瑞风商务车托架零件冲压成形过程的数值模拟
- 格式:pdf
- 大小:417.28 KB
- 文档页数:4
78内蒙古石油化工2014年第5期托架冲压工艺方案的分析及模具设计王仙萌1’2,唐文亭1(1.西安理工大学材料科学与工程学院,陕西西安710048;2.西安航空职业技术学院,陕西西安710089)摘要:冲压工艺方案的分析是一个复杂的过程,它的合理性需要企业的实际经验和一定的知识积累。
以托架为例,阐述工艺方案的分析与模具设计过程。
关键词:托架;工艺方案分析;模具设计中图分类号:T G382文献标识码:A文章编号:1006—7981(2014)05—0078—02对于复杂的冲压件,工艺方案的设计是一个多因素下的任务分配与排序的决策过程。
由于影响因素的复杂性,交叉性,模糊性,准确评判工艺方案是否合理需要经验和专业知识。
通常情况下,冲压件的工艺分析应满足合理性,经济性和先进性,即在保证产品质量的前提下,节约制造成本,提高生产效率。
笔者以托架为例阐述其冲压工艺方案的分析及模具设计过程。
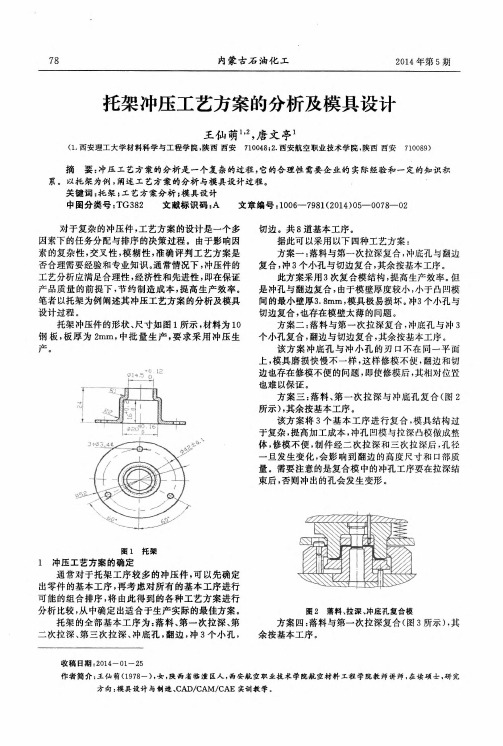
托架冲压件的形状、尺寸如图1所示,材料为10钢板,板厚为2m m,中批量生产,要求采用冲压生产。
图1托架1冲压工艺方案的确定通常对于托架工序较多的冲压件,可以先确定出零件的基本工序,再考虑对所有的基本工序进行可能的组合排序,将由此得到的各种工艺方案进行分析比较,从中确定出适合于生产实际的最佳方案。
托架的全部基本工序为:落料、第一次拉深、第二次拉深、第三次拉深、冲底孔,翻边,冲3个小孔,切边。
共8道基本工序。
据此可以采用以下四种工艺方案:方案一:落料与第一次拉深复合,冲底孔与翻边复合,冲3个小孔与切边复合,其余按基本工序。
此方案采用3次复合模结构,提高生产效率。
但是冲孔与翻边复合,由于模壁厚度较小,小于凸凹模间的最小壁厚3.8m m,模具极易损坏。
冲3个小孔与切边复合,也存在模壁太薄的问题。
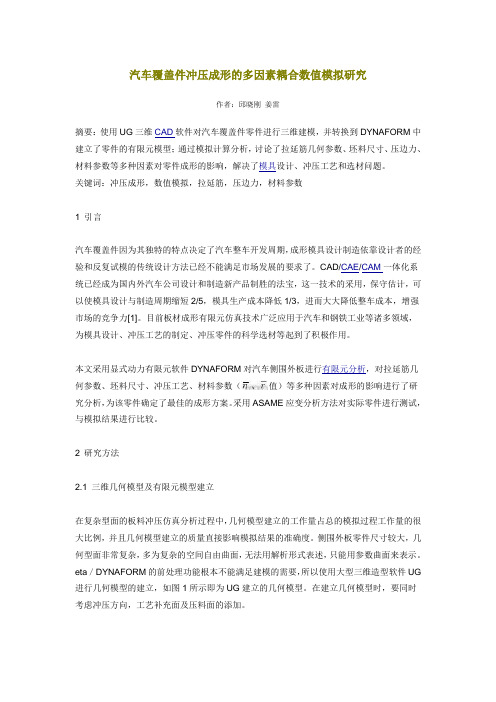
方案二:落料与第一次拉深复合,冲底孔与冲3个小孔复合,翻边与切边复合,其余按基本工序。
该方案冲底孔与冲小孔的刃口不在同一平面上,模具磨损快慢不一样,这样修模不便.翻边和切边也存在修模不便的问题,即使修模后,其相对位置也难以保证。

汽车覆盖件成形加工生产目前主要依靠传统经验设计来制定冲压工艺、开发相关模具,具有相当大的随意性和不确定性。
然而板料成形的力学过程及成形影响因素非常复杂,是一个集几何非线性、材料非线性、接触非线性于一体的强非线性问题,用传统的解析方法很难求解。
塑性成形理论经过100多年的发展,已相当成熟。
随着计算机应用技术的普及,板料塑性成形过程用有限元方法进行数值模拟已成为一项有效解决该问题的高新技术。
汽车覆盖件包括覆盖汽车发动机、底盘、构成驾驶室及车身的所有厚度3mm以下的薄钢板冲压而成的表面和内部零件,其重量占到汽车用钢材总量的50%以上。
汽车覆盖件具有材料薄、形状复杂、多为复杂的空间曲面、结构尺寸大和表面质量高等特点。
在冲压时毛坯的变形情况复杂,故不能按一般拉伸件那样用拉伸系数来判断和计算它的拉伸次数和拉伸可能性,且需要的拉延力和压料力都较大,各工序的模具依赖性大,模具的调整工作量也大。
