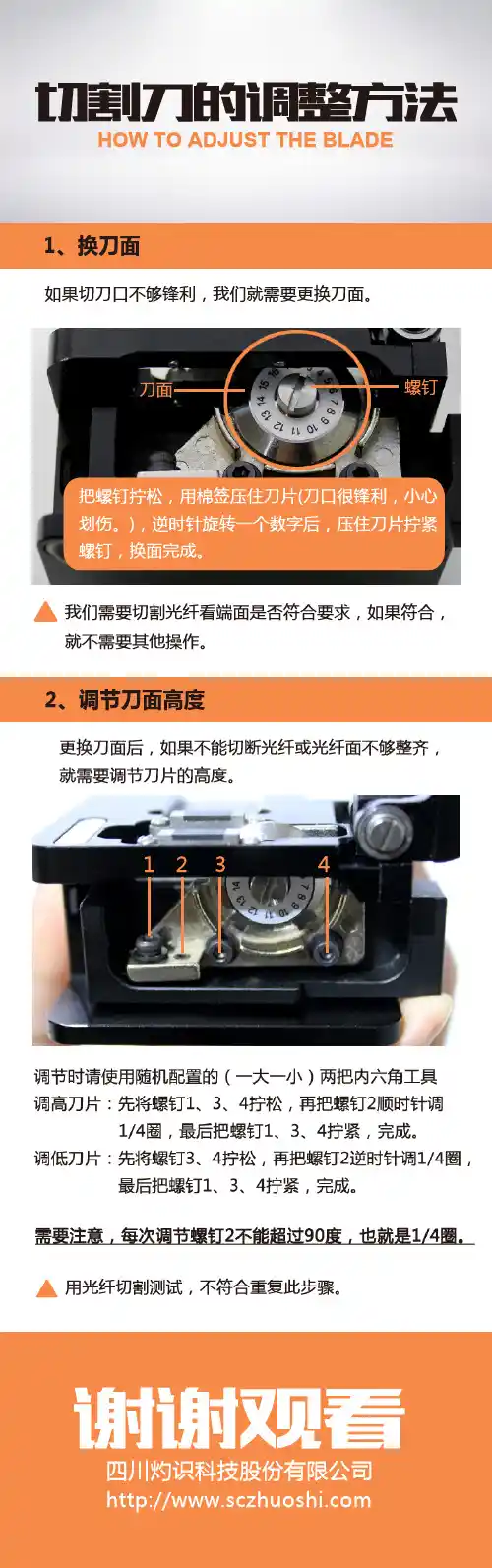
灼识熔接机的切割刀调整方法
- 格式:pdf
- 大小:7.14 MB
- 文档页数:1
切割机操作规程标题:切割机操作规程引言概述:切割机是一种常见的工业设备,用于将原材料切割成所需尺寸和形状。
正确操作切割机是确保生产效率和安全的关键。
本文将详细介绍切割机的操作规程,匡助操作人员正确、安全地操作切割机。
一、切割机操作前准备1.1 确认切割机的工作状态:检查切割机的电源、气源等是否正常,确认切割机的各项功能是否正常。
1.2 准备切割材料:将需要切割的原材料准备齐全,确保材料的尺寸和形状符合要求。
1.3 穿戴个人防护装备:操作人员应穿戴好安全帽、护目镜、手套等个人防护装备,确保安全操作。
二、切割机操作流程2.1 启动切割机:按照切割机的操作手册,正确启动切割机,调整切割机的速度和刀具位置。
2.2 放置原材料:将需要切割的原材料放置在切割机的工作台上,并根据需要调整材料的位置和角度。
2.3 开始切割:按下启动按钮,开始切割操作,注意观察切割过程中的情况,及时调整刀具位置和速度。
三、切割机操作注意事项3.1 避免过度疲劳操作:长期操作切割机容易导致操作人员疲劳,应定时歇息,保持良好的工作状态。
3.2 防止材料卡刀:在切割过程中,应注意材料是否卡刀,及时清理切割机的刀具和工作台。
3.3 防止切割机故障:定期检查切割机的各部件,保持切割机的清洁和润滑,及时维修和更换损坏的部件。
四、切割机操作结束后处理4.1 关闭切割机:在切割完成后,及时关闭切割机的电源温和源,清理切割机的工作台和周围环境。
4.2 清洁维护切割机:定期清洁切割机的刀具、传动链条等部件,保持切割机的良好状态。
4.3 做好操作记录:记录每次切割的材料、数量、质量等信息,以便后续的生产管理和质量控制。
五、切割机操作规程的培训和考核5.1 培训操作人员:对新员工进行切割机的操作规程培训,包括安全操作、故障处理等内容。
5.2 考核操作技能:定期对操作人员进行切割机操作技能的考核,确保操作人员的操作技能符合要求。
5.3 持续改进:根据操作人员的反馈和实际情况,不断改进切割机的操作规程,提高生产效率和安全性。
光纤切割刀实用手册关于调整DVP切割刀的几个问题及安装刀片一、刀切的不好有以下几种情况:1、切不断:可能是刀在磨损了一段时间后刀的高度低了,这时可松开固定刀片的两个螺丝,把用过的刀面旋转一个很小的角度,再固定好刀片。
如还切不断,要调刀片的高度。
2、端面带刺:说明刀面的高度低了,要调整高度,方法见3、切的端面斜及芯子花:可能刀面的此点不快,可旋转刀面跳过此点。
也可能是刀片的高度调的太高了,这时要把固定刀面的两个螺丝松开,还要把刀座底面固定调节刀片高度的螺丝松开,剥一根裸纤,放在载纤槽上,盖上左面压板,右面压光纤的盖板打开,用一字起旋转调节螺丝,降低刀面的高度,掌握一个原则,用手轻轻把光纤按在左面的橡皮垫上,让光纤与左右橡皮垫接触,刀架在前后运动时,刀片能碰到光纤,光纤有轻微的颤动即可,然后先固定底面的螺丝,再紧两个固定刀面的螺丝。
如端面还是斜则再降低一点高度,如切不断了说明刀面太低了,就要再升高一点。
如此反复即可。
