提高冒口补缩效率的方法,冷铁应用
- 格式:doc
- 大小:46.00 KB
- 文档页数:3
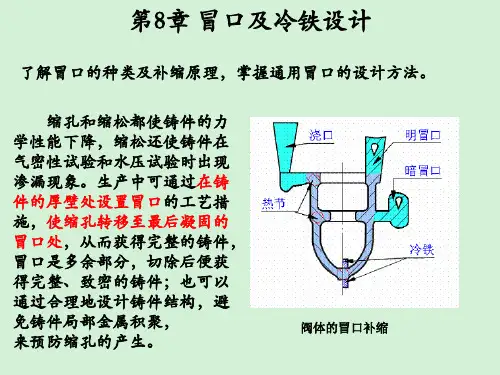
在生产较大较大件生产时,安放冷冷铁是保证铸件同时凝固,避免铸件缩孔、疏松的常用措施。
一、冷铁的作用:1.减小冒口尺寸,提高工艺出品率。
2.在铸件难以设置冒口的部位,放置冷铁可防止缩孔,缩松。
3.在局部部位使用冷铁可控制铸件的顺序凝固,增加冒口的补缩距离。
4.消除局部热应力,防止裂纹。
冷铁分为外冷铁和内冷铁。
外冷铁置于铸件外壁,安放在型砂中,冷铁上面喷涂涂料,一般在落砂时冷铁就能脱离铸件。
内冷铁是将激冷冷插入型中需要激冷的部分,使冷铁与铸件熔为一体,内冷铁主要用于黑色金属厚大铸件生产中。
内冷铁的激冷作用比外冷铁大得多,所以用量要适当。
如内冷铁重量过大,则不能很好地熔合,影响铸件的机械性能,严重时引起铸件裂纹。
重量过小则不能有效消除缩孔、缩松。
内冷铁重量的经验估算公式为:G冷二0.28(G2-G1)式中G冷为内冷铁的重量;G2为铸件厚壁处重量;Gl为铸件壁薄处重量。
5.2使用内冷铁的注意事项:使用前"内冷铁要喷丸或喷砂处理,去除表面锈蚀和油污,常镀锌或镀锡防氧化。
砂型内放置内冷铁后及时浇注,防止内冷铁上聚集水分而产生气孔。
时长一般不超过4h°对放置有较多内冷铁的铸型,浇注前最好用喷灯加热,去除内冷铁表面的水分。
承受高温、高压和质量要求很高的铸件,不宜放置内冷铁。
放置内冷铁的铸型上方应有出气孔,如上方是暗冒口,冒口上也应有较大的出气孔。
采用栅状内冷铁时,单根冷铁的直径不大于30mm。
内冷铁在铸件加工后不得暴露,以免影响铸件的力学性能。
2.3外冷铁分直接外冷铁与间接外冷铁。
使用外冷铁的注意事项:外冷铁紧贴铸件表面的部位应光洁,除去锈污等各种脏物,有时要刷涂料。
对于易产生裂纹的铸造合金浇注的铸件,使用外冷铁时应带有一定的斜度以免型砂和冷铁分界处因冷却速度差别过大而形成裂纹。
外冷铁边缘与砂型相接处不宜有尖角砂。
可以选择随形冷铁。
选择恰当的外冷铁厚度。
太薄的外冷铁只在凝固初期发生微弱的激冷作用,甚至会与铸件熔合在一起。
铸铁件冒口补缩距离
铸铁件冒口补缩距离是指在铸造过程中,铸铁熔液在冒口中凝固收缩所形成的缺口。
铸铁件冒口补缩距离的大小取决于铸铁的性质、铸件的形状和尺寸等因素。
一般来说,冒口补缩距离的设计应考虑到以下几个方面:
1. 冷却收缩:在铸造过程中,铸铁熔液会在凝固过程中发生收缩,这会导致冒口收缩。
冒口补缩距离应大于冷却收缩的距离,以确保冒口能够完全填充铸件。
2. 温度影响:铸铁在凝固过程中的温度变化也会影响冒口补缩距离。
一般来说,温度较高的情况下,冒口补缩距离应大于温度较低的情况。
3. 减少翘曲:冒口补缩距离还可以用来减少铸件的翘曲,提高铸件的准确性和质量。
在实际生产中,需要综合考虑以上因素,根据具体的铸造工艺和要求来确定合适的冒口补缩距离。
一般来说,通过试验和经验总结,可以确定不同型号和尺寸铸铁件的适宜冒口补缩距离。
职业教育材料成型与控制技术专业教学资源库球墨铸铁铸件生产技术课程提高球墨铸铁冒口补缩效率的措施主讲:贺生明榆林职业技术学院提高球墨铸铁冒口补缩效率的措施球墨铸铁的浇冒口重量约占20%~40%,耗费金属多,增加了切除冒口的工作量。