汽车覆盖件成形过程中板料上的应力应变分布情况非常复杂,成形质量影响因素较多。
从变形方式看,板料的成形是拉延、翻边、胀形、弯曲等多种变形方式的组合过程。
对一个给定的零件来说,一套合理的模具和工艺方案的确定,不仅要靠实践经验和理论计算,还往往离不开反复地试模和修模。
因此汽车覆盖件模具设计的主要任务就是要解决好冲压过程中板料不同部位之间材料的协调变形问题,既要避免局部区域过分变薄甚至拉裂,又要避免起皱或在零件上留下滑移线,还要将零件的回弹量控制在允许的范围内。
目前,板料冲压过程的计算机分析与仿真技术(非线性有限元分析技术)已能在工程实际中帮助解决传统方法难以解决的模具设计和冲压工艺设计难题,如计算金属的流动、应力应变、板厚、模具受力、残余应力等,预测可能的缺陷及失效形式,如起皱、破裂、回弹等。
在汽车覆盖件的设计中采用数值模拟技术能从设计阶段准确预测各种工艺参数对成形过程的影响,进而优化工艺参数和模具结构,缩短模具的设计制造周期,降低产品生产成本,提高模具和冲压件产品品质。

编号毕业设计(论文)题目汽车某支架冲压工艺及模具设计二级学院材料科学与工程学院专业材料成型及控制工程目录摘要 (1)Abstract (2)1 绪论 (3)1.1 冲压模具发展 (3)1.2 冲压工艺方面 (4)2 冲压工艺分析及工艺方案的确定 (6)2.1设计题目 (6)2.2零件的工艺分析 (7)2.3最佳工艺方案 (7)3.落料冲孔复合模的计算与设计 (8)3.1 毛坯的尺寸计算 (8)3.2 排样设计 (9)3.3冲压力的计算 (10)3.4压力中心的计算 (11)3.5工作零件的尺寸计算 (12)3.6冲压设备的选择 (14)3.7落料冲孔复合模的主要零部件的设计 (15)4 成形模的计算和设计 (22)4.1成形模的冲压力的计算 (22)4.2 压力中心的计算 (23)4.3工作零件的设计和确定 (24)4.4 成形的冲压设备的选取 (25)4.5 模具零件的结构尺寸 (25)5 翻边冲孔模的计算与设计 (28)5.1 翻边冲孔冲压力的计算 (28)5.2 压力中心的计算 (29)5.3 工作零件的设计和确定 (30)5.4 冲压设备的选择 (33)5.5 模具主要零件的结构尺寸 (33)6 弯曲模的计算与设计 (38)6.1 弯曲模冲压力的计算 (38)6.2 模具工作零件的计算与设计 (39)6.3 冲压设备的选择 (41)6.4 模具主要零件的设计和确定 (42)结束语 (45)参考文献 (46)摘要冲压工艺及模具设计既是冲压生产准备工作的基础,又是组织正式冲压生产的依据。
冲压工艺及模具设计水平标志着冲压工艺的先进性、合理性及经济性,它在很大程度上反映了工厂的生产技术水平。
生产实践证明,合理的冲压工艺方案和模具结构,不仅为稳定产品质量、降低冲压成本提供了技术保证,而且也为冲压成产的组织与管理创造了有利的条件。
反之,冲压工艺及模具设计的任何失误,都会给冲压生产带来不应有的损失,甚至造成人身、设备事故。

汽车厚板料件冲压成形的有限元模拟摘要:本文对汽车厚板料件冲压成形进行了有限元模拟。
关键词:厚板料,冲压,有限元目前,我国汽车板料零件设计、制造水平不断提高,薄板料零件冲压成形CAE技术的应用已日趋成熟,但厚板料(厚度大于5mm)冲压成形、失效判定和回弹计算方面还没有一个明确的计算方法和分析思路,厚板料零件冲压成形CAE技术应用也远不如薄板成熟,本文对某汽车厚板料零件冲压成形进行了有限元模拟。
