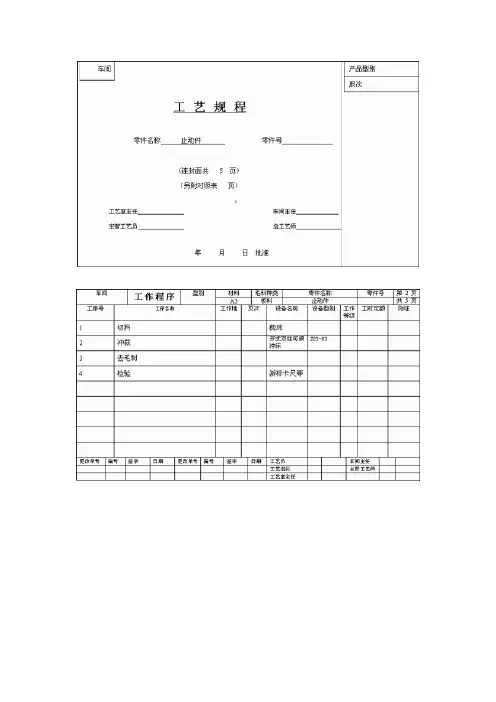
二、模具制造
1. 主要模具零件加工工艺过程
落料凹模加工工艺过程材料:Gr12 硬度: 60 ~64 HRC 冲孔凸模加工工艺过程材料:T10A 硬度:56 ~60HRC
凸凹模加工工艺过程材料:Gr12 硬度: 60 ~64 HRC
凸模固定板加工工艺过程材料:45# 硬度: 24 ~28 HRC
凸凹模固定板加工工艺过程材料:45# 硬度: 24 ~28 HRC 卸料板加工工艺过程材料:45# 硬度: 24 ~28 HRC
上垫板加工工艺过程材料:T8A 硬度: 54 ~58 HRC 下垫板加工工艺过程材料:T8A 硬度: 54 ~58 HRC 空心垫板加工工艺过程材料:45# 硬度: 24 ~28 HRC
上模座加工工艺过程材料:HT200
下模座加工工艺过程材料:HT200
推件块加工工艺过程材料:45# 硬度: 24 — 28 HRC。
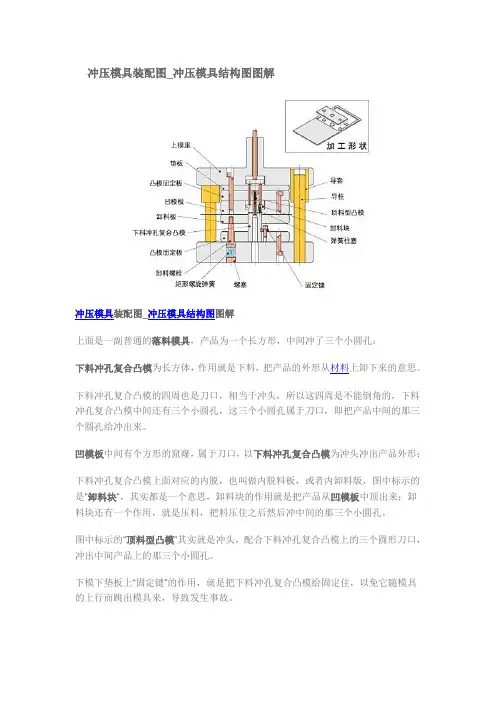
冲压模具装配图_冲压模具结构图图解冲压模具装配图_冲压模具结构图图解上面是一副普通的落料模具,产品为一个长方形,中间冲了三个小圆孔;下料冲孔复合凸模为长方体,作用就是下料,把产品的外形从材料上卸下来的意思。
下料冲孔复合凸模的四周也是刀口,相当于冲头,所以这四周是不能倒角的,下料冲孔复合凸模中间还有三个小圆孔,这三个小圆孔属于刀口,即把产品中间的那三个圆孔给冲出来。
凹模板中间有个方形的窟窿,属于刀口,以下料冲孔复合凸模为冲头冲出产品外形;下料冲孔复合凸模上面对应的内脱,也叫做内脱料板,或者内卸料版,图中标示的是“卸料块”,其实都是一个意思,卸料块的作用就是把产品从凹模板中顶出来;卸料块还有一个作用,就是压料,把料压住之后然后冲中间的那三个小圆孔。
图中标示的“顶料型凸模”其实就是冲头,配合下料冲孔复合凸模上的三个圆形刀口,冲出中间产品上的那三个小圆孔。
下模下垫板上“固定键”的作用,就是把下料冲孔复合凸模给固定住,以免它随模具的上行而跳出模具来,导致发生事故。
下模上标示的“卸料板”俗称外脱,作用是把冲出来的废料从下料冲孔复合凸模脱出来,以免废料卡在下料冲孔复合凸模上。
像这种冲压模具设计的时候要注意,模具下行的时候,内脱(卸料块)和外脱(卸料板)要同时压住料,也就是说产品放在模具里面(加料厚)合模的时候,模具上下模打死的情况下,外脱(卸料板)要贴死下垫板,内脱(卸料块)要贴死上垫板,这样才能保证打出来产品平面度良好,不会发生翘曲、以免光亮带不整齐的情况出现。
在架模的时候也没必要打得太死,只要能把产品完整冲出来,外脱没必要必要与下垫板贴死,留一点缝隙比较适宜。
四月2nd, 20121 commentwujinmuju冲压模具等高套筒高度该如何计算等高套筒安装示意图冲压模具等高套如何计算,我想看了上面的图以后大家应该都会明白了吧?什么是等高套?等高套的目的是什么?先回答是什么是等高套,等高套是等高套筒的简称,按照正规的叫法应该是叫等高套筒的,不过工厂里的师傅们一般习惯称它为等高套。
冲压模具图例(示图) 常闭触头级进模具
滑片级进模产品图
滑片级进模具产品装配图
冲孔、落料级进模(一)
冲孔、落料级进模(二)
定转子片硬质合金级进模模具装配图
磁轭片硬质合金级进模
动触座级进模具装配图
动触座级进模具装配图二
接触板级进模具装配图
压簧级进自动模
压簧级进自动模产品图
二轮压簧级进模
铆接成形级进模具装配图
钩式送料连续拉深模
钩式送料连续拉深模产品图二
滚轴式送料切断、压弯级进模产品图
滚轴式送料切断、压弯级进模产品图二
插销式送料压弯、切断级进模具装配图
定转子硬质合金级进模
双切口连续拉深模具装配图
整带料自动连续拉深模具装配图
整带料自动连续拉深模具产品图
对向凹模
汽车车门齿板模具装配图
汽车车门齿板产品图
汽车散热器罩修边冲孔模
精密冲裁模(一)
精密冲裁模(二)
精密冲裁模(三)
正装-倒装复合模
子冲片复合模模具装配图
磁极片复合模模具装配图
转子冲槽复合模模具装配图
斜楔式冲孔模
调焦导向盘侧向模具装配图
槽钢产品图
剖切模-管件切槽模模具产品装配图
外缘-内缘-整修模-筒壁切舌模
自行车花盘冷挤模
管子冲孔、扩口模模具装配图
装配模模具装配图
液压胀形模产品图
通用切断模产品图
汽车前围外板拉深模
变薄-旋转变薄模具装配图
液压拉深模产品图
大型件弯曲模
V形件-U形件-W形件弯曲模
Z形件-圆形件弯曲模产品图 卷圆模产品图
压圈弯曲模模具装配图
螺旋弯曲模模具装配图
其它形状件弯曲模产品图。