“一点课”教材(锉刀的基本知识)
- 格式:doc
- 大小:183.50 KB
- 文档页数:2

刀. 锉锉刀是用碳素工具钢T12或T13经热处理后,再将工作部分淬火制成的。
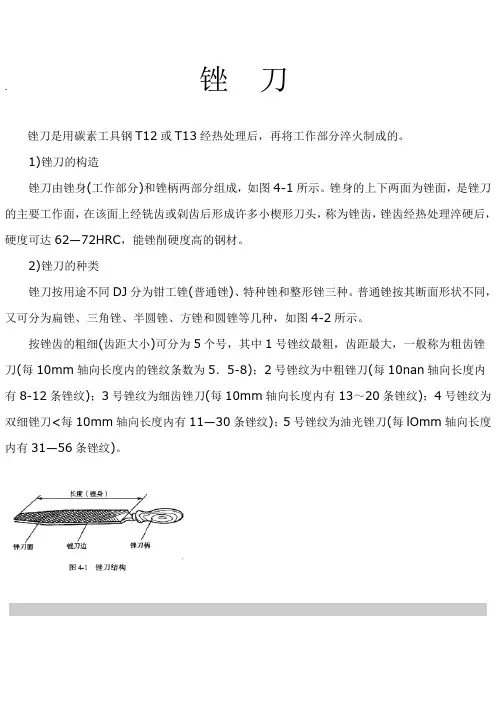
1)锉刀的构造锉刀由锉身(工作部分)和锉柄两部分组成,如图4-1所示。
锉身的上下两面为锉面,是锉刀的主要工作面,在该面上经铣齿或剁齿后形成许多小楔形刀头,称为锉齿,锉齿经热处理淬硬后,硬度可达62—72HRC,能锉削硬度高的钢材。
2)锉刀的种类锉刀按用途不同DJ分为钳工锉(普通锉)、特种锉和整形锉三种。
普通锉按其断面形状不同,又可分为扁锉、三角锉、半圆锉、方锉和圆锉等几种,如图4-2所示。
按锉齿的粗细(齿距大小)可分为5个号,其中1号锉纹最粗,齿距最大,一般称为粗齿锉刀(每10mm轴向长度内的锉纹条数为5.5-8);2号锉纹为中粗锉刀(每10nan轴向长度内有8-12条锉纹);3号锉纹为细齿锉刀(每10mm轴向长度内有13~20条锉纹);4号锉纹为双细锉刀<每10mm轴向长度内有11—30条锉纹);5号锉纹为油光锉刀(每lOmm轴向长度内有31—56条锉纹)。
锉刀粗细的选择取决于被锉削材料的性质、加上余量、加工精度和表面粗糙度要求。
粗锉刀用于粗加工或锉有色金属;中锉刀用于粗加工后的加工;细锉刀用于锉削加工余量小、表面粗糙度小的工件;油光锉刀只用于对工件进行最后表面修光。
2.锉刀的尺寸规格钳工锉以锉身(自锉梢端至锉肩之间的距离)。
长度表示,有100~150mm、200-300mm、350—450mm几种规格。
异形锉和整形锉的全长即为规格尺寸。
3.选用锉刀的原则1)锉刀断面形状的选用锉刀的断面形状应根据被锉削零件的形状来选择,使两者的形状相适应,如图4-3所示。
锉削内圆弧面时,要选择半圆锉或圆锉(小直径的工件),如图4-3e)、e)所示;锉削内角表面时,要选择三角锉,如图4-3b)所示;锉削内直角表面时,可以选用扁锉或方锉等,如图4-3a)、d)所示。
选用扁锉锉削内直角表面时,要注意使锉刀没有齿的窄面(光边)靠近内直角的一个面,以免碰伤该直角表面。
项目二:锉削姿势一.实训目标及要求:初步掌握平面锉削时的站立姿势和动作。
懂得锉削时两手用力的方法。
能掌握正确的锉削速度。
懂得锉刀的保养和锉削时的安全知识。
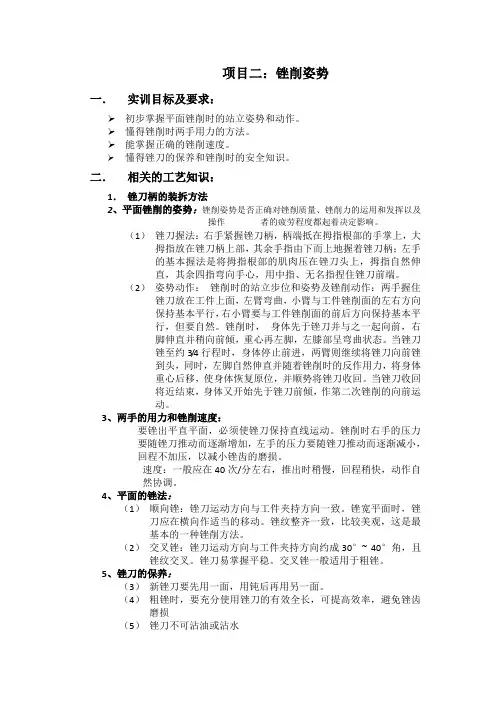
二.相关的工艺知识:1.锉刀柄的装拆方法2、平面锉削的姿势:锉削姿势是否正确对锉削质量、锉削力的运用和发挥以及操作者的疲劳程度都起着决定影响。
(1)锉刀握法:右手紧握锉刀柄,柄端抵在拇指根部的手掌上,大拇指放在锉刀柄上部,其余手指由下而上地握着锉刀柄;左手的基本握法是将拇指根部的肌肉压在锉刀头上,拇指自然伸直,其余四指弯向手心,用中指、无名指捏住锉刀前端。
(2)姿势动作:锉削时的站立步位和姿势及锉削动作:两手握住锉刀放在工件上面,左臂弯曲,小臂与工件锉削面的左右方向保持基本平行,右小臂要与工件锉削面的前后方向保持基本平行,但要自然。
锉削时,身体先于锉刀并与之一起向前,右脚伸直并稍向前倾,重心再左脚,左膝部呈弯曲状态。
