切削热-2
- 格式:pptx
- 大小:1.60 MB
- 文档页数:64

机械制造技术基础(作业拟定答案)2-2 切削过程的三个变形区各有何特点?它们之间有什么关联?答:三个变形区的特点:第一变形区为塑性变形区,或称基本变形区,其变形量最大,常用它来说明切削过程的变形情况;第二变形区为摩擦变形区,切屑形成后与前面之间存在压力,所以沿前面流出时必然有很大摩擦,因而使切屑底层又产生一次塑性变形;第三变形区发生在工件已加工表面与后面接触的区域,已加工表面受到切削刃钝圆部分与后刀面的挤压和摩擦产生变形.关联:这三个变形区汇集在切削刃附近,应力集中且复杂;它们实质上都是因为挤压和摩擦产生变形,第一变形区主要由挤压沿剪切线产生剪切变形,第二变形区主要由挤压和摩擦产生切屑的变形,第三变形区主要由挤压和摩擦产生加工表面变形.2—3 分析积屑瘤产生的原因及其对加工的影响,生产中最有效的控制积屑瘤的手段是什么?答:积屑瘤产生的原因:在切削速度不高又能形成连续切削的情况下,加工塑性材料时,刀面和切屑表面由于挤压和摩擦使得接触表面成为新鲜表面,少量切屑金属粘结在前刀面上,产生了冷焊,并形成加工硬化和瘤核.瘤核逐渐长大形成积屑瘤。
对加工的影响:积屑瘤粘结在前刀面上,减少了刀具的磨损;积屑瘤使刀具的实际工作角度增大,有利于减小切削力;积屑瘤伸出刀刃之外,使得切削厚度增加,降低了工件的加工表面精度并使加工表面粗糙度增加.生产中控制积屑瘤的手段:在粗加工中,可以采用中低速切削加以利用,保护刀具。
在精加工中应避免采用中低速从而控制积屑瘤的产生,同时还可以增大刀具前角,降低切削力,或采用好的切削液。
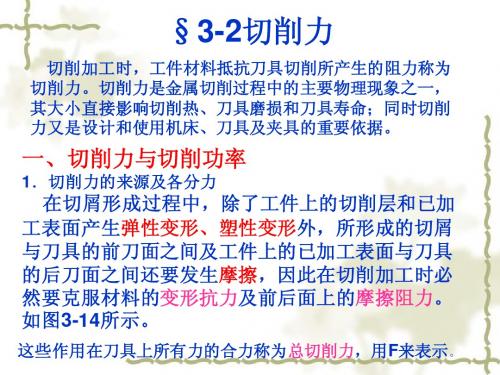
2-7 车削时切削合力为什么常分解为三个互相垂直的分力来分析?试说明这三个分力的作用?答:分解成三个互相垂直力的原因:切削合力的方向在空间中是不固定的,与切削运动中的三个运动方向均不重合,而切削力又是设计和性能分析的一个重要参数。
为了便于分析和实际应用,将切削力沿车削时的三个运动方向分解成三个力.三个切削运动分别为:主运动(切削速度)、进给运动(进给量)、切深运动(背吃刀量)。


机械制造技术基础(第三版)2--6章课后答案2-2.切削过程的三个变形区各有什么特点,它们之间有什么关联,答:第一变形区:变形量最大。
第二变形区:切屑形成后与前刀面之间存在压力,所以沿前刀面流出时有很大摩擦,所以切屑底层又一次塑性变形。
第三变形区:已加工表面与后刀面的接触区域。
这三个变形区汇集在切削刃附近,应力比较集中,而且复杂,金属的被切削层在此处于工件基体分离,变成切屑,一小部分留在加工表面上。
2-3.分析积屑瘤产生的原因及其对加工的影响,生产中最有效地控制它的手段是什么, 答: 在中低速切削塑性金属材料时,刀—屑接触表面由于强烈的挤压和摩擦而成为新鲜表面,两接触表面的金属原子产生强大的吸引力,使少量切屑金属粘结在前刀面上,产生了冷焊,并加工硬化,形成瘤核。
瘤核逐渐长大成为积屑瘤,且周期性地成长与脱落。
积屑瘤粘结在前刀面上,减少了刀具的磨损;积屑瘤使刀具的实际工作前角大,有利于减小切削力;积屑瘤伸出刀刃之外,使切削厚度增加,降低了工件的加工精度;积屑瘤使工件已加工表面变得较为粗糙。
由此可见:积屑瘤对粗加工有利,生产中应加以利用;而对精加工不利,应以避免。
消除措施:采用高速切削或低速切削,避免中低速切削;增大刀具前角,降低切削力;采用切削液。
2-4切屑与前刀面之间的摩擦与一般刚体之间的滑动摩擦有无区别,若有区别,而这何处不同, 答:切屑形成后与前刀面之间存在压力,所以流出时有很大的摩擦,因为使切屑底层又一次产生塑性变形,而且切屑与前刀面之间接触的是新鲜表面,化学性质很活跃。
而刚体之间的滑动摩擦只是接触表面之间的摩擦,并没有塑性变形和化学反应2-5车刀的角度是如何定义的,标注角度与工作角度有何不同,答:分别是前角、后角、主偏角、副偏角、刃倾角(P17)。
工作角度是以切削过程中实际的切削平面、基面和正交平面为参考平面确定的刀具角度。
2-6金属切削过程为什么会产生切削力,答:因为刀具切入工具爱你,是被加工材料发生变形并成为切屑,所以(1)要克服被加工材料弹性变形的抗力,(2)要克服被加工材料塑性变形的抗力,(3)要克服切屑与前刀面的摩擦力和后刀面与过度表面和以加工表面之间的摩擦力。

