Temptate Assembly 15"for 2"wafer20130322
- 格式:pdf
- 大小:17.11 KB
- 文档页数:1

3M™ Scotchkote™ Fusion-Bonded Epoxy Coating 134Handling and Safety Precautions: Read all Health Hazard, Precautionary and First Aid, Material Safety Data Sheet, and product label prior to handling or use.Product Description 3M Scotchkote Fusion-Bonded Epoxy Coating 134 is a one-part, heat curable, thermosetting epoxy coating designed for corrosion protection of metal. The epoxy is applied to preheated steel as a dry powder which melts and cures to a uniform coating thickness when properly applied. This bonding process provides excellent adhesion and coverage on applications such as valves, pumps, pipe drains, hydrants, pipes, tanks and porous castings. Scotchkote coating 134 is NSF/ANSI 61 certified for potable water applications and is also resistant to wastewater, corrosive soils, hydrocarbons, harsh chemicals, and sea water. Powder properties allow easy manual or automatic application by electrostatic or air-spray equipment.Product Features • No primer required for most applications.• For electrostatic or air-spray application on preheated metal articles.• Can be electrostatically applied to unheated metal parts and subsequently cured by baking. • Long gel time allows application on large or complex articles, minimizing fear of runs, sags,laminations, or unsightly overspray.• Especially useful for coating the inside of pipe or other fabrications where a smooth, corrosion resistant coating is required.• Can be machined by grinding or cutting to meet close tolerance requirements.• Allows easy visual inspection of coated articles.• Can be painted with alkyd paint, acrylic lacquer, polyurethane, or acrylic enamel for colorcoding.• Applied coating will not sag cold flow.• Lightweight for lower shipping costs.• Protects over wide temperature range.• Resists direct burial soil stress.• Resists cavitation and cathodic disbondment.• Can be used for elevated temperature service in presence of H2S, CO2, CH4, crude oil and brine when applied over phenolic primer such as 3M Scotchkote Liquid Phenolic Primer 345. • Long-term performance history in water, sewage, and other service environments.• Scotchkote coating 134 has been tested and certified to NSF /ANSI Standard 61, Drinking Water System Components. For NSF certified applications, the max approved thickness is 60 mil (1.5 mm) and the maximum approved operating temperature is 140°F/60°C. Primers may not be used for potable water applications.• Scotchkote coating 134 meets the requirements of AWWA Standard C213 and C550.Temperature Operating Range For non-potable water applications Scotchkote coating 134, when properly applied to a nominal thickness of 15 mils, should perform on pipelines operating between -100°F/-73°C to 203°F/95°C. For temperatures reaching 230°F/110°C thicker coatings, greater than 30 mils, may improve the service capability. However, it is difficult to accurately predict field performance from the laboratory data due to the wide variations in actual field conditions. Soil types, moisture content, temperatures, coating thickness, and other factors specific to the area all influence the coating performance and upper temperature operating limits.General Application Information 1. Remove oil, grease and loosely adhering deposits.2. Abrasive blast clean the surface to NACE No. 2/SSPC-SP10 ISO 8501:1,Grade SA 2 ½ near-white metal.3. Apply mechanical masks or mask with materials such as 3M Scotch® Glass Cloth Tape 361 or 3M Aluminum Foil Tape 425 as required.4. Preheat article to the desired application temperature per cure specifications.5. Deposit Scotchkote coating 134 by powder spray to the specified thickness.6. Cure according to cure specifications.7. Visually and electrically inspect for coating flaws after the coating has cooled.8. Repair all defects.Cure Specifications Scotchkote coating 134 may be applied to metal articles which have been preheated to a temperature of 300°F/149°C to 475°F/246°C. After application, Scotchkote coating 134 must be cured according to the cure guide to achieve maximum performance properties.If Scotchkote coating 134 is electrostatically applied to unheated parts, the cure time should be measured from the time the coated part reaches the cure temperature. After cure, the coating may be force cooled using air or water to facilitate inspection and handling.Product - Physical and Chemical PropertiesContinued Product - Physical and Chemical Properties3M and Scotchkote are trademarks of the 3M Company.3StorageIn a cool dry location less than 80°F (27°C)Shelf-Life18 months from date of manufactureAvailabilityFor ordering, technical, product information, or the Safety Data Sheet, call: Phone: 800-722-6721 Fax: 877-601-1305Important NoticeAll statements, technical information, and recommendations related to 3M’s products are based on information believed to be reliable, but the accuracy or completeness is not guaranteed. Before using this product, you must evaluate it and determine if it is suitable for your intended application. You assume all risks and liability associated with such use. Any statements related to the product, which are not contained in 3M’s current publications, or any contrary statements contained on your purchase order, shall have no force or effect unless expressly agreed upon, in writing, by an authorized officer of 3M.Warranty; Limited Remedy; Limited LiabilityBecause conditions of product use are outside of our control and vary widely, the following is made in lieu of all express or implied warranties: This product will conform to 3M’s published product specifications and be free from defects in material and manufacture on the date of your purchase. 3M MAKES NO OTHER WARRANTIES INCLUDING, BUT NOT LIMITED TO, ANY IMPLIED WARRANTY OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE. If this product is defective upon your receipt, your exclusive remedy shall be, at 3M’s option, to replace the 3M product or refund the purchase price of the 3M product . Except where prohibited by law, 3M will not be liable for any direct, indirect, special, incidental or consequential loss or damage arising from this 3M product, regardless of the legal theory asserted.Electrical Markets Division6801 River Place Blvd. Austin, TX 78726-9000 800.722.6721/corrosionPlease recycle© 3M 2016 All rights reserved 78-8141-8528-2 Rev A。