1三维模型的建立本文对某汽车厚板料U形件进行冲压成形分析,其三维模型见图1.1。
图1.1 三维模型2有限元分析2.1分析过程材料为钢板,弹性模量为207000MPa,泊松比为0.31,密度为7.85E-009,材料定义为塑性材料,凸模和凹模定义为刚体。
在成形过程中,施加的是位移,让板料变形。
有限元分析时采用的是壳单元,因为板料厚度小于9mm。
具体过程如下:图2.1 网格划分图2.2 接触的定义2.2应力应变分析图2.3 应力图2.4 应变由应力应变分析知,板料最大应力和最大应变部位都在U形件弯曲部位,这与实际相符。
3 结束语本文对某汽车厚板料U形件的冲压成形进行了有限元模拟,为汽车厚板件CAE提供一定的理论指导。
但本文研究深度不够,有待进一步完善。
参考文献:[1]张宝坤.冲压成型回弹模拟的影响因素[J].汽车工程师.2009(09)[2]富壮.汽车厚板料零件冲压成形分析及回弹计算.汽车工艺与材料.2011(11)[3]李奇涵,张亮等. 汽车后门外板件冲压成形CAE研究[J].长春工业大学学报(自然科学版). 2014(03)[4]徐思寿. 铸造模具中CAE技术的应用与研究[J]. 建材与装饰. 2017(22)[5]蒙敏.模具设计过程中CAE软件的应用[J]. 中国设备工程. 2017(18)赵生莲,攀枝花学院讲师邮编:617000通讯地址:四川省攀枝花学院交通与汽车工程学院联系电话:151****9861基金项目:2014年校级一般项目(2014YB20)。
汽车覆盖件冲压成形的多因素耦合数值模拟研究作者:邱晓刚姜雷摘要:使用UG三维CAD软件对汽车覆盖件零件进行三维建模,并转换到DYNAFORM中建立了零件的有限元模型;通过模拟计算分析,讨论了拉延筋几何参数、坯料尺寸、压边力、材料参数等多种因素对零件成形的影响,解决了模具设计、冲压工艺和选材问题。
关键词:冲压成形,数值模拟,拉延筋,压边力,材料参数1 引言汽车覆盖件因为其独特的特点决定了汽车整车开发周期,成形模具设计制造依靠设计者的经验和反复试模的传统设计方法已经不能满足市场发展的要求了。
CAD/CAE/CAM一体化系统已经成为国内外汽车公司设计和制造新产品制胜的法宝,这一技术的采用,保守估计,可以使模具设计与制造周期缩短2/5,模具生产成本降低1/3,进而大大降低整车成本,增强市场的竞争力[1]。
目前板材成形有限元仿真技术广泛应用于汽车和钢铁工业等诸多领域,为模具设计、冲压工艺的制定、冲压零件的科学选材等起到了积极作用。
本文采用显式动力有限元软件DYNAFORM对汽车侧围外板进行有限元分析,对拉延筋几何参数、坯料尺寸、冲压工艺、材料参数(值)等多种因素对成形的影响进行了研究分析,为该零件确定了最佳的成形方案。
采用ASAME应变分析方法对实际零件进行测试,与模拟结果进行比较。
2 研究方法2.1 三维几何模型及有限元模型建立在复杂型面的板料冲压仿真分析过程中,几何模型建立的工作量占总的模拟过程工作量的很大比例,并且几何模型建立的质量直接影响模拟结果的准确度。
侧围外板零件尺寸较大,几何型面非常复杂,多为复杂的空间自由曲面,无法用解析形式表述,只能用参数曲面来表示。
eta/DYNAFORM的前处理功能根本不能满足建模的需要,所以使用大型三维造型软件UG 进行几何模型的建立,如图1所示即为UG建立的几何模型。
