冲压模具结构认识模板
- 格式:ppt
- 大小:3.45 MB
- 文档页数:25
冲压模具结构及成型调试方法冲压模具是指以金属板材为原料,在机床上进行冲压加工,通过模具的压制来实现所需产品的形状和尺寸的加工方法。
冲压模具结构主要由上模、下模、导柱、导套、弹簧、导向柱、导向套等组成。
1.上模:上模是冲压模具中的上部分,也称为工作模或上模板。
它可以固定在机床的工作台或滑块上。
上模的结构取决于被加工件的形状和复杂度,可以有单片构造、整体结构或组合结构。
2.下模:下模是冲压模具中的下部分,也称为压座或下模板。
它用于支撑和固定上模。
下模可以通过导柱和导套与机床工作台连接。
3.导柱:导柱是冲压模具中的一种传动机构,用于使上模和下模对齐。
导柱可以用于定位和支撑模具,确保模具的精度和稳定性。
4.导套:导套是冲压模具中的一种传动机构,用于保证上模和下模的运动轨迹的平行性与一致性。
导套可以安装在下模上,以减少摩擦和防止模具的倾斜。
5.弹簧:弹簧作为冲压模具中的一种零件,用于提供上模和下模之间的顶出力。
它可以通过压缩和释放来实现上模和下模的开合。
6.导向柱:导向柱是冲压模具中的一种定位装置,用于确保上模和下模的相对位置。
它可以通过固定在机床和模具上来保持模具的稳定性。
7.导向套:导向套是冲压模具中的一种配件,用于保证导向柱和模具之间的密合度。
它可以减少摩擦和磨损,提高模具的使用寿命。
冲压模具的成型调试方法如下:1.制定调试计划:根据产品的要求和模具的结构,制定冲压模具的成型调试计划。
包括调试流程、调试顺序、调试参数等。
2.装夹模具:将模具安装在冲床上,确保模具的固定性和稳定性。
检查上模和下模之间的间隙,确认无干涉。
3.调整模具参数:根据产品尺寸和形状的要求,调整上模和下模的间隙和位置。
通过调整导柱、导向套等传动机构,确保上模和下模的平行度和一致性。
4.进行试模冲压:根据调整后的参数,进行试模冲压。
观察产品的形状和尺寸,判断是否满足设计要求。
根据试模结果,调整模具参数,直到满足产品要求。
5.优化调整:在试模冲压过程中,根据得到的产品和工艺数据,进一步优化模具参数。

图文讲解冲压模具的基本构成认识一、什么是冲压冲压:通过冲床和模具对板材、带材、管材及型材等材料施加压力,使其材料产生分离或塑性变形,从而获得所需形状和尺寸的加工方法二、冲压加工概述1、冲压按工艺分类主要有两大类:(1)分离(冲裁)工序(2)成形工序冲裁:是产品沿一定轮廓线与材料分离出来获得工件的工序。
成形:使材料在不被破坏的条件下发生塑性变形,从而达到所需形状和尺寸的工件的工序。
在实际生产过程中,常常是多种工序应用于一套模具上来满足形状较为复杂的产品。
其中:冲裁、弯曲、拉深、胀形等是冲压过程中几个主要的冲压工序三、冲压加工的工艺特点优点:1、冲压加工可以获得极高的生产效率。
2、可以得到形状比较复杂、用其他加工方法难以加工的产品,如薄壳工件等。
3、产品的尺寸精度与模具的精度相关,因此,尺寸较稳定,互换性较高。
4、材料利用率较高,冲压耗能少,单位产品的成本较低。
5、冲压生产操作简单,易于实现自动化和机械化。
6、适合于大批量的生产。
缺点:1、冲压模具一般比较复杂,模具加工周期较长,且成本较高。
2、模具加工要求较高,不易制作。
综上所述:在进行模具设计时,需要很强的想象力和创造力,在理论和经验方面,对设计者和加工者的要求都很高。
四、模具的基本结构上盖板材质:45#(不需要热处理),T=20.00mm代码:PA硬度要求:自身硬度,无特别要求主要作用:是使托脱料弹簧的压力得以平衡,协调性好;将上模固定于冲床上。
