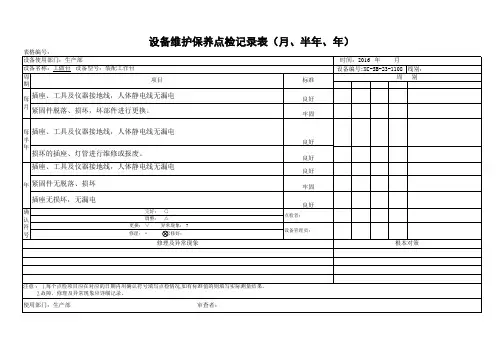
设备日常维护保养点检记录表
- 格式:xls
- 大小:31.00 KB
- 文档页数:2


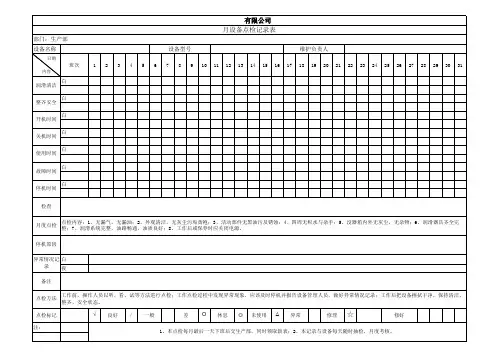
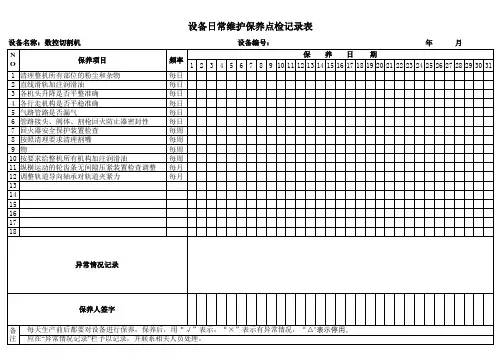
年月周期项次点检内容
12345678910111213141516171819202122232425262728291控制系统是否正常
2主轴端和内锥孔是否清洗干净
3自动润滑器油量是否足够
4自动润滑器泵油压力是否正常
5刀具、刀柄、夹具是否清洁
6限位开关位置是否清洁
7机床水盆、滤网是否清理废屑
8机床板金及周围是否清洁
9压缩空气气压是否正常
10三点组合是否排空积水
11切削/冷却油是否足够
12稳压器显示电压是否稳定
13导轨是否有润滑油
14三轴运行是否平稳
15主轴运转声音是否正常
1连接管线是否连接牢固完整
2电箱散热风扇、罩是否清洁
3切削/冷却油是否腐臭、更换
4三点组合内是否清洗杂质
5
外观、外部配件是否清洁积尘
6
自动润滑器是否清洗油壶废油每日必检项每月必检项设备日常维护保养点检记录表
机床型号: 设备编号:
1保养点检者签名
异常情况记录
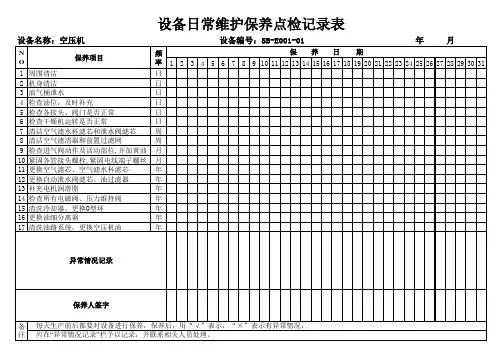
备注:每天生产前后都要对设备进行保养,保养后,用“√”表示,“×”表示有异常情况,应在“异常情况记录”栏予以记录,并联系相关人员理。
关人员处。

填表人:
核:年月
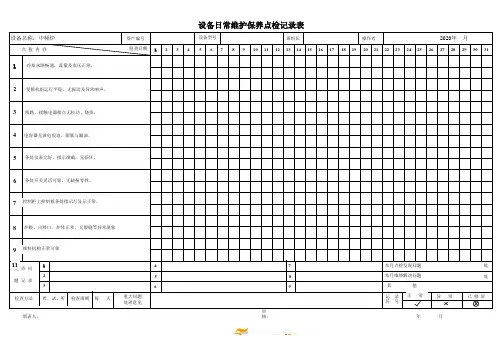
设备日常维护保养点检记录表
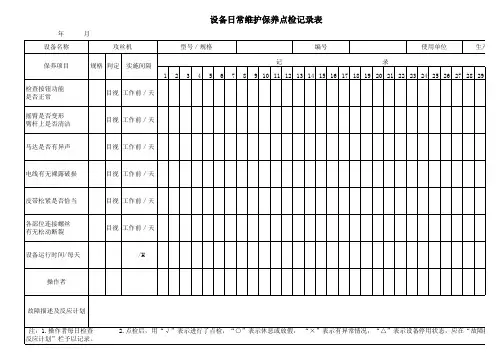
设备名称:中频炉
2020年 月1冷却水路畅通,流量及水压正常。
2变频机组运行平稳,无振动及异常响声。
3线路、接触电器接点无松动、烧伤。
4电容器无放电痕迹、膨胀与漏油。
5各处仪表完好,指示准确,无损坏。
6各处开关灵活可靠,无缺损零件。
7点检内容检查日期资产编号12345678910111213141516171819202122232425262728293031设备型号班组长操作者交班问题记录1
23检查方法456看、试、听检查周期每天重大问题处理意见789本月点检发现问题处本月维修解决问题
处其
他记录
符号正常异常已修好
89
101112131415控制柜上控制板各处指示灯显示正常。
炉膛、出料口、炉体正常,无裂缝等异常现象推料机构正常可靠。
设备日常维护保养记录设备的日常维护保养是确保设备正常运行和延长设备使用寿命的关键。