在建立几何模型时,要同时考虑冲压方向,工艺补充面及压料面的添加。
图1 UG建立的零件模型当精确的CAD模型建立之后,通过专用的数据转换接口如IGES、VDA等,将曲面模型转入eta/DYANFORM前处理器中进行曲面网格的划分,采用自适应网格划分法,将单元划分为四边形网格。
【知识】托架冲压工艺方案的分析及模具设计其中,托架作为驾驶室中的重要组成部分,其制件的质量直接影响着驾驶室左右纵梁总成的装配质量,在车辆制造中占据着一定的地位因此,对托架的冲压工艺方案进行分析,并优化模具设计具有十分重要的意义。
一、原有工艺方案存在的问题该加长托架是F2000驾驶室中的一种零件,原方案成形工艺为:下料一切边冲孔(切端头、冲4个大孔,底面3个小孔),一切边冲孔压弯(切边,压90°小边、冲长圆孔和2小孔)。
该制件在生产中一直存在以下质量问题:①压弯角度超差,图纸要求角度为90°,实测为92°~93°,甚至能达到94°~95°;②OP20工序切边压形后毛刺较多,必须打磨毛刺;③OP30工序压成U形后两边高度不一致,相差最大超过2mm,造成两侧孔错位严重,U形开口尺寸为66mm,实测为70mm,对后续驾驶室左右纵梁总成的装配质量造成了影响。
由于存在以上问题,对该制件冲压工艺进行了分析。
OP10工序分析:该工序主要为切边冲孔,基本无问题。
OP20工序分析:该工序主要包含切边、冲孔、压弯内容,即在1副模具中要同时实现上述3个工序。
机床滑块下行时,上模压料板压住坯料,滑块继续下行,制件开始成形,同时开始切边、冲孔。
由于压弯时存在一定的侧向力,导致模具的压力中心与机床的压力中心不重合,在压料力不足的情况下,制件发生了一定的滑动现象,进而导致在模具下行切边冲孔时凸、凹模之间的间隙发生变化,产生了毛刺,影响了凹模、凸凹模的寿命。
实际生产中,每生产1500件左右就需要维修一次,大约生产10000件左右就需要更换一次。
此外,由于该压弯模的凸模及凹模采用垂直结构,实际生产中压弯角度约为93°。
OP30工序分析:在压U形时,一般要求托料块与凹模之间的间隙为滑配,坯料是固定在托料块上的。
如果托料块与凹模两边的间隙过大,则在冲压过程中因模具中心与机床压力中心不重合导致侧向力生成,进而导致在冲压过程中坯料随托料块向间隙小的一侧滑动,造成压U形后两边高度不一致。
汽车大梁冲压成形及回弹过程的数值模拟随着汽车制造业技术的发展,汽车大梁冲压成形已经成为汽车制造中的重要工序之一。
通过建立冲压动力学模型,可以通过数值模拟来模拟汽车大梁冲压成形与回弹过程。
首先,根据材料特性进行材料参数设置,然后按照工艺参数设置工件的尺寸和厚度,并建立冲压动力学模型,确定压力分布,最后对汽车大梁冲压成形及回弹过程进行数值模拟。
利用数值模拟,可以获得汽车大梁冲压成形的实时曲线以及预期的成形尺寸,从而评估冲压过程的合理性,为汽车制造提供科学有效的参考。