PRODUCT INFORMATION CEMENT SC 4000PRODUCT DESCRIPTIONCEMENT SC 4000 is a two-component adhesive based on Chloroprene rubber (CR).ADHESIVE SYSTEMThe application of CEMENT SC 4000 onto steel surfaces is carried out in combination with PRIMER PR 200. Alterna-tively, PRIMER PR 200 can be replaced by PRIMER PR 500-1 in combination with CEMENT SC 4000 onto the steel sub-strates.FIELDS OF APPLICATIONCEMENT SC 4000 is used especially for the soft rubber lining of areas either on site or in the workshop. CEMENT SC 4000 is in particular applicable for rubber to rubber, rubber to metal, rubber to fabric and fabric to fabric bonding.APPROVALS & CERTIFICATESThe ingredients of CEMENT SC 4000 white are according to CFR 21§175.105 of US Food and Drug Administration FDA permitted for food contact in combination with HARDENER E-40.FEATURES∙ High adhesive strength∙ High dynamic load ability of the bondingCHEMICAL RESISTANCEInformation on the chemical resistance properties is available upon request.SUBSTRATESubstrates are components made of non-ferrous metals, cast iron, non-alloyed or austenitic steel. Components to be rub-ber lined shall be designed and manufactured in accordance with EN 14879-1.SURFACE PRE-TREATMENTAll surfaces to be rubber lined must be dry and free of con-taminants. All contaminants, including non-visible detectable contaminants, must be removed in accordance with DIN TR 55684 or EN ISO 8502.Non-alloyed steel surfaces shall be abrasive blasted to "Near White Metal" in accordance with EN ISO 12944-4. A surface preparation degree of SA 2½ (SSPC-SP 10; NACE No. 2) as specified in EN ISO 8501-1 and a “medium (G)” roughness degree as specified in EN ISO 8503-2 must be achieved. A minimum surface profile of R z ≥ 50 µm is required.To prevent flash rust, the primer must be applied immediately after the blasting and cleaning of the substrate or the compo-nent must be air conditioned to a relative humidity of ≤ 40%.ENVIRONMENTAL CONDITIONSThroughout the rubber lining process, the temperatures of the substrate and rubber lining materials shall be maintained within the range specified by TIP TOP. All surfaces shall be maintained at a temperature at least 3K above the dew point in order to prevent condensation.APPLICATIONDuring the application of the product, the application instruc-tion must always be observed.CEMENT SC 4000 must be mixed with 4 % HARDENER E 40 intensively until a uniform mixture is achieved. The pot life of the adhesive-hardener mixture is max. 2 hours @ 20°C.CONTACT LIFE (OPEN TIME)First coat: min. 30 min., on metal min.1 hour (*)Second coat: has to adhere slightly to the back of the finger. In case of over drying, apply another coat.Due to its short contact life, CEMENT SC 4000 is an out-standing adhesive for the bonding of rubber sheets under ten-sion (radii and small size parts).(*) The pot life, contact life and waiting time naturally always depend on climate and environmental influences such as ambient temperature, air humidity, ven-tilation etc. Therefore the times indicated are to be understood as guidelines only; the ideal time must be determined locally considering the corresponding climatic conditions.CLEANINGClean all equipment with SOLVENT CF-CE immediately after use.SAFETY MEASURESThe material safety data sheets of the individual compo-nents, the safety instructions on the packing (label) as well as the legal requirements for handling hazardous materials must be observed.CEMENT SC 4000Information given in the fact sheet above corresponds to the current knowledge available to us regarding our products at the time of its drafting and is intended as a guideline for informational purposes. However, because of the multiple possibilities regarding possible applications, processing and on site conditions, any information given in the fact sheet above is not legally binding, in particular, without being limited to, such information shall not be interpreted as a warranty of merchantability or of fitness for a particular purpose. Customer therefore is advised to conduct its own testing or make an inquiry with our technical department before ordering. We reserve the right to change the product at any time, in particular, without being limited to, minor changes because of advancements in technology. If by way of exception, the information given in the fact sheet above is incorporated by reference into any contract concluded with us under German Law, such information, shall only be interpreted as determining the specific requirements of the contractual products as set out in § 434 BGB (German Civil Code) and shall not be interpreted as constituting a guarantee of condition.TIP TOP Oberflächenschutz Elbe GmbH | Heuweg 4 | 06886 Wittenberg / GermanyPhone: +49 (0) 3491 635 50 | E-Mail: ******************* | Internet: PRODUCT INFORMATION SURFACE PROTECTIONPACKING UNITSThe products are supplied in the following standard packageSTORAGEThe products must be stored in a cool and dry place, away from direct sunlight. At the specified storage temperatures a shelf life of the products is given of at least for the following before use. Higher storage and transport temperatures will reduce the shelf life. The containers must be kept tightly closed. Liquid products must be stored frost-proof. In addi-tion, the DIN 7716 must be observed.。

TECHNICAL DATA SHEETHi-Pon 20-01 Epoxy Primer is a two-pack, high solids epoxy coating that offers good cathodic protection, and excellent resistance to water and seawater.Universal anti-corrosive primer for use in aggressive environment. It is also suitable to be over-coated with various kinds of finishing coats.Colour : Red Oxide Gloss Level: Semi-Gloss Volume Solids, % : 73 ± 2 %Specific Gravity : 1.32 - 1.42 kg/l (Mixed)Flash point : Base: 13.3°C Hardener: 12°C Mix: 12°C VOC: 230 g/L (EPA Method 24) Typical Thickness : 75 – 250 ųm dry film: 103 – 342 ųm wet filmAll surfaces should be clean, dry and free from contamination. The surface should be assessed and treated in accordance with ISO 8504. Oil or greaseshould be removed in accordance with SSPC-SP1 solvent cleaning.Abrasive Blast CleaningAbrasive blast cleaning to Sa 2½ (ISO 8501-1:2007) or SSPC-SP6. Foroptimum performance, blast cleaned to SSPC-SP10 with a surface profile of 50 – 75 microns (2 – 3 mils). If oxidation has occurred between the blasting and application of this product, the surface should be re-blasted to the specified visual standard. Surface defect revealed by the blast cleaning process should be ground, filled or treated in the appropriate manner.Other SurfacesThe coating may be used on other substrates. Please contact your local Nippon Paint office for more information.Avoid paint application when the temperature is below 10°C or relative humidity exceeds 85%. The temperature of steel surface must be minimum 3°C above dew point of the surrounding air.Mixing Ratio: Base : Hardener = 3 : 1 (by volume)Base and hardener should be mixed thoroughly before use.Induction time : 15 minsINTENDED USEAPPLICATIONTECHNICAL DATA SHEETPot Life : 25°C6 hoursTheoretical Coverage : 9.7 m 2/litre at 75 µm DFT : 2.9 m 2/litre at 250 µm DFTThinner: Hi-Pon Epoxy ThinnerAirless spray is recommended for application. Brush and roller are recommended for stripe coating and small areas. Care must be taken to achieve the specified dry film thickness.Airless Spray : Tip Size : 0.017” – 0.023” Pressure at nozzle : 150 - 170 kg/cm 