以上是一点简单的调试方法,可以慢慢摸索二、替换刀片1. 松开切割刀底部及CAM两边的螺钉2. 取下切割刀底部的螺丝钉3. 把螺钉上在CAM上,用手轻拉螺钉,取出CAM,再取出旧刀片,换上新刀片。
4. 再把CAM安装在原位。
卸下螺钉,上到底部,以备再用。
注意:请勿自行用其它螺钉固定切割刀。
保养清洗方法见光纤熔接机说明书光纤切割刀的调整及安装刀片关于调整DVP切割刀的几个问题及安装刀片一、刀切的不好有以下几种情况:1、切不断:可能是刀在磨损了一段时间后刀的高度低了,这时可松开固定刀片的两个螺丝,把用过的刀面旋转一个很小的角度,再固定好刀片。
如还切不断,要调刀片的高度。
2、端面带刺:说明刀面的高度低了,要调整高度,方法见3、切的端面斜及芯子花:可能刀面的此点不快,可旋转刀面跳过此点。
也可能是刀片的高度调的太高了,这时要把固定刀面的两个螺丝松开,还要把刀座底面固定调节刀片高度的螺丝松开,剥一根裸纤,放在载纤槽上,盖上左面压板,右面压光纤的盖板打开,用一字起旋转调节螺丝,降低刀面的高度,掌握一个原则,用手轻轻把光纤按在左面的橡皮垫上,让光纤与左右橡皮垫接触,刀架在前后运动时,刀片能碰到光纤,光纤有轻微的颤动即可,然后先固定底面的螺丝,再紧两个固定刀面的螺丝。

熔接机简易操作指南以下内容按KL-170A为准,其他机型可参考解决)1.开启熔接机安装加热器,打开电源开关,按当前供电方式和是否进行张力测试进行相应选择。
2.熔接前的检查检查电极并清洁电极。
3.选择熔接程序根据实际情况选择光纤种类和自动手动工作方式.选择放电程序号(1-5);如不能确定放电程序号,可任选1-5之一如3号程序,用"测试"键,利用自动测试功能来自动调整.4.安放光纤并接续将热缩套管套上待熔接光纤,制作光纤端面,装夹好光纤即可进行熔接,如有非正常情况请按屏幕提示处理5.熔接完毕小心取出熔接好的光纤,复位熔接机,加热热缩管.完成熔接过程.基本维护1.更换保险丝由厂家提供有备用保险丝,可供直接更换。
2. 更换电极首先取下电极室的保护盖,松开固定上电极的螺丝,取出上电极。
然后松开固定下电极的顶丝,取出下电极。
新电极的安装顺序与拆卸动作相反,要求两电极尖间隙为:2.6±0.2mm,并与光纤对称。
通常情况下电极是不须调整的。
在更换的过程中不可触摸电极尖端,以防损坏,并应避免电极掉在机器内部。
更换电极后须进行电弧位置的校准,其过程如下:1〉将熔接机电源开关置“ 开”位置,开启熔接机。
2〉按压“参数”进入一级菜单状态。
3〉按压“ ▲”或“ ▼”键使光标箭头“→”指向“维护方式”项。
4〉按压“确认”键,进入维护菜单。
5〉按压“ ▲”或“ ▼”键使光标箭头“→”指向“清洁电极”项。
6〉按压“确认”键,则机器自动进行电弧放电,以大电流电弧产生的高温将沉积在电极表面的杂质汽化,达到稳定放电电流、清洁电极及对新电极进行老化的效果。
7〉按压“ ▲”或“ ▼”键使光标箭头“→”指向“电弧位置”项。
8〉参见前述,安装左光纤端面,使光纤端面与上下两电极尖构成三点一线。
9〉按压“确认”键,则机器自动进行电弧放电,此时用户可以打开熔接机右光纤压板,观察光纤与电弧的相对位置。
通过调整电极间隙来实现光纤位于电弧中部的目标。