第30卷第2期 2007年2月合肥工业大学学报(自然科学版)J OU RNAL OF H EFEI UN IV ERSIT Y OF TECHNOLO GYVol.30No.2 Feb.2007 收稿日期:2006201213作者简介:周 林(1980-),男,江苏扬州人,合肥工业大学博士生;薛克敏(1963-),男,安徽蚌埠人,合肥工业大学教授,博士生导师.瑞风商务车托架零件冲压成形过程的数值模拟周 林1, 李 萍1, 薛克敏1, 林嗣杰2, 崔礼春2(1.合肥工业大学材料科学与工程学院,安徽合肥 230009;2.江淮汽车工程研究院,安徽合肥 230022)摘 要:文章在分析覆盖件成形过程数值模拟的关键技术的基础上,采用数值模拟方法对瑞风商务车右托架零件的拉延成形过程及不同工艺参数对成形结果的影响进行了研究;针对模拟结果中工件出现的缺陷,提出了初步的工艺改进方案,为板材成形工艺设计和生产实践提供有效的理论指导。
关键词:汽车覆盖件;数值模拟;成形工艺中图分类号:T G 386 文献标识码:A 文章编号:100325060(2007)022*******Numerical simulation of the stamping forming process ofR ef ine business vehicle ’s inner panelsZHOU Lin 1, L I Ping 1, XU E Ke 2min 1, L IN Si 2jie 2, CU I Li 2chun 2(1.School of Material Science and Engineering ,Hefei University of Technology ,Hefei 230009,China ;2.Institute of Automobile Engi 2neering ,Jianghuai Automobile Co.,Ltd.,Hefei 230022,China )Abstract :The key technologies in sheet metal forming simulatio n of automobile panels are st udied.The stamping process of Refine business vehicle ’s inner panels is investigated by numerical simulation.Influence of different technical parameters on t he forming result s is discussed.In order to cont rol t he disfigurement s ,t he improving p rocesses are p ropo sed based on t he simulatio n result s.This st udy is valuable to t he p rocess design of sheet metal forming and p ractical production.K ey w ords :automobile panel ;numerical simulation ;forming process 在板材冲压成形中,汽车覆盖件是最复杂的冲压件。
一方面,这类零件一般尺寸较大,形状复杂,由多个不规则曲面组成,且一般形状不对称;另一方面,其成形工艺复杂,需多步工序;同时对其尺寸精度、形状精度和表面质量都有很高要求[1]。
以往的汽车覆盖件成形工艺设计,一般需参考类似零件的现有工艺资料,并根据对成形零件的工艺性和成形性分析,制定出初步工艺方案,然后再通过试冲来不断修改、完善,以形成最终合理的工艺方案。