当锉刀锉至约3/4行程时,身体停止前进,两臂则继续将锉刀向前锉到头,同时,左脚自然伸直并随着锉削时的反作用力,将身体重心后移,使身体恢复原位,并顺势将锉刀收回。
当锉刀收回将近结束,身体又开始先于锉刀前倾,作第二次锉削的向前运动。
3、两手的用力和锉削速度:要锉出平直平面,必须使锉刀保持直线运动。
锉削时右手的压力要随锉刀推动而逐渐增加,左手的压力要随锉刀推动而逐渐减小,回程不加压,以减小锉齿的磨损。
速度:一般应在40次/分左右,推出时稍慢,回程稍快,动作自然协调。
4、平面的锉法:(1)顺向锉:锉刀运动方向与工件夹持方向一致。
锉宽平面时,锉刀应在横向作适当的移动。
锉纹整齐一致,比较美观,这是最基本的一种锉削方法。
(2)交叉锉:锉刀运动方向与工件夹持方向约成30°~ 40°角,且锉纹交叉。
锉刀易掌握平稳。
交叉锉一般适用于粗锉。
5、锉刀的保养:(3)新锉刀要先用一面,用钝后再用另一面。
(4)粗锉时,要充分使用锉刀的有效全长,可提高效率,避免锉齿磨损(5)锉刀不可沾油或沾水(6)锉屑嵌入齿缝内要及时清理(7)不可锉毛坯件的硬皮及经过淬硬的工件(8)锉刀用后必须刷净6、文明生产和安全生产知识:(9)锉刀是右手工具,应放在台钳右边,锉刀柄不可露在钳桌外,以免掉落砸伤脚或损坏锉刀。

选用优质碳钢T12A精制而成,钳工锉,钢木锉,锯锉,铝锉,什锦锉,带柄套锉等系列硬质合金旋转锉是钳工机械化不可缺少的工具不仅具有高切削硬度(不低于HRC60),而且具有高耐磨、高效率、应用范围广且无粉污染的特点。
锉刀一般采用碳素钢经轧制、锻造、退火、磨削、剁齿和淬火等工序加工而成。
锉刀用的是t12钢,经表面淬火后硬度达62~64。
锉刀按每10毫米长度内主锉纹条数分为Ⅰ~Ⅴ号,其中Ⅰ号为粗齿锉,Ⅱ号为中齿锉,Ⅲ号为细齿锉,Ⅳ号和Ⅴ号为油光锉,分别用于粗加工和精加工。
金刚石锉刀没有锉纹,只是在锉刀表面电镀一层金刚石粉,用以锉削淬硬金属。
锉刀的使用技能使用锉刀时要注意下列规则:1.不能用锉刀锉工件的氧化层和淬火工件,氧化层和淬火工件硬度大,容易损伤锉齿。
氧化层可使用砂轮磨去,或用凿子凿去。
淬火工件可使用金刚钻锉刀加工。
或将工件先作退火处理再进行加工。
2.用锉刀锉削工件时,不能加润滑剂和水,这将会引起锈蚀或锉刀锉削时打滑。
3.在使用锉刀的全过程中,要经常用铜丝刷(或钢丝刷)顺锉齿纹的走向刷去嵌入齿槽内的铁屑,使用完毕后,要仔细刷去全部铁屑后,才能存放。
4.不能用锉刀当其他工具使用如敲、撬、压、扭、拉顶撞等。
5.存放锉刀时,不能产生碰撞,不能重叠堆放。
存放处的湿度不能太大,要求干燥、通风。
运锉过程中,锉刀面始终要保持水平状态。
锉刀住返的最佳频率为40次/分,锉刀的使用长度占锉齿面全长的2/3。
为了延长锉刀的使用寿命,必须遵守下列规则:1.不准用新锉刀挫硬金属;2.不准用锉刀锉淬火材料;3.有硬皮或粘砂的锻件和铸件,须在砂轮机上将其磨掉后,才可用半锋利的锉刀锉削;4.新锉刀先使用一面,当该面磨钝后,再用另一面,5.锉削时,要经常用钢丝刷清除锉齿上的切屑,6.锉刀不可重叠或者和其他工具堆放在一起;7.使用锉刀时不宜速度过快,否则容易过早磨损,8.锉刀要避免沾水、沾油或其他脏物;9.细锉刀不允许锉软金属;10.使用什锦锉用力不宜过大,以免折断。