2Typical Thickness : 75 – 250 ųm dry film : 103 – 342 ųm wet filmDrying Time: Substrate Temperature : 25°C 40°C Surface Dry : 2 hrs 1 hrs Through Dry : 4 hrs 2 hrs Cured : 7 days 3 days Dry to recoat (min) : 4 hrs 2 hrs Dry to recoat (max) : 30 days 14 daysThe given data must be considered as guidelines only. The actual drying time/times before recoating may be shorter or longer, depending on film thickness, ventilation, humidity, underlying paint system, requirement for early handling and mechanical strength etc. A complete system can be described on a system sheet, where all parameters and special conditions could be included.The following coating systems are recommended for Hi-Pon 20-01 Epoxy Primer:I ntermediate▪ Hi-Pon 20-01 Epoxy Primer ▪ Hi-Pon 20-04 STE 80 ▪ Hi-Pon 20-04 STE IM 80 ▪ Hi-Pon 30-02 Epoxy MIO 80 ▪ Hi-Pon 30-03 Epoxy Midcoat 80Topcoat▪ Hi-Acryl 1901 Acrylic Top CoatRECOMMENDED PAINTING SYSTEMTECHNICAL DATA SHEET▪ Hi-Pon 40-02 Epoxy Topcoat ▪ Hi-Pon 40-04 Epoxy Topcoat▪ Hi-Pon 50-01 Polyurethane Top Coat ▪ Hi-Pon 50-03 Polyurethane Top CoatFor the choice of coating system for different application, refer to the product brochure or contact Nippon Paint for professional recommendation.Shelf life : Part A: 12 months (25°C)Part B: 12 months (25°C)Subject to re-inspection thereafter. Higher temperature during storage may reduce the shelf life and may lead to gelling in the tin. Frequent temperature cycles may also shorten the shelf life.Store in tightly closed container in a dry, cool and well ventilated space, keep away from sources of heat and ignition.▪This product is intended for use of professional applicators. Refer to the safety information display on the container and in the safety data sheet (SDS) before using the product.▪Use this product in well-ventilated area, avoid skin contact, spillage on the skin should immediately be removed with suitable cleanser, soap and water.▪ Eye should be well flush with water and seek for medical attention immediately upon contact with this product.▪ During the application, naked flame, welding operation and smoking is not allowed. Adequate ventilation should be provided.▪If you have any doubt regarding the suitability of use, refer to Nippon Paint for further advice.The information in this data sheet is given to the best of Nippon Paint’s knowledge and practical experience. Users may consult with Nippon Paint on the general suitability of the product for their needs and specific application practices though it remains each user’s responsibility to determine the suitability of the product for the user’s particular use. The condition of the substrate and application are notPACKAGINGSTORAGEDISCLAIMERTECHNICAL DATA SHEET within Nippon Paint’s control. Therefore no implied conditions, warranties or other terms will apply to the Product. Nippon Paint does not and cannot warrant the results which the user may obtain by using the product. In no event will Nippon Paint be liable to the user for any kind of loss (whether direct or indirect) even if Nippon Paint was previousl y advised of it. In line with Nippon Paint’s policy for continuous development, Nippon Paint reserves the right to modify the product and the information in this data sheet without prior notice. It is the user’s responsibility to check with Nippon Paint for the latest version of this data sheet. This data sheet has been translated into various languages. In the event of any inconsistency, the English version shall prevail.。

1布特鲁斯特种钢公司1.1 基本介绍Buderus Edelstahl GmbH布特鲁斯特种钢公司位于德国的韦茨拉尔市,是著名的高级特种钢工业公司,布特鲁斯特种钢公司拥有从废钢冶炼到最终产品的所有现代化生产过程,因此可以向全球客户提供质量高,交货快、品种多的特种钢产品,能满足市场的各种需求。
布特鲁斯特种钢公司的重要特点还表现在出色的客户服务,较短的生产周期,以及透明一流的物流管理和质检系统。
布特鲁斯特种钢公司是伯乐集团公司旗下的一个分公司。
1.2 生产过程从原材料到最终产品所有工艺流程全在本公司布特鲁斯特种钢公司能供应范围广泛的特种钢产品,主要产品为优质钢、微细化工程钢、合金和非合金模具钢、合金和非合金高级结构钢、耐磨钢、滚动轴承钢、不锈钢、抗腐蚀钢、耐热钢、抗高温钢以及具有特殊物理性能的特种钢。
1、炼钢工艺按照客户的技术要求,在100吨电弧炉(EAF)中将废钢和合金一起溶化,然后在坩埚炉和真空包(LF)中完成主要的冶金过程。
布特鲁斯特种钢公司的现代炼钢工艺通过以下各项措施保证了最高的产品质量:●可重现过去成功的生产过程使得化学组成控制在严格的范围内,有害杂质含量极低,●坩埚中精确的温度控制保证取得最佳脱氧、去硫、除气及完美浇铸工艺的效果,●通过氩气搅拌使熔体充分混合一致,●特殊的去氧和脱硫处理工艺提高了氧化物和硫化物的纯度,● 100%的真空处理保证了溶体的气体含量极低,●应用了特种冶炼工艺如真空氧气脱碳法(VOD)、真空碳脱氧法(VCD)以及在生产汽轮机轴时使用的冶炼超纯净钢的工艺,●采用底模浇铸法使钢锭形状与模具高度一致。
2、自由锻造锻压机/热处理/机械加工布特鲁斯特种钢公司有2台(55MN和20MN)由电脑控制的高冲程液压锻压机,可以锻造重达150吨的钢锭,锻件在自动控制的活底固定加热炉及回转式加热炉中加热。
程控火焰切割装置,退火炉以及垂直和水平调质炉是锻压机的辅助设备,调质过程可以在水、油或聚合物中进行。

Safety Data Sheet 24 Hour Emergency Phone Numbers Medical/Poison Control:In U.S.: Call 1-800-222-1222Outside U.S.: Call your local poison control centerTransportation/National Response Center:1-800-535-50531-352-323-3500NOTE: The National ResponseCenter emergency numbers to be used only in the event of chemical emergencies involving a spill, leak, fire, exposure or accident involving chemicals.IMPORTANT: Provide this information to employees, customers, and users of this product. Read this SDS before handling or disposing of this product. This product is covered by the OSHA Hazard Communication Standard and this document has been prepared in accordance with requirements of this standard. All abbreviated terms used in this SDS are further described in Section 16.1. IdentificationThis Safety Data Sheet is available in American Spanish upon request.Los Datos de Serguridad pueden obtenerse en Espanol si lo riquiere.Product Name:Dynaflex 230 Clear Revision Date:10/23/20186/19/2015Product UPC Number:Supercedes Date:Product Use/Class:Caulking Compound SDS No:00017001605Preparer: Manufacturer:DAP Canada475 Finchdene Square Unit 5Scarborough, Ontario M1X 1B7888-327-8477 (non - emergency matters)Emergency Telephone: 1-800-535-5053,1-352-323-3500Regulatory and Environmental Affairs2. Hazards IdentificationGHS ClassificationNot a hazardous substance or mixture.Symbol(s) of ProductNoneSignal WordNot a hazardous substance or mixture.Possible Hazards2% of the mixture consists of ingredients of unknown acute toxicity 3. Composition/Information on IngredientsChemical Name CAS-No.Wt. %GHS Symbols GHS StatementsWhite mineral oil8042-47-57-13GHS07-GHS08H304-312Ethylene glycol107-21-11-5GHS07H332Amorphous silica112945-52-50.5-1.5GHS07H315-319-332-335The text for GHS Hazard Statements shown above (if any) is given in the "Other information" Section.4. First-aid MeasuresFIRST AID - INHALATION: Material is not likely to present an inhalation hazard at ambient conditions. If you experience difficulty in breathing, leave the area to obtain fresh air. If continued difficulty is experienced, get medical attention immediately.FIRST AID - SKIN CONTACT: In case of contact, wash skin immediately with soap and water.FIRST AID - EYE CONTACT: In case of contact, immediately flush eyes with large quantities of water for at least 15 minutes until irritation subsides. Get medical attention immediately.FIRST AID - INGESTION: If swallowed, DO NOT INDUCE VOMITING. Get medical attention immediately.5. Fire-fighting MeasuresUNUSUAL FIRE AND EXPLOSION HAZARDS: No InformationSPECIAL FIREFIGHTING