所以,提高冒口的补缩效率,减少冒口重量,并使冒口便于切除是节约金属、降低成本的重要环节。
此外,创造条件采用小冒口或无冒口铸造是当前提高冒口补缩效率的一个重要途径。
提高冒口补缩效率的主要措施有:提高冒口中金属液的补缩压力,如大气压力冒口、压缩空气冒口等;延长冒口中金属液的保持时间,如发热冒口、保温冒口等;还有便于切割的易割冒口。
一、大气压力冒口大气压力冒口是指在暗冒口的顶部插放一个细的砂芯,或造型时做出锥顶砂,伸入到冒口的中心区,浇注后冒口表面结壳与大气隔绝后,外界大气压力仍可通过砂芯中的出气孔及砂粒孔隙进入冒口中,从而增加了冒口的补缩能力。
浇注完毕后冒口的表面冷却快而先结成壳。
继续冷却收缩时,冒口内液面下降,在壳的顶部下面形成真空如图1中的A处。
此时失去大气压力,只能依靠冒口中铁水柱的自重补缩(称自重压力冒口)。
这样就降低了冒口的补缩效果。
为了在补缩期间不失掉大气压力,可以做成大气冒口和吊砂冒口。
图1自重压力冒口二、压缩空气冒口实践证明冒口加压能提高冒口补缩效率。
图2是个采用低压铸造气压冒口,另一个采用重力冒口,其它条件相同。
结果气压冒口内形成Φ70~110,L=120~130mm的空腔,这说明冒口补缩效率提高了。
图2加压冒口和普通冒口的对比a)气压冒口解剖后有最大直径φ70~110,长120~130毫米的空腔b)重力冒口,解剖后无缩孔三、发热冒口用发热材料作冒口套的冒口称发热冒口。
发热冒口包括发热套冒口(图3)和发热剂冒口两类(图4)。
发热剂冒口是在普通冒口的顶面撒入发热剂的一种冒口工艺,适用于大、中型冒口,特别是单件生产的大、中型铸件中。
图3发热套冒口结构a)发热套暗冒口b)发热套明冒口1-暗冒口2-发热套3-发热套下至铸件型腔有10-40毫米的普通砂层4-型腔5-出气孔6-明冒口7-明冒口发热套8-铸件型腔9-明冒口上的保温剂H—胃口高图4发热剂冒口结构1-冒口2-发热剂3-砂型4-冒口中的钢液5-铸件发热套由发热剂、氧化剂、点火剂、保温剂和粘结剂组成,有时不用保温剂。
冒口补缩铸件的三个基本条件在铸造过程中,冒口补缩是至关重要的环节之一,它对于确保铸件的质量和性能具有至关重要的作用。
本文将探讨冒口补缩铸件的三个基本条件,以帮助铸造工程师更好地理解和应用这一技术。
一、合适的冒口设计冒口设计是冒口补缩的第一步,也是最关键的环节之一。
一个合适的冒口设计应该能够有效地为铸件提供足够的补缩,同时避免过多的材料浪费。
冒口的大小、位置和形状等因素都会影响其补缩效果。
因此,铸造工程师需要根据铸件的大小、壁厚、热节等因素,选择合适的冒口设计。
在选择冒口设计时,需要考虑以下几个因素:1. 冒口的容量:根据铸件的大小和壁厚,计算出所需的补缩量,并选择足够容量的冒口。
2. 冒口的位置:冒口应放置在铸件的热节处,以最大限度地发挥补缩效果。
同时,考虑到金属液的流动和型砂的退让,也需要合理安排冒口的位置。
3. 冒口的形状:常见的冒口形状有圆柱形、圆锥形和方形等。
不同形状的冒口具有不同的补缩效果,需要根据实际情况进行选择。
二、合适的浇注温度和速度浇注温度和速度是影响冒口补缩效果的另一个重要因素。
浇注温度过高可能导致金属液氧化和浇不足等问题,而浇注温度过低则可能影响冒口的补缩效果。
因此,铸造工程师需要根据实际情况选择合适的浇注温度和速度。