![知识点一 锉刀的结构和种类_钳工技术基本功_[共2页]](https://uimg.taocdn.com/195137f0a5e9856a57126040.webp)
钳工技术基本功
92
续表
锉削方法图示应用
滚锉法
用于锉削外圆弧面
和倒角
任务二 锉削质量检查
如图8-6所示,锉削质量检查方法主要有以下几种。
①
尺寸检查,粗略测量可用直尺,精确检查时选用游标卡尺。
②
直线度检查,利用透光镜原理,用刀口尺(见图8-6
(a))或直角尺(见图8-6(b))检查。
③垂直度检查,利用透光法用直尺检查,检查时角尺贴紧工件向下移动(见图8-6(c))。
④线轮廓度检查,常用工具为检测样板(见图8-6(d))。
⑤表面粗糙度检查,用眼睛观察,凭经验判断或用表面粗糙度样板对照。
图8-6 常用的检验方法
二、项目基本知识
知识点一 锉刀的结构和种类
锉削是钳工最基本的操作,是用锉刀对毛坯表面或对由锯削等方法加工过的表面进行加工。
锉削可完成平面、曲面、内外圆弧面沟槽和各种复杂表面(如成型样板、模具型腔等)的加工以及机器的装置、调整和修配。
1.锉刀的结构
锉刀由锉身和锉柄两部分组成。
各部位的名称如图8-7所示,其规格一般用工作部分的长度表示,有100mm,150mm,…,400mm七种。
锉刀常用碳素工具钢T10、T12制成,并经热处理淬火,硬度为HRC62~67。
锉齿多是在制锉机上剁成,经热处理淬硬,其锉齿形状如图8-8所示。
锉刀的锉纹常制成双纹,以便锉削时切削易碎断不致堵塞锉面,达到省力的目的。
锉削的工具为锉刀。
1.锉刀的制造材料锉刀用碳素工具钢T12或T13制成,经热处理后切削部分硬度达HRC62~72。
是专业厂生产的一种标准工具。
2.锉刀的构造锉刀由锉身和锉柄两部分组成。
(1)锉身包括锉刀面、锉刀边、锉刀尾三部分。
①锉刀面锉刀的上下两面是锉削的主要工作面。
锉刀面在前端做成凸弧形,上下两面都有锉齿,便于进行锉削。
锉也在纵长方向做成凸弧形的作用是能够抵消锉削时由于两手上下摆动而产生的表面中凸现象,以使工件锉平。
②锉刀边是指锉刀的两个侧面,有齿边和光边之分。
齿边可用于切削,光边只起导向作用。
有的锉刀两边都没有齿,有的其中一个边有齿。
没有齿的一边叫光边,其作用是在锉削内直角形的一个面时,用光边靠在已加工的面上去锉另一直角面,防止碰伤已加工表面。
③锉刀尾(舌)是用来装锉刀柄的。
锉舌是不经淬火处理的。
(2)锉柄作用是便于锉削时握持传递推力。
通常是木质制成的,在安装孔的一端应有铁箍。
3.锉齿和锉纹(1)锉齿锉齿是锉刀用以切削的齿型。
锉削时每个锉齿相当面于一把錾子,对金属材料进行切削。
①锉齿的齿形有剁齿和铣齿两种。
剁齿由剁锉机剁成,铣齿为铣齿法铣成。
剁齿锉刀加工方便,成本低,但刀齿较钝,响应锉削阻力大,不过刀齿不易磨损,可切削较硬金属。
铣齿锉刀加工较费时,成本较高,但刀齿锋利,由于刀齿易磨损,故只宜切削软金属。
②锉齿的粗细规格是按锉刀齿纹的齿距大小来表示的。
齿距大,用于粗锉刀,齿距小,用于细锉刀。
其粗细等级分以下几种:?1号锉纹用于粗锉刀,齿距为2.3~0.83毫米。
?2号锉纹用于中粗锉刀,齿距为0.77~0.42毫米。
?3号锉纹用于细锉刀,齿距为0.33~0.25毫米。
?4号锉纹用于双细锉刀,齿距为0.25~0.20毫米。