PROCEDURES: Wear self-contained breathing apparatus pressure-demand (NIOSH approved or equivalent) and full protective gear. Use water spray to cool exposed surfaces.EXTINGUISHING MEDIA: Alcohol Foam, Carbon Dioxide, Dry Chemical, Foam, Water Fog6. Accidental Release MeasuresENVIRONMENTAL MEASURES: No InformationSTEPS TO BE TAKEN IF MATERIAL IS RELEASED OR SPILLED: Use personal protective equipment as necessary. In case of spillage, absorb with inert material and dispose of in accordance with applicable regulations. Scrape up dried material and place into containers.7. Handling and StorageHANDLING: KEEP OUT OF REACH OF CHILDREN!DO NOT TAKE INTERNALLY. Use only with adequate ventilation. Ensure fresh air entry during application and drying. Wash thoroughly after handling.STORAGE: Avoid excessive heat and freezing. Do not store at temperatures above 120 degrees F. Store away from caustics and oxidizers.8. Exposure Controls/Personal ProtectionIngredients with Occupational Exposure LimitsChemical Name ACGIH TLV-TWA ACGIH-TLV STEL OSHA PEL-TWA OSHA PEL-CEILING White mineral oil N.E.N.E.N.E.N.E.Ethylene glycol N.E.N.E.N.E.N.E.Amorphous silica N.E.N.E.N.E.N.E.Further Advice: MEL = Maximum Exposure Limit OES = Occupational Exposure Standard SUP = Supplier's RecommendationSk = Skin Sensitizer N.E. = Not EstablishedPersonal ProtectionRESPIRATORY PROTECTION: No personal respiratory protective equipment normally required.SKIN PROTECTION: Rubber gloves.EYE PROTECTION: Goggles or safety glasses with side shields.OTHER PROTECTIVE EQUIPMENT: Not required under normal use.HYGIENIC PRACTICES: Wash hands before breaks and at the end of workday. Remove and wash contaminatedclothing before re-use.9. Physical and Chemical PropertiesPhysical State:PasteAppearance:White ( changes to clear as it cures)Odor:Very Slight Ammonia Odor Threshold:Not Established Density, g/cm3: 1.04 - 1.04pH:Between 7.0 and 12.0 Freeze Point, °C:Not Established Viscosity (mPa.s):Not Established Solubility in Water:No Information Partition Coeff., n-octanol/water:Not Established Decomposition Temperature, °C:Not Established Explosive Limits, %:N.E. - N.E.Boiling Range, °C:100 - 100Auto-Ignition Temperature, °C Not Established Minimum Flash Point, °C:100Vapor Pressure, mmHg:Not Established Evaporation Rate:Slower Than n-Butyl Acetate Flash Method:Seta Closed CupVapor Density:Heavier Than Air Flammability, NFPA:Non-Flammable Combustibility:Does not support combustion(See "Other information" Section for abbreviation legend)(If product is an aerosol, the flash point stated above is that of the propellant.)10. Stability and ReactivitySTABILITY: Stable under recommended storage conditions.CONDITIONS TO AVOID: Excessive heat and freezing.INCOMPATIBILITY: Incompatible with strong bases and oxidizing agents.HAZARDOUS DECOMPOSITION PRODUCTS: Normal decomposition products, i.e., COx, NOx.11. Toxicological InformationEFFECT OF OVEREXPOSURE - INHALATION: Under normal use conditions, this product is not expected to cause adverse health effects. Inhalation of vapors in high concentration may cause mild irritation of respiratory system (nose, mouth, mucous membranes). EFFECT OF OVEREXPOSURE - SKIN CONTACT: Under normal use conditions, this product is not expected to cause adverse health effects. Prolonged or repeated contact with skin may cause mild irritation.EFFECT OF OVEREXPOSURE - EYE CONTACT: Under normal use conditions, this product is not expected to cause adverse health effects. Direct eye contact may cause irritation.EFFECT OF OVEREXPOSURE - INGESTION: Under normal use conditions, this product is not expected to cause adverse health effects. Single dose oral toxicity is very low. Amounts ingested incidental to industrial handling are not likely to cause injury; however, ingestion of large amounts may cause injury. Ingestion of ethylene glycol can cause gastrointestinal irritation, nausea, vomiting, diarrhea and if ingested in sufficient quantities, death.CARCINOGENICITY: No InformationEFFECT OF OVEREXPOSURE - CHRONIC HAZARDS: Repeated or prolonged exposure may cause mild irritation of eyes and skin. Ethylene Glycol may cause kidney and liver damage upon prolonged and repeated overexposures. Studies have shown that repeated inhalation of ethylene glycol has produced adverse cardiovascular changes in laboratory animals. Ethylene glycol has been shown to cause birth defects in laboratory animals.PRIMARY ROUTE(S) OF ENTRY: Skin Contact, InhalationAcute Toxicity ValuesThe acute effects of this product have not been tested. Data on individual components are tabulated belowCAS-No.Chemical Name Oral LD50Dermal LD50Vapor LC508042-47-5White mineral oil>5000 mg/kg Rat2000 mg/kg Rabbit>20 mg/L107-21-1Ethylene glycol4700 mg/kg Rat9530 mg/kg Rabbit N.I.112945-52-5Amorphous silica>3300 mg/kg Rat>2000 mg/kg Rabbit>20 mg/LN.I. = No Information12. Ecological InformationECOLOGICAL INFORMATION: Ecological injuries are not known or expected under normal use.13. Disposal InformationDISPOSAL INFORMATION: This product does not meet the definition of a hazardous waste according to U.S. EPA Hazardous Waste Management Regulation, 40 CFR Section 261. Dispose as hazardous waste according to all local, state, federal and provincial regulations. State and Local regulations/restrictions are complex and may differ from Federal regulations. Responsibility for proper waste disposal is with the owner of the waste.14. Transport InformationSPECIAL TRANSPORT PRECAUTIONS: No InformationDOT UN/NA Number:N.A.DOT Proper Shipping Name:Not RegulatedDOT Technical Name:N.A.DOT Hazard Class:N.A.Hazard SubClass:N.A.Packing Group:N.A.15. Regulatory InformationSARA SECTION 313:This product contains the following substances subject to the reporting requirements of Section 313 of Title III of theSuperfund Amendment and Reauthorization Act of 1986 and 40 CFR part 372:Chemical Name CAS-No.Ethylene glycol107-21-1TOXIC SUBSTANCES CONTROL ACT:All ingredients in this product are either on TSCA inventory list, or otherwise exempt.This product contains the following chemical substances subject to the reporting requirements of TSCA 12(B) if exported fromthe United States:No TSCA 12(b) components exist in this product.16. Other InformationSupersedes Date:6/19/2015Revision Date:10/23/2018Reason for revision:Revision Description ChangedProduct Composition ChangedSubstance and/or Product Properties Changed in Section(s):01 - Product Information05 - Flammability Information08 - Exposure Controls/Personal Protection09 - Physical & Chemical Information11 - Toxicological Information14 - Transportation Information15 - Regulatory Information16 - Other InformationSubstance Regulatory CAS Number ChangedSubstance Hazardous Flag ChangedSubstance Hazard Threshold % ChangedRevision Statement(s) ChangedDatasheet produced by:Regulatory DepartmentHMIS Ratings:Health:Flammability:Reactivity:Personal Protection: 110XVOC Less Water