维护保养工作包括定期检查设备、清理设备、检查设备部件的磨损和更换设备零部件。
以下是我所在公司设备的日常维护保养记录。
日期:2024年10月1日设备名称:XXX设备设备型号:XXX保养人员:张三保养内容:1.设备外观清洁:使用干净的布擦拭设备外观,清除灰尘和污渍。
2.设备通风孔清理:使用吸尘器清理设备通风孔,保证设备散热正常。
3.电源线检查:检查所有电源线是否完好无损,如有破损或老化现象,及时更换。
4.控制面板检查:检查设备的控制面板是否正常工作,按键是否灵敏。
5.内部部件清理:打开设备外壳,使用吸尘器清理设备内部的灰尘和杂物。
6.内部线路检查:检查设备内部线路的连接是否正常,如有松动现象,及时固定连接。
7.冷却风扇检查:检查设备的冷却风扇是否正常运转,如有异常声音或不运转,及时更换。
8.设备传感器检查:检查设备的传感器是否正常工作,如有故障现象,及时更换或修理。
9.设备运行测试:打开设备,运行测试设备的各项功能是否正常。
10.设备润滑:对设备的关键部位进行润滑,保证设备的正常运行。
保养结果:本次保养过程中,设备外观清洁度得到了提高,设备通风孔通畅,电源线完好无损,控制面板正常工作,设备内部清理干净,内部线路连接稳固,冷却风扇正常运转,设备传感器工作正常。
运行测试时,设备的各项功能正常,没有发现异常现象。
设备润滑工作也得到了有效的实施。
维护建议:为了保证设备长期的正常运行,建议加强设备的定期维护保养工作。
具体建议如下:1.每周定期检查设备通风孔,保证设备散热正常。
2.每月对设备内部进行清洁,清除积聚的灰尘和杂物。
3.定期检查电源线和控制面板的连接,确保设备正常供电和操作。
4.每季度对设备的冷却风扇进行清理和润滑,防止风扇磨损和卡死。
5.定期检查设备传感器的工作情况,确保传感器的准确性和可靠性。
总结:设备日常维护保养记录是对设备维护保养工作的一种记录和总结,通过及时保养和维修可以有效减少设备故障和提高设备使用寿命,降低维修成本和生产中断。
年月
设备日常维护保养点检记录表
设备编号:SB-E001-01
设备名称:空压机
年月
设备日常维护保养点检记录表
设备名称:除湿机
设备编号:SB-E020
年月
设备名称:冷水机组、风冷机组设备编号:SB-E020
年月
设备名称:无塔供水设备编号:SB-E012
年月
设备名称:纯水机设备编号:SB-E013
年月
设备日常维护保养点检记录表
设备名称:超纯水机
设备编号:SB-E011
年月
设备名称:制氮机设备编号:SB-E002
年月
设备名称:真空泵设备编号:SB-E010-01
年月
设备日常维护保养点检记录表
设备名称:超声波焊机
设备编号:SB-E009-01
年月
设备日常维护保养点检记录表
设备名称:车床
设备编号:SB-E003
年月
设备名称:铣床设备编号:SB-E004