这种方法耗费大量人力物力且大大延长新车型和配套模具的开发周期[2,3]。
近年来,随着非线性理论、有限元方法和计算机软硬件的迅速发展,覆盖件冲压数值模拟技术逐渐从实验室阶段走向工业实用阶段。
通过模拟,可以分析各材料性能参数和工艺参数对拉延成形的影响,从而确定最佳参数[4]。
通过优化板坯形状、设置拉延筋、控制压边力、改变摩擦和润滑条件等工艺参数的方法,来解决生产中出现的问题,能很好地指导生产实践[5]。
瑞风商务车右托架零件属内板件,形状非对称,型面复杂,拉延深度大,其成形过程需经拉延、翻边、切边及冲孔等多道工序,成形难度大[6]。
而拉延成形是覆盖件成形的关键和难点,其成形质量直接关系到汽车覆盖件零件的成形质量。
瑞风商务车右托架零件在拉延成形工序中经常出现破裂、起皱和局部变薄,导致零件的报废,生产中虽经过大量的试冲和修模之后控制了缺陷的产生,但仍然存在一定的废品率。
本文针对右托架的拉延工序进行有限元数值模拟,分析了不同工艺参数对成形结果的影响,进而提出可行的改进措施。
1 数值模拟关键技术的处理1.1 工件和模具的几何建模覆盖件及模具的几何模型一般都是复杂的空间曲面模型,而现有的有限元模拟软件都不具备构造复杂几何型面的能力,因而必须应用专门的CAD软件来构造。
为了快速地获得高质量的曲面模型,可以通过逆向造型方法由覆盖件点云数据拟合成几何型面,再导入CAD软件中对曲面模型进行修改和补充,最终得到所需模具的完整几何型面[7]。
1.2 有限元网格模型的建立通过标准的数据交换接口(IGES、DXF等),将模具的几何模型读入有限元分析软件的前处理器中,采用Belyt schko2Tsay(B T)壳单元对几何模型进行离散化,建立有限元网格模型。
B T单元具有较高的计算精度和效率,结合本文采用的动力显式算法,非常适合对覆盖件这样的复杂零件的成形过程进行数值模拟。
建立的有限元网格模型如图1所示。
图1 右托架拉延模具的网格模型1.3 材料模型和屈服准则的选用有限元模拟的准确性很大程度上取决于本构关系能否真实反映材料的真实特征[8]。
按照材料的本构关系,板料成形的模拟可以选择刚塑性、弹塑性等各种材料模型描述。
采用刚塑性模型时计算量较小,但无法对卸载过程进行模拟,不能预测回弹、残余应力等,而弹塑性模型在成形中既有塑性又有弹性,较符合板料成形的真实情况。
对于经预加工或轧制而成的板料,其面内呈现明显的各向异性并对成形中的起皱具有显著影响,因此考虑采用一种能充分表征面内各向异性的屈服函数来更准确地反映板料成形过程中的屈服行为将极为重要。
目前的研究大多采用Hill 厚向异性屈服准则和Barlat面内各向异性3参量屈服准则。
1.4 拉延筋的处理在汽车覆盖件成形过程中,压料面上各部分的进料阻力存在很大差别,通常要采用拉延筋来控制局部区域的材料流动,以提高板料的成形性能。
对拉延筋的模拟既可采用真实的拉延筋,也可采用等效拉延筋。
真实拉延筋模拟即对拉延筋进行建模并划分有限元网格,这种方法能较真实地模拟拉延筋部位的变形阻力,但由于压边圈上拉延筋的位置和形状尺寸相对复杂,要构造出逼真的几何模型十分困难,且加大了网格划分的难度,使网格数大幅度增加,影响计算效率[9]。
本文模拟中采用等效拉延筋,即将拉延筋的作用通过2条线力曲线来体现,一条是弯曲的力矩曲线,另一条是法向压力曲线。