Less Exempt Solvent, g/L:48.9VOC Material, g/L:280.0VOC as Defined by California Consumer Product Regulation, Wt/Wt%:VOC Actual, Wt/Wt%: 2.7Text for GHS Hazard Statements shown in Section 3 describing each ingredient:H304May be fatal if swallowed and enters airways.H312Harmful in contact with skin.H315Causes skin irritation.H319Causes serious eye irritation.H332Harmful if inhaled.H335May cause respiratory irritation.Icons for GHS Pictograms shown in Section 3 describing each ingredient:GHS07GHS08Legend: N.A. - Not Applicable, N.E. - Not Established, N.D. - Not DeterminedDAP believes the data and statements contained herein are accurate as of the date hereof. They are offered in good faith as typical values and not as a product specification. NO WARRANTY OF MERCHANTABILITY, WARRANTY OF FITNESS FOR ANY PARTICULAR PURPOSE OR ANY OTHER WARRANTY, EXPRESS OR IMPLIED, IS MADE WITH REGARD TO THE INFORMATION HEREIN PROVIDED OR THE PRODUCT TO WHICH THE INFORMATION REFERS. Since thisdocument is intended only as a guide to the appropriate use and precautionary handling of the referenced product by a properly trained person, it is therefore the responsibility of the user to (i) review the recommendations with due consideration for the specific context of the intended use and (ii) determine if they are appropriate.。

1.防潮dampproof / moistureproof / protection against the tide2.防水waterproof3.防腐蚀antisepsis/antisepticise; corrosion resistance4.抵御紫外线avoid ultraviolet radiation5.耐酸碱endure acid and aldali6.抗老化anti-aging7.不渗漏no leakage8.阻燃flame retardance9.耐气候性weatherability10.整洁性cleanability11.耐化学品性chemical resistance12.耐热性heat-resistance13.耐低温low temperature resistance14.耐磨anti-wear15.卫生安全性sanitation and security16.有害的,有毒的deleterious17.无毒的innocuity18.刚性rigidity19.强度高high rigid20.密封seal up21.运输transport22.储藏storage/store up23.堆垛stack24.测量measure/meterage25.工艺arts and crafts/ craftwork/technics26.沟槽/凹槽groove27.锯齿纹sawtooth lines/veins28.边缘edge29.横向的transverse30.纵向的longitudinal /lengthways31.框架/结构frame32.椭圆形ellipse33.三角形triangle34.菱形diamond/lozenge35.螺旋状的helical36.螺纹screw thread37.飞边flash38.壁厚wall thickness39.鼓胀tympanites40.均匀性uniformity41.均匀的well-proportioned /homogeneous 均一地uniformly42.(使)凝固;(使)变硬;(使)浓缩solidfy43.软化;低温处理soften v44.膨胀inflate45.韧性,韧度,刚度(性),耐久性,粘稠性toughness46.腐蚀,磨损eorde47.挤出吹塑成型extrusion blow molding(EBM)48.注射吹塑成型injection blowing molding (IBM)49.热成型thermoforming50.降解degradation51.整合integrate52.修剪,整理焊缝trimming53.双轴定向拉伸biaxially oriented54.成型后的余料flash55.废料scrap56.收缩shrinkage57.预成型preform58.往返,穿梭shuttle59.(使)旋转rotate60.分子的molecular61.分子量molecular weight62.流变学rheology63.分层的laminated64.促进,使便利facilitate65.制作fabricate66.添加剂additive67.结晶体crystalline68.无定形的amorphous69.热塑性塑料thermoplastic70.热的,热量的thermal71.热分解thermal decomposition72.加强,强化;(焊缝)加厚,增强reinforcement73.规格specification74.劣质的inferior75.填充压力packing pressure76.机械性能mechanical performance77.变形distortion78.着色剂colorant79.保香性preserve flavor80.圆周circumference81.阻隔层barrier layer82.隔膜泵diaphragm pump83.装填物,填料,漏斗filler84.夹板plywood85.活塞plunger86.透明clarity87.阀门valve88.储料缸accumulator89.塑化机plasticator90.挤出机extruder91.机筒barrel92.油泵oil pump93.油冷却器oil cooler94.电动机electromotor95.减速机gear box96.温控器temperature controller97.调节adjust98.转速rotate speed99.压力pressure100.直径diameter101.螺杆screw102.加料段(加料段/固体输送段) feeding section/zone 103.熔融段(压缩段) melting /transition section 104.均化段(计量段) metering section105.剪切段shearing section106.混合段mixing section107.固体输送段solids zone108.熔体输送段melt pumping zone109.螺纹开角helix angle110.螺纹螺距land width/pitch111.螺槽深度flight depth112.螺纹宽度flight width113.导程lead114.压缩比compression ration115.螺杆外径与机筒内壁的间隙flight clearance116.料筒(机筒) barrel117.轴承bearing118.料斗hopper119.进料斗feed hopper120.搅拌机blender121.计量meter122.薄片flake123.粉末powder124.颗粒pellet125.液体liquid126.机头head127.型坯parison128.模体mould/mold129.芯模(内模) core/mandrel130.模套(外模) die131.模唇brim132.压缩空气compressed air133.膨胀inflate134.泵pump135.摩擦力frictional force 136.预混合料premix137.添加剂additive138.排气(孔),通风(孔) vent139.塞住plug140.分配dispense141.颗粒的granular142.计算密度/单位体积重量bulk density 143.腐蚀corrosion 144.塑化plasticization 145.扭转/转矩torque146.架桥现象bridging problem 147.(使)凝固solidify148.缩减downsize 149.数量quantity 150.滞留residence 151.附件attachment 152.安装mount/ install 153.摇晃wobble154.热固塑料thermoset 155.橡胶rubber156.喷管nozzle157.热电偶thermocouple 158.调节regulate159.螺钉bolt160.锁紧圈/压紧环clamp ring 161.马力/功率horsepower 162.结构/构造configuration 163.输送pumping 164.传导conductive 165.输出量output166.相对的opposed 167.挥发性volatiles 168.静止的static169.磨光polish170.鉻Chrome 171.电镀plating 172.通孔through hole 173.碳化钢carbon steel 174.氮化钢Nitrided steel 175.不锈钢stainless steel 176.降解degradation177.模体mould body178.肩部夹坯嵌块striker-plate for filler-neck-calibration 179.导柱calibration device180.模颈filler-neck181.端板back-up plate182.冷却水入口cooling water entry183.模底夹坯口striker-plate for outlet-neck-calibration 184.模腔mold cavity185.把手孔handle hole186.合模线split-line187.冷却刀口cooled steel-knife188.冷却腔cooling cavity189.卧式转盘挤出吹塑机horizontal rotary wheel EBM190.立式转盘挤出吹塑机vrtical rotary wheel EBM191.往返式连续挤出吹塑机shuttle continuous EBM192.加热圈heater193.吹针air injection pin/air needle194.刀口striker-plates195.液压阀hydraulic vavle196.温控器temperature controller197.油封sealing of oil cylinder198.伺服阀servo vavle/ tracer valve/ tracing valve 199.流痕flow mark200.活塞piston201.滑块sliding block202.机械手manipulator /mechanical picker 203.储料模头accumulator head204.调节螺丝screw thread205.分流梭central torpedo206.抛光polish207.拉杆roll pole208.传动装置gearing209.。

化工进展Chemical Industry and Engineering Progress2024 年第 43 卷第 3 期高稳定性钛系聚酯催化剂TiOC@SiO 2的制备及应用刘斌,王勇军,吕汪洋,陈文兴(浙江理工大学纺织纤维材料与加工技术国家地方联合工程实验室,浙江 杭州 310018)摘要:钛系聚酯催化剂因催化活性高、环境友好等优点,是传统锑系聚酯催化剂的理想替代品。
为了制备出耐水解性好、分散性好、催化性能稳定的钛系聚酯催化剂,采用反相微乳液法,制备得到核壳结构催化剂TiOC@SiO 2。
在钛有机化合物的表面包覆一层硅氧烷,以此稳定钛有机化合物的催化活性。
利用多种现代表征方法对TiOC@SiO 2的形貌、结构和性能进行了表征分析,并探究其在合成聚对苯二甲酸乙二醇酯(PET )中的催化性能。
研究结果表明,TiOC@SiO 2催化剂为粒径约200nm 的核壳球形结构,无Ti —O —Si 键,钛含量为6.95%。
TiOC@SiO 2催化剂在90℃下水浴2h 后,其结构和催化活性保持不变,复合结构显著提高了钛有机化合物的耐水解性和分散性。
在聚酯合成实验中,仅添加5μg/g TiOC@SiO 2,在270℃下缩聚反应92min ,即可制备出特性黏度为0.677dL/g 、端羧基含量为14.4mol/t 、b 值为2.16的PET 。
关键词:催化剂;聚合;纳米粒子;聚酯;催化性能中图分类号:TS15;TQ426 文献标志码:A 文章编号:1000-6613(2024)03-1395-08Preparation and application of high stability titanium polyester catalystTiOC@SiO 2LIU Bin ,WANG Yongjun ,LYU Wangyang ,CHEN Wenxing(National Engineering Laboratory for Textile Fiber Materials & Processing Technology, Zhejiang Sci-Tech University,Hangzhou 310018, Zhejiang, China)Abstract: Titanium-based polyester catalysts are ideal substitutes for traditional antimony-based catalysts due to their high catalytic activity and environmental friendliness. In order to prepare titanium polyester catalyst with hydrolysis resistance, good dispersibility and stable catalytic performance, TiOC@SiO 2 catalyst was prepared by reverse microemulsion method. A layer of siloxane was coated on the surface of titanium containing organic compound to stabilize the catalytic activity. The morphology, structure and properties of TiOC@SiO 2 were characterized by various modern characterization methods, and its catalytic performance in the synthesis of polyethylene terephthalate (PET) was evaluated. The results showed that the TiOC@SiO 2 catalyst had a core-shell spherical structure with a particle size of about 200nm, but no Ti —O —Si bond, and a Ti content of 6.95%. The structure and catalytic activity of TiOC@SiO 2 catalyst remained unchanged at 90℃ for 2h. The composite structure significantly improved the hydrolysis resistance of the titanium organic compounds and dispersibility. In the polyethylene terephthalate synthesis experiment, with only 5μg/g TiOC@SiO 2 added and polycondensation at 270℃ for研究开发DOI :10.16085/j.issn.1000-6613.2023-0349收稿日期:2023-03-07;修改稿日期:2023-06-01。


