第三节 切削热和切削温度
- 格式:ppt
- 大小:682.50 KB
- 文档页数:23
切削热和切削温度的关系
切削热和切削温度的关系:
一、切削热的定义
切削热,又称切削摩擦热,是指钻、刨、扳、铣等类切削工艺过程中,各部件之间所产生的相互摩擦作用所引发的热量。
切削热主要分布在
工件前端工具口部,断层处和口角处,向外延伸到隔水层内部。
二、切削温度的影响因素
1、切削参数:切削参数包括切削速度、进刀量、刀具尺寸以及刀具结
构参数;
2、切削材料特性:材料的物理特性,如材料的硬度、弹性模量、热导
率等,决定了材料的切削热传输率;
3、工件表面状态:工件表面的光洁度或粗糙度也会因受压磨削热中的
切摩擦热而发生变化;
4、切削环境:切削环境变化会影响空气中的切削温度。
所以,切削工
艺中要仔细把握切削温度。
三、切削温度的控制
1、采用合理的切削参数:提高切削速度可以有效减少切削热,调节进刀量可以避免过多的刀具磨损和加大刀具的寿命;
2、采用合理的切削环境:在低温的切削环境中,切削热能够更快地排出,从而降低切削温度;
3、把握切削工件表面温度:切削前,可以根据工件表面温度调整切削参数,使切削温度不过高;
4、利用切削润滑液:切削时,可以使用切削润滑液,它可以对切削前端起到良好的润滑作用,减少切削温度;
5、正确使用刀具:正确使用刀具可以减少不必要的刀具消耗,从而降低切削热,减少切削温度。
四、切削温度的临界值
切削温度的临界值取决于切削材料的性能,一般情况下,普通工件的切削温度临界值一般设定为1000~3000℃,钢材切削的临界值在1500~2500℃,高硬度合金的切削温度不宜超过500℃。
如果切削温度超过了临界值,会导致工件裂痕、烧伤和工具烧毁等问题。
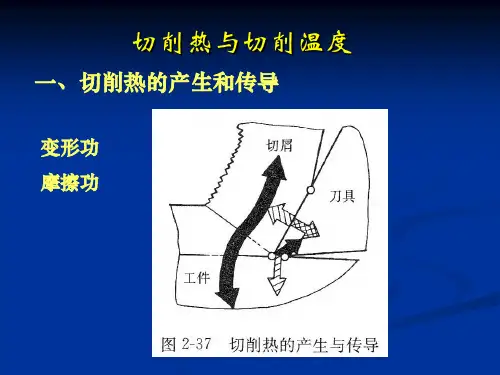
3.3 切削热与切削温度一、切削热的产生和传导切削热产生于三个变形区,切削过程中消耗的能量约98%转换为热能,切削热q≈P c≈F c v=C fc a p f 0.75v-0.15K Fc v=C fc a p f 0.75v0.85K Fc切削热通过切屑、工件、刀具和周围介质向外传出二、切削温度的分布红外胶片法测得切钢料的温度场,分析归纳切削温度分布规律:1.剪切区等温线与滑移线相近OM线温度比OA线上温度高剪切滑移相等的地方温度相等,剪切变形是切削热的第一来源2.前后刀面最高温度点不在刀刃上切屑上最高温度比剪切区温度高切屑底层温度比上层温度高摩擦是切削热的又一来源三、影响切削温度的主要因素切削温度θ 一般指前刀面与切屑接触区内的平均温度两个方面:切削热的产生与传出(一)切削用量的影响由实验得出切削温度经验公式如下θ=C θ v z θf y θa p x θ式中系数及指数见表1-4,由表中数据看出:z θ在0.3~0.5之间,y θ在0.15~0.3,x θ在0.05~0.1切削用量↑时切削温度↑,其中v 对θ影响最大,进给量f 的影响比v 小,背吃刀量a p 的影响很小。
(二)刀具几何参数的影响1. 前角γ的影响γ↑→变形程度↓→F↓q ↓→θ ↓但γ>20°时,因散热面积↓,对θ的影响减小2. 主偏角κr的影响κr ↑,切削宽度aw↓,散热面积↓→θ↑3. 负倒棱和刀尖圆弧半径的影响bγ1 、rε↑,切屑变形程度↑→q ↑同时散热条件改善,两者趋于平衡对θ影响很小(三)工件材料的影响强度硬度、塑性和韧性越大,切削力越大,切削温度升高。
导热率大,散热快,温度下降(四)刀具磨损的影响后刀面磨损增大,切削温度升高; VB达一定值影响加剧; v越高刀磨损对θ影响越显著(五)切削液的影响浇切削液对↓切削温度↓刀具磨损↑加工质量有明显效果。
热导率比热容和流量越大,本身温度越低冷却效果越显著。