在选择浇注温度和速度时,需要考虑以下几个因素:1. 金属液的成分和性能:不同成分的金属液具有不同的浇注温度和速度要求。
例如,高碳钢的浇注温度通常较高,而低碳钢的浇注温度则相对较低。
2. 铸件的大小和壁厚:铸件的大小和壁厚会影响金属液的冷却速度和补缩效果。
对于较大的铸件或较厚的壁,需要选择较低的浇注温度和较慢的浇注速度,以利于金属液的补缩。
3. 浇注系统的设计:浇注系统的设计也会影响金属液的流速和温度。
合理的浇注系统设计可以提高金属液的利用率和补缩效果。
三、控制好凝固时间控制好凝固时间也是实现冒口补缩的重要条件之一。
在金属液凝固过程中,需要保证足够的补缩时间,同时避免因冷却过快而导致补缩不足或产生热裂等问题。

在高铬铸铁上应用外冷铁的几点体会作者:张国强来源:《中国科技博览》2018年第16期[摘要]为消除高铬铸铁件热节处的缩孔、缩松、裂纹等缺陷,应用外冷铁是行之有效的工艺措施,本文从高铬铸铁用外冷铁的设置原则、材料选用、尺寸设计以及使用注意事项等方面,结合自己多年的现场经验,谈一些体会。
[关键词]高铬铸铁热节外冷铁缩孔裂纹中图分类号:S597 文献标识码:A 文章编号:1009-914X(2018)16-0373-01一、高铬铸铁外冷铁的设置原则(1)当铸件中热节比较分散,又难以安放冒口时,可设置外冷铁,以防止缩孔、缩松等缺陷产生。
如泥浆泵蜗壳法兰、隔舌等处都应用了外冷铁,对消除缩孔、缩松起到了很好的作用。
(2)当铸件局部壁厚要求加速冷却,使之与铸件其他部分同时凝固时或在铸件的厚壁与薄壁的转角处(应力集中)应安放冷铁,以防止裂纹、变形等缺陷产生。
如泥浆泵蜗壳两脚丫与本体连接处、出水口法兰背后等应用了外冷铁起到了很好的防裂效果。
(3)当铸件的热节部位设置冒口后,补缩能力尚不足或为了减小冒口体积,提高铁水的利用率时,应安放冷铁,一般设在冒口的相对位置处(远离冒口),不应安放在冒口附近,以免影响补缩。
(4)当铸件某部位要改善金相组织、提高表面硬度、增加耐磨性时,可在该处安放外冷铁。
如泥浆泵蜗壳隔舌流道冷铁,对提高该处耐磨性,延长使用寿命起到了很好的作用。
(5)对于断面较均匀的厚壁铸件,也可以利用冷铁的激冷作用加快铸件凝固,有利于铸件的补缩。
(6)外冷铁主要用于壁厚100毫米以下铸件,太厚的铸件起不到应有的激冷作用。
二、高铬铸件用外冷铁材料选择可用铸钢、灰铸铁、球铁、钢版、圆钢等,生产中多用灰铸铁、高络铸铁铸成成形冷铁或用Q235-A钢材经机加工而成。
三、高铬铸铁外冷铁尺寸设计(1)热节厚度达到该处正常厚度的2或2.5倍时,则须与冒口联合用。
(2)冷铁厚度一般为被激冷部位厚度的0.6~1.2倍;板形冷铁厚度最厚为70毫米;圆柱形外冷铁最大外圆直径为45毫米;采用顺序凝固时,可使冷铁向一个方向逐渐减薄,以逐渐减弱激冷作用。
球墨铸铁冷铁应用原则
球墨铸铁冷铁的应用原则主要包括以下几点:
与冒口配合使用,形成人为末端区,扩大冒口作用区域,减少冒口的体积,提高工艺出品率。
在铸件壁厚变化较大的部位设置冷铁,使凝固速度趋于均一,消除局部的热应力,减少裂纹的出现。
提高冷铁附近的冷速,细化周围晶粒,改善基体组织与性能。
此外,冷铁按照放置位置可以分为外冷铁和内冷铁。
外冷铁放置在铸件表面或铸型之中,与铸件直接或间接接触,常用的材料有铸钢、铸铁、石墨、铜和碳化硅等。