86Air Piloted 2-Way Media Separated ValveSeries APVS15Dimensional DataThe Spartan Scientific APVS15 is an inert gas/spring operated, Single Acting Normally Closed, or Double Acting media compatible dia -phragm valve designed for control of high purity, aggressive and corrosive liquid chemical media. With a small overall footprint, and low dead volume, the APVS15 features CPVC bodies, and FKM, EDPM and NBR elastomers to control orifice sizes 16mm and 20mm which afford Cv ratings of 4.70 and 10.9 that far exceed competitive valves of this type. Pressure ratings go from 10 to 100 psi depending on orifice size and each valve is tested to bubble tight standard ANSI FCI 70-2 Class VI. The APVS15 can be controlled by our proven Spartan Scientific 3-way solenoid pilot valve which enhances operation with manual override and indicator lighted connector options. The Normally Closed version features an optical position indicator showing valve open condition. The APVS15 is used where sampling, drain -ing, or transferring process fluid are performed. A Normally Open version can be made using a Normally Open pilot valve. In the case of pilot gas failure, the valve will fail closed. In the case where electric power is lost but pilot gas remains, the valve will remain open. An optional magnetic piston is available for end of stroke sensing when combined with the additional valve position sensor.ALL DIMENSIONS ARE IN INCHES UNLESS OTHERWISE NOTEDA56-2240 Rev.03Non-Piloted Version0.81GROOVEAIR PILOTEDAPVS15 - 2 8 - DOrder Example: APVS15-1Q028-DAD7AFKM, 16mm Orifice size,No magnetic piston, 2-way N.C.,1/2” NPT, 120 VAC 50/60 Hz, DIN Spade Function:Single Acting Normally Closed; or Double Acting,Air Piloted, media separated diaphragm valvePort Size:1/2” NPT3/4” NPT(Others available on request)Orifice Sizes / 16mm / 4.70 CvFlow Factor: 20mm / 10.9 CvPressure Range:10 to 100 psiPilot Pressure Range: 60 to 100 psi(depending on orifice size)Temp. Range: Fluid Max.: +60°CDry Range: Ambient +10°C to +50°CMedia:All fluids and gases compatible with wetted materialsMounting: (2x) 1/4” - 20 UNC Tapped Holes, 0.5” DP. On pipeWetted Materials:Valve Body: CPVC (Others available on request)Elastomers: FKM, NBR, EPDM,Pilot Option Function: 3-Way, 2-Postion; Direct Acting;Normally Closed, Normally OpenPressure Range: 60 to 100 PSIPort Size: 1/8” NPTCoil Data:Duty Cycle: Continuous (within specifications)Encapsulation: Glass-Filled NylonInsulation: Class FPower Rating: 6.5 Watts8.5 VAVoltage: 12, 24, 120 VDC120, 220, 240 VAC 50/60 HzVoltage Tolerance: +/- 10% NominalWinding: Class HConnections:Spades: Terminals AMP 6.3x0.8 width 11mm(Available in DIN Style “A” EN175301-803for 3.0mm orifice or larger)Flying Lead: PVC 22 AWG, Multi-Strand Copper Wire,300V, 12” minimum lengthPackaged Weight: Piloted: 1.72 lbs.Non-piloted: 1.5 lbs.Additional OptionsValve Position Sensor Order Part No.:Electronic PNP9ft PVC cable9E76-000-0318mm quick connect9E76-000-331Electronic NPN9ft PVC cable9E76-000-0328mm quick connect9E76-000-332Reed SPST9ft PVC cable9E76-000-0028mm quick connect9E76-000-302Sensor Mating Cordsets Order Part No.:8mm Quick Connect2 meter female3 pin RC08-AFM030-0120CB0A5 meter female 3 pin RC08-AFM030-0150CB0APilot Valve Lighted Connector Order Part No.:6ft PVC Cable, Ground DownPilot Options 2, A - 12VDC5J560-201-US0APilot Options 3, B - 24VDC5J560-201-US0APilot Options 4, C - 120VDC5J560-501-US0APilot Options 7, F - 120VAC5J560-501-US0APilot Options 8, G - 220VAC5J560-801-US0APilot Options 9, H - 240VAC5J560-801-US0AAIRPILOTED87。


进料检验 Incoming QC Inspection (IQC) IQI磨片 Wafer Grind Back Grind贴片 Wafer Mount甩干 Spinning划片 Wafer Saw装片 Die Attach (D/A)焊丝球焊,打金丝,打线,焊线 Wire Bond (W/B)倒装芯片 Flip Chip (FC)热压焊 Thermal Compression Bond (TCB)烘烤烘箱 Baking Curing全检三号目检 3rd Optical Inspection (3rd Opt.)包封塑封 Molding Encapsulation冲塑冲胶 Degate后固化 Post Mold Cure (PMC)切筋冲筋,切中筋 Damcar Cut Trim去飞边 Deflash打印 Marking激光打印 Laser marking油墨打印 Ink UV marking电镀 Plating锡铅电镀铅锡电镀 Tin Lead Plating无铅电镀纯锡电镀 Lead Free Plating Pure Tin Plating成型 Forming分离 Singulation外观检产品出厂检 Out Going Inspection (OGI) 4th Optical Inspection测试 Test分选编带 Tape & Rail包装 Packing出货 Shipping组装 Front OF Line (FOL)芯片 Die色点芯片 Ink Die引线框 Lead Frame助焊剂 Flux导电胶 Epoxy蓝膜 Blue Tape / Mounting tape圆片 Wafer金丝 Gold wire推晶 Die shear弧高 Loop Height弧度 Wire Loop布线图 Bond diagram布线错误 Wrong Bonding焊丝拉力测克,拉丝 Wire Pull 推球金球剥离 Ball shear细刀 Capillary扭曲 Bending翘曲 Bow / Warpage硅屑 Silicon Dust沾污 Contaminate压伤 Dented变形 Distort缺角 Chip Die锡膏回流 Solder Reflow银厚度 Silver Thickness毛刺针刺 Burr塌丝 Depress Wire超波膜 UV Tape火山口 Crater Ring断丝 Broken Wire昂球 Lifted Bond飞球 Sky Ball金属剥落 Lifted Metal昂楔 Lifted Wedge高尔夫球 Golf Ball扁球 Flat Ball半球 Insufficient Ball Size 不粘 Non-Stick芯片裂缝 Crack Die 错方向 Wrong Orientation焊不牢 Incomplete Bond无焊 No Bonding翘芯片 Lifted Die误置芯片 Misplaced Die芯片装斜 Tilted Die芯面粘胶 Epoxy On Die导电胶不足 Insufficient Epoxy多胶 Excess Epoxy导电胶气孔 Epoxy Void镀层气孔 Solder Void导电胶裂缝 Epoxy Crack金属划伤 Saw Into Metal擦痕 Scratches墨溅 Ink Splash薄膜气泡 Tape Bubbles边沿芯片 Edge Die镜子芯片 Mirror Die飞片 Fly Die封装 End Of Line (EOL)排气 Air vent托块 Insert刀片 Punch型腔 Cavity料饼塑料,树脂,环氧 Mold Compound Mold pallet基岛 Paddle (PAD) DAP共面性 Coplanity点温计 Digimite空封 Dummy Molded Strip废胶跑料,废料 Mold Flash小脚 Gate Remain脚间距开档,总宽,跨度 Lead Tip to Tip Total Width, Lead Distance.包封偏差 Molding Mismatch包封模具 Mold Chase冲切,成型模具 Dieset清模 Mold Cleaning多肉 Package Bump引线条 Molded Strip溢胶 Mold Bleed包反 Wrong Orientation Molding印偏 Offset Marking焊丝冲弯 Wire Sweep错位 Molding Mismatch偏心 Molding Offset气孔空洞,气泡 Void排气不畅 Air Vent Clog偏脚 Offset Punch注浇口,进浇口 Injection Gate 1st Gate上料框 Frame Loader冲圆 Fan Out模温 Mold Temperature表面粗糙 Rough Surface未填充 Incomplete Mold料饼醒料 Compound Aging顶针 Ejector Pin顶孔顶料孔 Ejector Pin hole定位块 Locator Block粘模 Sticky Mold烘箱 Oven麻点镀层起毛 Solder Blister锡桥搭锡 Solder Bridge镀层起泡拉尖 Solder Bump镀层剥落 Solder Peel Off锡丝 Solder Flick露铜露底材 Expose Copper细脚小脚 Narrow Lead镀层厚度 Plating Thickness变色 (发黄,发黑,发花,水渍,酸斑) Discolor (Yellowish, Blacken, WaterMark)锡球 Solder Pad镀层偏厚或偏薄 Thick or Thin Plating易焊性 Solderability退锡 Solder Remove站立高度 Stand Off切中筋凸出或凹陷 Dambar Protrusion or Intrusion连筋 Uncut Dambar脚长 Lead Length管脚刮伤 Lead Scratches管脚反翘 Lead Tip Bend反切 Wrong Orientation Forming.