?5号锉纹用于油光锉,齿距为0.2~0.16毫米。
(2)锉纹锉纹是锉齿排列的图案,有单齿纹和双齿纹两种。
①单齿纹是指锉刀上只有一个方向的齿纹。
适用于锉削软材料。
单齿纹多为铣制齿,正前角切削,齿的强度弱,全齿宽同时参加切削,锉除的切屑不易碎断,甚至与锉刀等宽,故切削阻力大,需要较大切削力,因此只适用于锉削软材料及锉削窄面工件。

木工锉刀知识点总结大全一、木工锉刀的基本概念木工锉刀是一种用于修整、修边、修光木材的工具,通常由金属刀体和刀柄组成。
它的刀体上有很多小齿,通过摩擦、研磨等方式对木材进行修整,使其表面更加平整、光滑。
木工锉刀在木工行业中起着非常重要的作用,是不可或缺的工具之一。
二、木工锉刀的分类根据刀片的形状和用途,木工锉刀可以分为平锉、半圆锉、圆锉、方锉、三角锉等多种类型。
每种类型的锉刀都有其特定的用途和特点。
另外,木工锉刀还可以根据刀片的粗细、长度、材质等方面进行分类。
三、木工锉刀的使用方法1. 保持木工锉刀的刀片锋利,使用前可用石灰或油石对刀片进行磨刀。
2. 用木夹将木材夹住,以防止其滑动或晃动。
3. 选择适当的锉刀类型和粗细,根据木材的实际情况进行修整。
4. 用锉刀沿着木材的纹路进行修整,不可横向或逆向锉削。
5. 在使用木工锉刀时,要注意保持手柄的稳定,避免过度用力造成手部不适或刀片滑动伤人。
四、木工锉刀的保养与维护1. 使用后要及时清洁锉刀的刀片,以免积聚木屑、灰尘等影响下次使用。
2. 长时间不使用的木工锉刀要涂抹一层防锈油,放置在干燥通风的地方。
3. 不要用木工锉刀进行金属制品的修整,以免损坏刀片。
4. 定期对木工锉刀刀片进行磨刀,保持其锋利度。
5. 如发现刀片出现明显变形、破损等情况,应及时更换新的刀片。
五、木工锉刀的选购与使用技巧1. 选购木工锉刀时,要根据实际需要和木材的种类选择合适的类型和粗细。
2. 使用木工锉刀时,要根据木材的硬度和材质选择适当的压力和速度,避免损坏木材或让锉削作业无法顺利进行。
3. 在进行木工锉刀的修整作业时,要根据木材的实际情况进行细致的观察和测量,避免出现误差和瑕疵。
六、木工锉刀的品牌与市场1. 目前,国内外市面上有很多优秀的木工锉刀品牌,如斯坦利、索诺克、DEDER等,在选择购买时可以根据实际需求和预算做出合理的选择。
2. 一些大型家居建材市场、木工用品专卖店等都会销售各种类型的木工锉刀,也可以选择在线购买,价格相对较优惠。
锉刀的使用与保养知识点锉刀是一种常见的手工工具,用于对金属、木材和塑料等材料进行修整和修饰。
本文将为大家介绍锉刀的使用方法和保养技巧,帮助大家更好地使用和保养锉刀。
一、选择适合的锉刀在使用锉刀之前,首先要选择适合的锉刀。
不同的锉刀具有不同的形状和牙齿密度,根据需要选择合适的锉刀可以提高工作效率。
1.1 锉刀的形状常见的锉刀形状有平口锉、圆口锉、方口锉、半圆口锉等。
平口锉适用于修整平面和边缘;圆口锉适用于加工圆形和弧形表面;方口锉适用于加工方形和直角表面;半圆口锉适用于加工曲面和圆弧表面。
根据需要选择合适形状的锉刀,可以提高加工效果。
1.2 锉刀的牙齿密度锉刀的牙齿密度决定了其加工的粗细程度。
牙齿密度越高,切削效果越细腻;牙齿密度越低,切削效果越粗糙。
根据需要选择合适牙齿密度的锉刀,可以使加工效果更符合要求。