外冷铁依照与铸件之间的介质不同可以分为无气隙外冷铁、有气隙外冷铁和间接外冷铁。
间接外冷铁与铸件有挂砂相隔,一般用于较厚的铸件,避免因直接与冷铁接触而产生皱皮或裂纹。
内冷铁放置在型腔内,形状有块状、棒状和螺旋状几种类型,一般采用铸件本体材料。
根据内冷铁表层与钢液的熔融情况,可分为熔合内冷铁和不熔合内冷铁,熔合内冷铁温升高于合金固相线温度,不熔合内冷铁温升小于或等于固相线温度。
的冒口和冷铁的的设计优劣也深深影响着其品质的好坏。
设计的好既可以减少冒口,提高球墨铸铁件优良率,也可以直接降低生产成本,促进经济效益的提升。
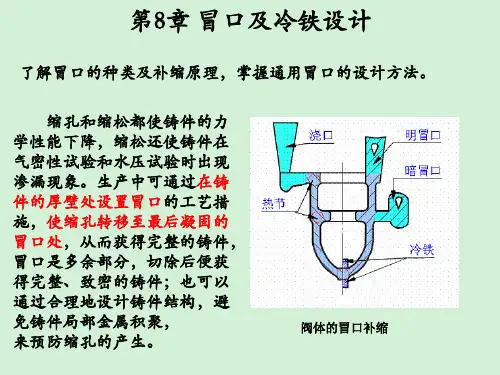
因此为实现以上效果,我们必须要了解冒口和冷铁的作用以及设计过程中需注意的问题!球墨铸铁件冒口的作用:在铸件成形过程中提供由于体积变化而需要补缩的金属液体,以防止在铸件中出现收缩类型的缺陷.冷铁的作用:1)加快铸件热节部分的冷却速度,使铸件趋于同时凝固,有利于防止铸件的变形或出现裂纹,并有可能减少偏析.2)与冒口配合使用,使铸件局部区域冷却加速,强化了铸件方向性(顺序)凝固的条件,有利于冒口补缩和扩大冒口补缩范围,这样,不仅有利于防止铸件产生缩松,缩块缺陷,还有可能减少冒口的数量或体积及补缩的斜度,提高球墨铸铁件工艺出品率.3)加快铸件某些特殊部位的冷却速度,以期达到提高铸件表面硬度和耐磨性、细化基体组织的目的。
4)在难于设置冒口或冒口不易于补缩到的部位防止冷铁以减少或防止出现缩松、缩孔.5)对球墨铸铁,用冷铁进行激冷可以增大铸件表面或中心的温度梯度,有利于提高石墨化膨胀的利用程度和提高冒口补缩效果.球墨铸铁的凝固方式为糊状凝固,我们在设计时考虑按此凝固方式进行设计,并且还需要做凝固模拟以验证我们所设计的工艺是否正确。
当然在考虑整个工艺时尽量考虑冒口和冷铁,将他们结合起来考虑。
因此在冷铁和冒口的设计中我们必须注意以下问题:冒口必需能传运足够的铁水以补偿收缩.液态收缩:高于TL温度:1,5%/100°C.固态收缩:0–2—5%,取决于铁水的冶金质量。
冒口必须能起作用:暗冒口必须有Williams芯子和气眼,明冒口必须有发热套。
冒口有一定的补缩距离,它取决于壁厚和铁水的冶金质量。
它可以是:水平补缩距离:10到2倍断面厚度,垂直补缩距离:15到4倍的断面厚度。
认识到球铁在与造型接触时会产生一个固体层是很重要的。
该层(2—3mm)对薄壁件比对厚壁件更为重要.冷铁决不能弥补铁水的缩松,它只会把这个缩松转移到其它区域。
铸件冒口直径补缩怎么计算?4个简单方法轻松解决!铸造生产当中,冒口的设计直接关系着铸件的成品率与质量。
因此,许多铸造厂都非常重视铸件冒口的设计。
所谓冒口,顾名思义就是铁水浇注时冒上来的口,有两个主要作用,一是浇注完成后热液补缩,二是注汤时,型腔内快速排出气体。
排气作用就不说了,就说补缩,铁水在液态向固态凝固时,铸铁的铁水有个特性,先共晶,再共析,共晶过程也是膨胀的过程,共析是收缩的过程,铁水的缩性又与化学成分,冷却速度,型核分布,熔炉速度,熔炼温度,镇静时间,浇注温度有关,难以一言蔽之,铁水熔炼不控制好,就算有最好的计算结论,都是白搭。
这个问题看似简单,基本上等同于简述铸造工艺学。
今天,只简要地讲述一下冒口设计的基本要素。