缺脚缺管,断脚 Missing Lead Broken Lead裂缝胶体破裂 Crack Package微裂缝 Micro Crack崩角缺角,缺损 Chip Package Chip Off成型角度 Foot angle共面性 Coplanarity倒角 Touch Up印章印记 Marking Layout断字 Broken character印记磨糊褪色 Fad Mark打印不良 Illegible Marking打印字间距 Mark Character Distance印记倾斜 Slant Marking漏打 No marking缺字 Missing Character错字 Wrong Marking弄脏 Smear定位针 Location Pin烧氢 Hydrogen Frame扫描打印 Writing laser模板激光 Mask Laser常用的术语集成电路 Integrated Circuit (IC)塞头 Plug托盘 Tray编带, 带盖 Rail, Rail Cover料管 Tube静电袋 Anti Static Bag支持棒 Suspension Bar Fishtail, tie bar 随件单 Traveling Card Run Card去离子水 D.I. Water散热片 Heat Sink品管 Quality Control (QC)品保 Quality Assurance (QA)关卡 QC Gate校验 Calibrate照明放大镜 Dazor Light Ring Light显微镜 Microscope返工 Rework质量标准 Criteria扩散批 Wafer Lot Mother Lot批 Lot抽样 Sample Size (SS)良品 Accept Unit (Acc)不良品 Reject Unit (Rj)良率 Yield次品率不良率 Yield Lost外次率 O.G.I. YieldX管率 X-ray Yield目检 Visual Inspection正面 Top Surface反面 Bottom surface冷藏库料饼存放库 Cold Room Compound storage 表面贴装式 Surface Mount Technology (SMT)报废 Scrap开短路 Open short调机 Machine Buy Off单列直插式 Single Side Lead Insert双列直插式 Dual Side Lead Insert Type 内控 Internal / In-house Control在制品 Work In Progress (WIP)。
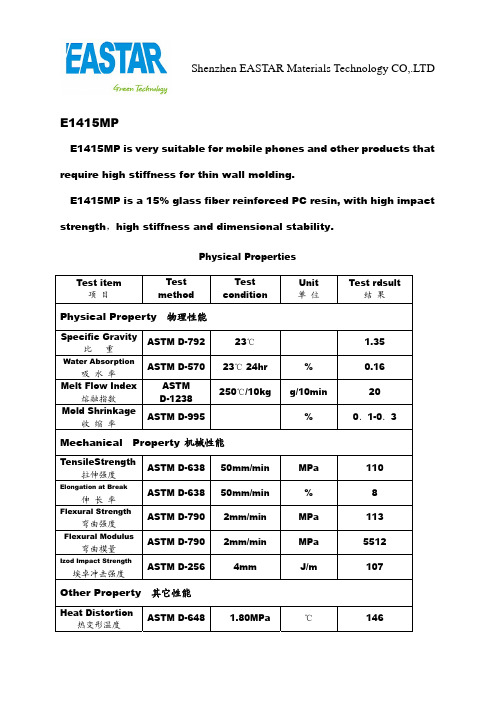
E1415MPE1415MP is very suitable for mobile phones and other products that require high stiffness for thin wall molding.E1415MP is a 15% glass fiber reinforced PC resin, with high impact strength,high stiffness and dimensional stability.Physical PropertiesTest item 项目TestmethodTestconditionUnit单位Test rdsult结果Physical Property 物理性能Specific Gravity比重ASTM D-792 23℃ 1.35 Water Absorption吸水率ASTM D-570 23℃ 24hr % 0.16Melt Flow Index熔融指数ASTMD-1238250℃/10kg g/10min 20Mold Shrinkage收缩率ASTM D-995 %0.1-0.3Mechanical Property机械性能TensileStrength拉伸强度ASTM D-638 50mm/min MPa 110 Elongation at Break伸长率ASTM D-638 50mm/min % 8 Flexural Strength弯曲强度ASTM D-790 2mm/min MPa 113 Flexural Modulus弯曲模量ASTM D-790 2mm/min MPa 5512 Izod Impact Strength埃卓冲击强度ASTM D-256 4mm J/m 107 Other Property 其它性能Heat Distortion热变形温度ASTM D-648 1.80MPa ℃146Volume Resistivity电 阻 率ASTM D-257 --- Ω·cm -RockwellHardness洛氏硬度ASTM D-78523℃ R-scale 120Processing Congitions 加工条件Item 项 目 Value Range 数值范围One sect 一段/℃ 300-320 Two sect 二段/℃ 280-300 Three sect 三段/℃ 260-280 Barrel ZoneTemperature料筒温度Four sect 四段℃ 240-260Mouth Temperature 咀温/℃ 260-2980 Melt Temperature 熔体温度/℃ 240-265 Firing Temperature 烘料温度/℃ 120,4hrMould Temperature 模温/℃ 80-140 Injection Pressure 注塑压力/Bar 50-140BarInjection Speed 注塑速度/mm/s依产品结构设计而定 Note : The above data are only the representatives of product ,so justto referenced.。

四层喷锡板的生产工艺流程英文回答:The production process of a four-layer tin spraying board involves several steps. Firstly, the raw materials are prepared, which include a base material, copper foil, and solder mask. The base material is usually made of epoxy resin and fiberglass, providing the structural support for the board. Copper foil is laminated onto the base material to form the conductive layers. The solder mask is applied to protect the copper traces from oxidation and to provide insulation between layers.Once the raw materials are ready, the next step is to design the circuit layout. This involves placing components and traces on the board, ensuring proper connectivity and functionality. The design is usually done using computer-aided design (CAD) software.After the circuit layout is finalized, the board goesthrough a process called etching. This involves removingthe excess copper from the board, leaving behind only the desired traces and pads. Etching is typically done using a chemical solution that selectively dissolves the copper.Next, the board is cleaned to remove any residual chemicals or contaminants. This is important to ensure good solderability and prevent any issues with the final product. Cleaning can be done using a combination of mechanical scrubbing and chemical rinsing.Once the board is clean, it undergoes the tin spraying process. This involves applying a thin layer of tin ontothe copper traces and pads. Tin spraying helps improve solderability and prevents oxidation of the copper. The tin can be applied using various methods, such as hot air leveling or electroplating.After the tin spraying, the board is inspected for any defects or issues. This includes checking for proper tin coverage, absence of shorts or opens, and overall qualityof the board. Any necessary repairs or adjustments are madeat this stage.Finally, the completed boards are tested for functionality. This can involve various tests, such as continuity testing, impedance testing, and functional testing. Once the boards pass the tests, they are ready for packaging and shipment.中文回答:四层喷锡板的生产工艺流程包括以下几个步骤。

® FLEXICLAD PC is a two component, 100% solids, trowelable elastomeric polymer composite that has been specifically formulated to seal vertical expansion joints in concrete as well as other cementitious / mineral substrates including tiles, brick, slate, stone, etc. It also bonds very well to metal and wood surfaces.® FLEXICLAD PC requires no primer, bonds to most rigid substrates and cures at ambient temperatures. It has been specifically designed to resist countless freeze / thaw cycles - stretching to well over 600%. It is excellent for sealing between dissimilar materials which may expand and contract at different rates. It also has very goodchemical resistance making it the ideal choice for use in secondary containment areas as well as walls in production areas, loading docks, etc.FLEXICLAD PC ® incorporates revolutionary polyaspartic technology for sealing expansion joints where durability and flexibility are uniquely important:6 Platinum Court · Medford, NY 11763-2251Tel: 516 349 0022 · Fax: 516 349 5522***************Toll Free: 888-4-ENECON (888-436-3266)The Fluid FlowSystems Specialists.®• Secondary Containment Areas• Bulk Transfer Areas • Production Room Walls • Loading Dock Walls • Vertical Joints On Roof Decks®Printed in the USAAugust, 2016Surface Preparation - ®FLEXICLAD PC should only be applied toclean, dry and well roughened surfaces.1. Remove all loose material and surface contamination and cleanwith a suitable solvent which leaves no residue on the surface afterevaporation such as acetone, MEK, isopropyl alcohol, etc. 2. Clean / roughen surface by appropriate means. Rigid surfaces(metal, concrete, etc.) should be prepared by grit blasting for largeareas and or by using a grinder, needle gun, etc. for small localizedareas or unusual shapes.3 . Remove any and all loose dust / debris after roughening thesurface.Mixing & Application ® - Each application of FLEXICLAD PC isunique, and it may often be necessary to vary the applicationmethods. If an applicator decides to deviate from these guidelines, itshould be done with full knowledge and understanding of how this deviation may affect the nature of the cured FLEXICLAD PC.® Joint Design: A qualified engineer should determine the appropriate spacing and size of expansion joints based on the coefficient ofexpansion of the substrate. Joints that are too narrow or spaced too far apart can cause excessive movement of the FLEXICLAD PC.