年月
设备名称:铣床设备编号:SB-E004
年月
设备日常维护保养点检记录表
设备名称:平面磨床
设备编号:SB-E005
年月
设备日常维护保养点检记录表
设备名称:外圆磨床
设备编号:SB-E006
年月
设备日常维护保养点检记录表
设备名称:剪板机
设备编号:SB-E007
年月
设备日常维护保养点检记录表
设备名称:折弯机
设备编号:SB-E008。
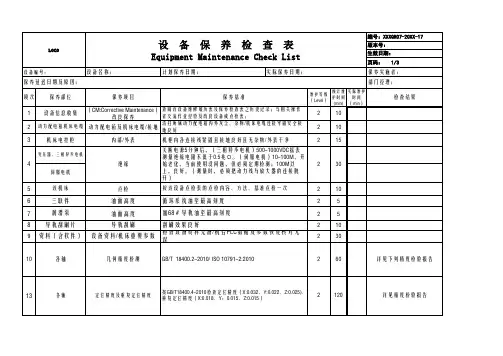
注:1、机床加工能力参数——工件最大直径φ500;刀架处工件最大直径φ300;马鞍部位工件最大直径φ710;轴孔φ105注:1、机床加工能力参数——各轴行程x787×y406×z406;注:1、机床加工能力参数——工件最大直径φ320;工件最大长度1000;轴孔φ52注:1、机床加工能力参数——磨削外圆直径范围φ8~φ200;工件最大重量50kg;最小进给0.001;工件最大长度5002、注意事项:a、更换砂轮时,检查砂轮允许最大线速度是否大于35m/s;砂轮是否存在有裂纹或不正常声音;应在水平误差≤0.02/1000的水平检查仪上校正砂轮静平衡,直径大于200mm的砂轮更换后装机修整砂轮、甩干水后应拆下再做一次静平衡;新更换的砂轮要进行至少5分钟的试运转,发现异常应立即停止使用。
b、启动砂轮时,操作者切勿站立在砂轮正前方;修整砂轮时,须在砂轮停转时拆卸砂轮修整器,严禁用手持金刚笔修整砂轮,干修时必须戴防护镜和口罩;头架变速必须在皮带和带轮静止时进行;卡盘装夹磨削时,工件装夹完毕后必须取下卡盘扳手后方可启动头架;顶尖磨时,装工件前应用清洁润滑油润滑顶尖,砂轮架退出且头架主轴停转后方可进行工件装卸;机床操作突然发生故障时,应立即按下急停按钮。
c、维护保养时,保持机床清洁,尤其是导轨面和上台面的清洁,防止生锈,防止杂质进入而使移动面拉毛,防止机床表面变色;机床检修时,注:1、机床加工能力参数——各轴行程x640×y400×z500;工作台面750×360注:1、机床加工能力参数——各轴行程x320×y400;250kg;工作台面360×610;最大厚400;Ra≤2.5μm;最大切割速度100mm2/min注:1、机床加工能力参数——最大钻孔直径φ50;注:1、机床加工能力参数——最大工件直径φ400;床鞍上工件最大直径φ200;最长工件L710;主轴孔φ52;行程:x275×z650注:1、机床加工能力参数——设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录/JG-CX-6-01-J309设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录验收人:。