冒口设计要根据不同的材料,不同尺寸,不同形状,不同材质的特性进行设计。
首先,铸造工艺不一样,由此引申出的各类冒口的类型也是不一样的,因而冒口尺寸计算的方法也是不一样的。
简单以材料分类,铸钢件采用的冒口计算方法有模数法、三次方程法、补缩液量法和比例法。
铸铁件因凝固方式特殊(受冶金质量和冷却速度影响),大多靠经验辅以模数法和比例法。
今天,只简单说说铸钢。
第一、模数法模数指的是铸件被补缩部位的体积与散热表面积的比值称为模数。
模数基本等同于铸件的凝固时间,也就是说不同形状大小的铸件,只要模数相同,我们就认为他们的凝固时间几乎相等。
当我们使用模数法时,基本遵循两条原则:1.冒口的模数需大于铸件被补缩区域的模数。
2.冒口必须有足够的金属溶液补充铸件收缩部分的体积收缩。
第二、三次方程法三次方程法是模数法的延伸,主要用于计算机辅助设计中。
这种方法的原理是:冒口在补缩铸件的过程中,质量向铸件转移,冒口体积不断缩小,当凝固结束时,冒口体积减小,冒口的散热面积由于中间缩孔总是位于冒口中间的位置,可以认为冒口的缩孔侧面总的散热面近似等于冒口顶面的散热结果。
即可近似认为冒口凝固结束时的散热面积等于冒口凝固初始时的散热面积。
§6 提高冒口补缩效率的办法
普通冒口(自重压力冒口)定义,重量
提高冒口补缩效率的途径:
1)提高冒口中金属液的补缩压力……大气压力冒口。
2)延长冒口中金属保持液态的时间……发热冒口或保温冒口。
一大气压力冒口
大气压力冒口定义:在暗冒口顶部插入一透气性好的砂芯或做出倒锥形的吊砂,将其伸入冒口最热区域。
由于砂芯顶部或吊砂尖端剧烈受热,使其晚于冒口的其他部分凝固,而大气压力可通过砂的孔隙作用在冒口内的金属液面,从而提高冒口的补缩压力。
二发热冒口及保温冒口
1 发热冒口
原理:利用发热材料与钢液接触时发生化学反应放出大量的热,使冒口内液态金属的作用时间延长,冒口体积仅为普通冒口1/2~1/4。
发热套通常由发热剂、保温剂及粘结剂组成(见表4-10,p143)。
发热冒口多用于小于Φ400的冒口。
为防铸件增碳,应在发热套根部做一10~40mm厚型砂层(保温冒口则无此型砂层)。
对明冒口,需在液面上撒发热剂。
2 保温冒口
用蓄热系数小的保温材料(如珍珠岩、发泡石膏、陶瓷棉等)制成保温套。
陶瓷棉保温效果最好,陶瓷棉保温冒口体积比普通冒口小8倍。
3 其它
加氧冒口和电弧加热冒口。
三易割冒口
对于不易用机械方法切割而气割易产生裂纹的
高合金铸件,通常采用易割冒口。
在冒口根部放一
由耐火材料(白泥+耐火泥+膨润土+耐火砖粉)
制成的带一小于冒口直径圆孔的隔片,使补缩通过
圆孔进行。
为使冒口颈不影响补缩,必须恰当选择
冒口颈直径和隔片厚度,且尽量使金属液经过隔片
上方流入型腔。
经验尺寸:
被补缩部分延续度大于8T,D=(2~2.5)T;小于8T
时,D=(1.5-1.8)T,T为热节圆直径。
冒口高度:
明冒口,H=(1.5~1.7)D; 暗冒口,H=(2.0~2.2)D.
冒口直径同缩颈直径d1、d2及隔片厚度之间的关系见下表:
§7 冷铁应用
冷铁作用:
1 铸件顺序凝固,防止缩孔、缩松,提高工艺出品率;
2 保证同时凝固,防变形和裂纹;
3 加速局部冷却,改善基体组织;
4 保证冒口难于补缩部分不出现缩孔、缩松。
外冷铁:直接外冷铁+间接外冷铁
内冷铁:浇铸后与铸件熔接。