® When filling an expansion joint, FLEXICLAD PC should be applied ® approximately half as deep as it is wide. For example, FLEXICLAD ® PC in a 1/2” wide joint should be 1/4” deep. The maximum thickness of the FLEXICLAD PC should be 1/2”. Fill deep cracks or expansion ® joints first with backer rod. If this convention is not followed, the movement of the substrate will cause excessive deformation of the®Fig. 1 - The joint in A is filled too deep, and when it is stressed in B, a largeamount of material is displaced, causing potential failure. The design of C incorporates a flexible backer rod.In rectangular joints that are not deep enough to require backer rod or filler, bond-breaking tape should be used to prevent three-sided contact and excessive stress on the joint during expansion and contraction cycles (Fig. 2).Fig. 2 - In instances in which backer rod can not be used, non-adhesive bond-breaking tape allows the sealant to stretch naturally.For your convenience, the FLEXICLAD PC Base and Activator have ® been supplied in precisely measured quantities. Stir the Base to obtain a uniform color and then simply pour the entire contents of the Activator container into the Base container and, using a spatula, putty knife, or other appropriate tool, mix thoroughly until theFLEXICLAD PC reaches a uniform streak free color. Use a spatula, ® flexible applicator or caulk gun to apply the mixed material into the prepared crack or joint.Cleaning Equipment - Wipe excess material from tools immediately. Use acetone, MEK, isopropyl alcohol or similar solvent as needed. Health & Safety ® - Every effort is made to insure that ENECON products are as simple and safe to use as possible. Normal industry standards and practices for housekeeping, cleanliness and personal protection should be observed. Please refer to the detailed SAFETY DATA SHEETS (SDS) supplied with the material (also available on request) for more information.Technical Support ®- The ENECON engineering team is always available to provide technical support and assistance. For guidance on difficult application procedures or for answers to simple questions, ®call your local ENECON Fluid Flow Systems Specialist or the ®ENECON Engineering Center.All information contained herein is based on long term testing in our laboratories as well aspractical field experience and is believed to be reliable and accurate. No condition or warranty is given covering the results from use of our products in any particular case, whether the purpose is disclosed or not, and we cannot accept liability if the desired results are not obtained.Copyright © 2016 by ENECON Corporation. All rights reserved. No part of this work may be reproduced or used in any form or by any means - graphic, electronic or mechanical including photocopying, recording, taping or information storage and retrieval systems - without written permission of ENECON Corporation.®。

D411015Méthodes d'essai matériauxTRIM MATERIALSPEELING AT180°Page1/5No use restrictionThis is a translation,the French original shall be used on all cases of litigation Date of translation:23/06/2004FOREWORDThis document is equivalent to the documents of the RENAULT SAS and RENAULT VI Groups of referenceD411015.It must not be modified without prior consultation with the Normalisation Department of these Groups.It is in conformity with the agreement reached between these Groups and PSA PEUGEOT CITROËN in October 2003.1.OBJECT AND FIELD OF APPLICATIONThe object of this test method is to describe the procedure for measuring the load required to separate the various layers of a compound.It applies to textiles and to plastic coated textiles(TEP).2.EQUIPMENT2.1.TENSILE TEST MACHINE,fitted with a recording device with a load scale divided so that the detachment force of the test specimen is obtained for a load between15%and85%of the maximum of the scale used.The travel speed of the moving jaw is100mm/min±10mm/min.Distance between jaws:100mm±1mm.2.2.ACETONE,or any other solvent for initiating the detachment of the coating in relation to the support.2.3.CONDITIONED ENCLOSURE,at23°C±2°C and50%±5%relative humidity.2.4.OVENat70°C±2°C.3.PREPARATION AND CONDITIONING OF TEST SPECIMENS•Take six test specimens of200mm minimum x50mm±1mm.Three test specimens in the longitudinal direction and three test specimens in the transverse direction.•At one end of the test specimen,detach by hand the two layers to be separated over the whole width of the test specimen and over a length of100mm approximately.•If the separation proves difficult,use a chemical to ease the process and proceeds as follows:•dampen the textile support with the solvent(2.2.)over a distance of30mm maximum,•proceed immediately to the detachment in this area of the test specimen over a length of approximately100mm,•dry the test specimen for one hour minimum in the oven(2.4.).•The test specimens shall be subjected to a tensile test in the conditioned enclosure(2.3.),after a minimum of 24hours conditioning in the same atmosphere.4.METHOD OF OPERATIONPlace the test specimen on the tensile test machine(2.1.)fixing the first strip into the upper jaw according to Figure 1in Appendix1and the other strip into the lower jaw without pre-tension.Start the test and record the load–travel curve of the moving jaw.Carry out the peeling over a minimum length of 75mm which corresponds to a minimum travel of150mm between jaws,according to Figure1in Appendix1.The recording device gives a saw toothed curve as shown in the curve example in Figure2of Appendix1,due to an irregular adhesion between layers.5.EXPRESSION OF RESULTSFor each test specimen,discard the first25mm of the curve.The peeling load(N)is equal to the mean value of loads recorded over the next100mm of the curve(which corresponds to a detachment over50mm)by any adequate system(arithmetic mean,mean figure using Henry’s straight line,calculator,etc.),according to the diagram in Appendix2.6.TEST REPORTAs well as the results obtained,the test report must indicate:•the reference of this method,•the reference of the product examined,•the solvent used,if applicable,•the operating details not specified in the method as well as any possible incidents likely to have affected the results.TEST SPECIMEN TENSILE TESTEXAMPLE OF CURVE OBTAINED AND ASSESSMENT OF THE MEAN PEELING LOADDIAGRAM FOR TRACING HENRY’S STRAIGHT LINE(20TESTS)7.RECORDS AND REFERENCE DOCUMENTS7.1.RECORDS7.1.1.CREATION•OR:01/06/1978–CREATION OF THE PSA NORME.REPLACES THE ASSOCIATION NORME No.1015.7.1.2.SUBJECT OF THE MODIFICATION•B:24/11/2003–COMPLETE REWRITE of the test method–Working group PSA/RSAS/RVI•A:17/01/1997–INTRODUCED INTO IDEM(French only)7.2.REFERENCE DOCUMENTS7.2.1.PSA DOCUMENTS7.2.1.1.Normes7.2.1.2.Others7.2.2.EXTERNAL DOCUMENTS7.3.EQUIVALENT TO:7.4.CONFORMS TO:7.5.KEY WORDS。