这种方法无需构造拉延筋的几何形状,只需在表示拉延筋的线上网格点施加单位长度的阻力,操作、修改起来非常方便。
1.5 数值模拟软件算法选用比较常见的求解算法是静态隐式和动态显式算法。
对于静态隐式算法来说,由于采用了静力平衡方程来描述板料成形过程,结果较准确但静态隐式算法收敛较难,对硬件要求较高。
动态显式算法无须构造刚度矩阵,不需迭代计算即可求解,但对时间步长有严格的限制,其时间步长不能超过临界步长。
实际计算中为了减少计算时间,一般辅以提高冲压速度等方法,但由于增大了系统的惯性,有时会导致不符合实际结果。
另外,动态显式算法不能很好地模拟回弹,对起皱的模拟也会产生漂移现象。
目前板料成形模拟较多采用显式算法,而回弹分析采用隐式算法[10]。
2 托架冲压成形的数值模拟模拟对象是右托架冲压生产的第一道工序———拉延过程。
用L S2D YNA求解器对建立的有限元模型进行显式积分求解,经过计算获得右托架拉延后的变形情况、成形极限图、厚度变化和应力应变分布等。
在建立的有限元模型的基础上,通过改变压边力、拉延筋形状和板坯尺寸等工艺参数,可研究不同工艺参数对板料成形结果的影响。
为了能更明确分析各种工艺参数对成形过程的影响,可以把它们分开加以研究。
本文在设定的初始模拟参数和材料性能参数不变的条件下,借助成形极限图FLD研究单独改变压边力、拉延筋的筋高和板坯尺寸对成形结果的影响。
961 第2期周 林,等:瑞风商务车托架零件冲压成形过程的数值模拟2.1 压边力对板料成形结果的影响压边力参数是板料成形过程中的重要工艺参数,在板料拉深成形过程中,通常需要压边装置产生足够的摩擦抗力,以增加板料中的拉应力、控制材料的流动、避免起皱。
采用不同压边力所获得的模拟结果的成形极限图如图2所示。
从图2可以看出,增大压边力使得拉延部分的起皱现象基本消失,压料面上的起皱区域和起皱程度也大大减小。
但同时拉裂缺陷明显增多,材料变薄区域也大大增加。
(a ) 压边力500kN(b ) 压边力800kN图2 不同压边力对成形模拟结果的影响2.2 拉延筋形状对成形结果的影响在汽车覆盖件成形过程中,拉延筋的布置位置和形状对成形结果会有很大影响,相同拉延筋位置下(直边部分对应压变圈上沿凹模边缘平行布置)改变拉延筋截面形状所获得的模拟结果如图3所示。
(a ) 拉延筋高3mm 底部圆角半径5mm(b ) 拉延筋高5mm 底部圆角半径3mm图3 不同拉延筋形状对成形模拟结果的影响结果显示不同截面形状的拉延筋对成形结果的影响相当大。
加大拉延筋高度或减小圆角半径可增加进料阻力,因而可控制起皱的产生但同时也使得开裂易于产生。
2.3 板坯尺寸对成形结果的影响在拉深过程中,板料形状也是影响拉深结果的一个重要因素,板料尺寸大小对成形结果影响如图4所示。
从图4a 可知,板料尺寸较大时,进料阻力大,材料流入困难,因而拉延部分起皱缺陷基本没有,但拉延深度大的部位由于进料不足拉裂较严重。
从图4b 可看出,减小板料尺寸后,进料阻力相应减小,材料易于流入,因而拉裂缺陷基本消失,但同时也由于材料流入增多而导致起皱明显。
(a ) 板坯尺寸360mm ×400mm(b ) 板坯尺寸300mm ×350mm图4 改变板坯尺寸对成形模拟结果的影响综合以上分析,不同工艺参数对成形过程和结果影响很大,其影响也是多方面的。
要获得质量较好的拉延件,就需要综合考虑各种工艺参数对成形过程的影响,找到合适的工艺参数组合。