二、正确使用锉刀2.1 固定工件在使用锉刀之前,需要将工件固定在工作台或夹具上,确保其不会晃动或滑动。
这样可以保证加工过程中工件的稳定性,提高加工精度。
2.2 调整姿势正确调整姿势对于使用锉刀非常重要。
一般情况下,将锉刀握在手中,用拇指和食指掌握锉刀的柄部,中指放在锉刀的背部,其余手指握住锉刀的柄部。
通过合理的姿势可以提高工作的舒适度,减少疲劳。
2.3 控制力度在使用锉刀时,要注意控制力度。
过大的力度容易导致加工过度或工件损坏,过小的力度则影响加工效果。
应根据实际情况掌握适当的力度,以确保加工效果和工作安全。
2.4 交替方向在使用锉刀时,交替方向进行锉削可以提高工作效率。
交替方向是指先顺时针锉削一段距离,然后逆时针锉削同样的距离,如此往复。
这样可以更均匀地去除材料,避免过度修削或加工不匀。
三、锉刀的保养正确的保养可以延长锉刀的使用寿命,提高工作效率。
以下是一些锉刀的保养技巧。
3.1 清洁锉刀在使用锉刀之后,要及时清洁锉刀。
可以用刷子将锉刀表面的杂质和碎屑清除干净。
同时,也可以使用砂纸或砂布轻轻擦拭锉刀的切削面,去除表面的锈迹和氧化物。
一文读懂锉刀的分类和用途小小的锉刀在五金加工的过程中发挥着巨大的作用,但是很多操作工人对锉刀只是一知半解,还谈不上精通。
下面我们从五个方面带你了解锉刀的构造、熟悉锉刀的分类和选用、掌握锉刀的使用方法。
一、锉削的概念与锉刀的构造(1)锉削的概念;用锉刀从零件表面锉掉多余的金属,使零件达到图样要求的尺寸、形状和表面粗糙度的操作叫作锉削。
其应用范围很广,可锉工件的外表面、内孔、沟槽和各种形状复杂的表面。
锉刀是锉削的主要工具,一般由碳素工具钢T12或T13制成,经过热处理淬硬,其切削部分的硬度达到62HRC以上。
(2)锉刀的构造:锉刀主要由锉身和锉柄两部分组成。
锉刀面是锉削的主要工作面。
锉刀面上有许多锉齿。
锉削时每个锉齿相当于一把錾子在对材料进行切削,锉纹是巾锉齿有规则排列的图案,锉刀的齿纹分为单齿纹和双齿纹两种。
单齿纹只有一个方向齿纹,常用于锉削软材料如铝、铜;双齿纹有两个方向的齿纹,齿纹浅的叫作底齿纹,齿纹深的叫作面齿纹,适合于硬材料的锉削。
二、锉刀的分类锉刀接其用途来划分,有普通锉、整形锉(或称什锦锉)和特种锉。
其中普通锉使用最多。
(1)普通锉。
普通锉按其截面形状可分为平锉、半圆锉、方锉、三角锉及圆锉五种。
这些锉刀是钳工日常加工主要用的锉削工具。
平锉用于:锉削平面、外曲面;方锉用于:锉削凹槽、方孔;三角锉用于:锉削三角槽、大于60°内角面;半圆锉用于;锉削内曲面、大圆孔;圆锉用于:锉削圆孔、小半径内圆孔。
(2)整形锉(什锦锉)。
主要用于精细加工及修整工件上难以机加工的细小部位。
它由若干把各种截面形状的锉刀组成一套。
(3)特种锉。
为加工零件卜特殊表面用的,它有直的、弯曲的两种,其截面形状很多。
三、锉刀的规格及选用锉刀的规格:锉刀的规格分为两种:一是锉刀的尺寸规格。
这种规格规定:对于方锉刀的尺寸规格以方形尺寸进行表示;圆锉刀的尺寸规格以直径尺寸进行表示;其他锉刀以锉身长度表示,常见锉身长度有100~400mm多种规格。
1、常用锉刀的种类及规格
(1)锉刀种类:常用锉刀分普通锉和整形锉(什锦锉)两类。
普通锉按其断面形状分为平锉(扁锉)、方锉、三角锉、半圆锉和圆锉5种。