《机械制造技术基础》复习题第2章制造工艺装备复习题1。
单项选择1-1 构成工序的要素之一是()。
①同一台机床②同一套夹具③同一把刀具④同一个加工表面1-2 目前机械零件的主要制造方法是().①材料成形法②材料去除法③材料累加法④材料复合法1—3 工件的定位就是使( )①不同批工件逐次放入到夹具中,都能占据同一位置。
②同一批工件逐次放入到夹具中,都能占据同一位置。
③不同批工件逐次放入到夹具中,都能占据不同位置。
④同一批工件逐次放入到夹具中,都能占据不同位置。
1—4 在数控铣床上用球头立铣刀铣削一凹球面型腔,属于()。
①轨迹法②成型法③相切法④范成法1-5 进给运动通常是机床中()。
①切削运动中消耗功率最多的运动②切削运动中速度最高的运动③不断地把切削层投入切削的运动④使工件或刀具进入正确加工位置的运动1—6 在外圆磨床上磨削工件外圆表面,其主运动是().①砂轮的回转运动②工件的回转运动③砂轮的直线运动④工件的直线运动1-7 在立式钻床上钻孔,其主运动和进给运动( )。
①均由工件来完成②均由刀具来完成③分别由工件和刀具来完成④分别由刀具和工件来完成1-8 目前使用的复杂刀具的材料通常为().①硬质合金②金刚石③立方氮化硼④高速钢1—9 在背吃刀量p a和进给量f一定的条件下,切削厚度与切削宽度的比值取决于().①刀具前角②刀具后角③刀具主偏角④刀具副偏角1—10 垂直于过渡表面度量的切削层尺寸称为()。
①切削层深度②切削层长度③切削层厚度④切削层宽度1—11 大锥度心轴限制()个自由度。
① 2 ② 3 ③ 4 ④ 51-12 小锥度心轴限制( )个自由度。
① 2 ② 3 ③ 4 ④ 51—13 在球体上铣平面,要求保证尺寸H (习图2—1-13),必须限制( )个自由度。
① 1 ② 2 ③ 3 ④ 4 1-14 在球体上铣平面,若采用习图2—1-14所示方法定位, 则实际限制( )个自由度。
① 1 ② 2 ③ 3 ④ 41—15 过正方体工件中心垂直于某一表面打一通孔,必须限制( )个自由度.① 2 ② 3 ③ 4 ④ 51-16 普通车床的主参数是( )。
铣工考试试题(含答案)( B ) 。
A.前角 B.后角 C.刃倾角 D.副前角2.抗弯强度最好的刀具材料是( C ) 。
A.硬质合金 B.合金工具钢 C.高速钢 D.人造金刚石3.刀具材料的硬度越高,耐磨性( B )。
A.越差 B.越好 C.不变 D.都不对4.主切削刃是起始于切削刃上主偏角为零的点,并至少有一段切削刃拟用来在工件上切出( B )的那个整段切削刃。
A.待加工表面 B.过渡表面 C.已加工表面 D.切屑5.刀具不能因切削条件有所变化而出现故障,必须具有较高的( C ) 要求。
A.刚性 B.互换性 C.可靠性 D.精度6.工件在夹具中定位时,按照定位原则最多限制( B )自由度。
A.五个 B.六个 C.七个 D.八个7.在变形铝合金中应用最广的是( B )。
A.防锈铝合金 B.硬铝合金 C.超硬铝合金 D.锻铝合金8.一般,下例材料中切削加工性最好的是( D ) 。
A.铸铁 B.低碳钢 C.中碳钢 D.有色金属9.计算机热启动是指( D ) 。
A.室温条件下启动 B.高温条件下启动C.通电状态下启动 D.断电状态下启动10.对于容量小的电动机和照明支线,应选用的熔断器为( D )。
A. RT0 B. RL1 C. RM10 D. RQA11.功能字有参数直接表示法和代码表示法两种,下列( C )属于代码表示法的功能字。
A.S B.X C.M D.N12.房间温湿度的自动调整是低压电器的( C ) 。
A.控制作用 B.保护作用 C.调节作用 D.指示作用13.不产生任何冲击的从动件运动规律是( D ) 。
A.等速运动规律 B.等加速、等减速运动规律C.余弦加速度运动规律 D.正弦加速度运动规律14.渐开线齿轮传动的可分离性意指( B )。
A.中心距发生变化,齿轮的瞬时传动比仍恒定不变B.中心距略有变化,齿轮的瞬时传动比仍恒定不变C.齿数比发生变化,齿轮的瞬时传动比仍恒定不变D.齿数比略有变化,齿轮的瞬时传动比仍恒定不变15.将可燃物从着火区搬走是( A ) 。