平锉用来锉平面、外圆面、凸弧面和倒角;方锉用来锉方孔、长方孔和窄平面;三角锉
用来锉内角、三角孔和平面;半圆锉用来锉凹圆弧面和平面;圆锉用来锉圆孔、
凹圆弧面和椭圆面。
整形锉(什锦锉)用于修整
工件的细小部位,它由许多各种断面形
状的锉刀组成一套如图2-13所示。
(2)锉刀规格:普通锉的规格是以锉刀的长度、锉
齿粗细及断面形状来表示的。
长度规格有100mm、125mm、150mm、
200mm、250mm、300mm、350mm、400mm
和450mm等几种。
2、常用锉刀的齿号
锉刀的粗细即是指锉刀齿纹齿距的大小。
锉刀的粗细等级分为下列几种:
1号纹:齿距为2.30-0.83mm,粗锉刀。
2号纹:齿距为0.77-0.42mm,中锉刀。
3号纹:齿距为0.33-0.25mm,细锉刀。
4号纹:齿距为0.25-0.20mm,双细锉刀。
5号纹:齿距为0.20-0.16mm,油光锉刀。
3、锉刀的选择
粗锉刀有较大的容屑空间;一般适用于锉削软材料以及加工作量大和要求不太高的工件。
细锉刀用于加工余量小、精度等级高和表面粗糙
度小的工件。
此外,新锉刀的齿比较锐利,适合锉软金属,新锉刀用一段时间后再锉硬金属则较好。
锉的作用有多种,如除去缺陷、
锉毛刺、倒圆角、扩孔、锉槽、修饰表面等。
锉刀的使用流程一、锉刀的介绍与分类1.1 锉刀的定义与作用锉刀是一种用于锉削工件表面的工具,主要用于修整和去除不平整的表面,以便使其变得光滑平整。
锉刀通常由金属制成,具有多个锉齿,可以在工件表面切削材料。
1.2 锉刀的分类根据锉刀的形状、尺寸和用途的不同,可以将锉刀分为以下几类: - 平口锉:锉刀背面平整,用于锉削平面和外曲面。
- 半圆口锉:锉刀背面半圆形,用于锉削内曲面。
- 圆口锉:锉刀背面圆形,主要用于锉孔内的圆柱体。
- 方口锉:锉刀背面方形,用于锉削平面和方面。
- 防滑口锉:在锉刀的背面或手柄上加工出凹槽,以增加手柄握持时的摩擦力。
二、准备工作2.1 检查锉刀的状况在使用锉刀之前,需要仔细检查锉刀的状况。
检查锉刀是否有生锈、磨损或锉齿断裂等问题,如果有问题需要对锉刀进行修复或更换。
2.2 准备工作件和工作区域在使用锉刀之前,需要准备好需要锉削的工件以及清理好的工作区域。
确保工件固定在合适的位置,并且周围没有杂物或其他障碍物。
三、使用方法3.1 握持锉刀的正确方法正确的握持锉刀可以提高工作效率,并保护手部不受伤害。
握持锉刀时应将大拇指放在锉刀背面,其余四指握住锉刀的侧面。
保持手部稳定并避免手部滑动。
3.2 锉刀的使用姿势锉削时,身体姿势要保持稳定,同时手臂应该保持放松状态。
可以将锉刀以15度至30度的夹角放在工件上,来锉削表面,切削方向要与工件表面平行。
3.3 锉削的力度和速度在使用锉刀时,要根据工件的材料和要求的精度来调整力度和速度。
对于硬度较高的材料,需要加大力度并减慢速度,而对于较软的材料则需要使用较小的力度和较快的速度。
3.4 注意事项在使用锉刀时需要注意以下事项: 1. 避免过度用力,以避免锉刀断裂或工件表面过度削减。
2. 锉削时要保持工件和锉刀的稳定,避免晃动和滑动。
3. 避免锉刀表面粘附杂质,需定期清洁锉刀。
4. 使用锉刀时要穿戴防护手套,以保护手部不被锉齿刮伤。