加工机种:铣床、磨床材质:45#(不需要热处理),T=40.00mm代码:UP硬度要求:自身硬度,无特别要求主要作用:放置外导套、限位柱以及卸料弹簧,上模座厚度大小与卸料弹簧的长度有直接的关系加工机种:铣床、磨床、慢走丝上垫板材质:SLD,T=12.00mm代码:PB硬度要求:HRC58~62(需深冷处理)主要作用:承受冲头或镶件在冲压过程受力回让,避免上模座发生凹陷或变形。
加工机种:铣床、磨床、中走丝。
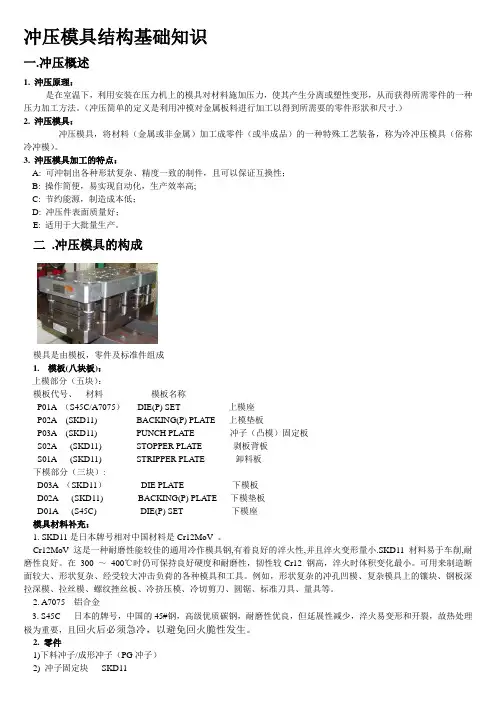
冲压模具结构基础知识一.冲压概述1. 沖压原理:是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
(冲压简单的定义是利用冲模对金属板料进行加工以得到所需要的零件形狀和尺寸.)2. 沖压模具:冲压模具,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。
3. 沖压模具加工的特点:A: 可沖制出各种形狀复杂、精度一致的制件,且可以保证互換性;B: 操作简便,易实现自动化,生产效率高;C: 节约能源,制造成本低;D: 冲压件表面质量好;E: 适用于大批量生产。
二.冲压模具的构成模具是由模板,零件及标准件组成1.模板(八块板):上模部分(五块):模板代号、材料模板名称P01A (S45C/A7075)DIE(P) SET 上模座P02A (SKD11) BACKING(P) PLATE 上模垫板P03A (SKD11) PUNCH PLATE 冲子(凸模)固定板S02A (SKD11) STOPPER PLATE 剥板背板S01A (SKD11) STRIPPER PLATE 卸料板下模部分(三块):D03A (SKD11)DIE PLATE 下模板D02A (SKD11) BACKING(P) PLATE 下模垫板D01A (S45C) DIE(P) SET 下模座模具材料补充:1. SKD11是日本牌号相对中国材料是Cr12MoV 。
Cr12MoV 这是一种耐磨性能较佳的通用冷作模具钢,有着良好的淬火性,并且淬火变形量小.SKD11材料易于车削,耐磨性良好。
在300 ~400℃时仍可保持良好硬度和耐磨性,韧性较Cr12 钢高,淬火时体积变化最小。
可用来制造断面较大、形状复杂、经受较大冲击负荷的各种模具和工具。
例如,形状复杂的冲孔凹模、复杂模具上的镶块、钢板深拉深模、拉丝模、螺纹挫丝板、冷挤压模、冷切剪刀、圆锯、标准刀具、量具等。

冲压模具设计参考模板1冲压与塑料成型设备(课程设计)题目XXX模具设计班级机电模具ZB421301姓名拉尔木吉指导教师魏良庆目录第一章止动片冲压工艺分析及模具设计3 1.1设计零件31.2 冲压件工艺分析 31.3 冲压工艺方案的确定31.4 模具结构形式的确定41.5 排样设计 41.6 冲压力的运算51.7 压力中心的运算 71.8 初选压力机9第二章模具总体设计92.1 模具类型的选择 92.2 定位方式的选择 102.3 卸料方式的选择 102.4 出件方式 112.5 确定送料方式112.6 导向方式的选择 11第三章模具工作部分尺寸运算113.1 工作零件刃口尺寸运算 113.2 卸料装置中弹性元件的运算13第四章要紧零部件设计154.1 工作零件的结构设计154.2 其它模具零件结构尺寸 184.3 模架的选用204.4 其它标准零件的选用21第五章压力机的校核24第六章模具的装配总图25第一章 止动片冲压工艺分析及模具设计1.1设计零件图1-1为止动片制件,材料为20,厚度为3mm ,大批量生产。
试设计图1-1 止动片零件图相应的模具及其要紧的零部件,工件结构分析、工艺分析、模具方案的论证、进行总体结构设计、制定要紧件的工艺规程、必须的工艺运算、制造工艺以及一定的技术经济分析等。
1.2 冲压件工艺分析(1)材料:该冲裁件的材料Q235-A 是一般碳素钢,具有较好的可冲压性能。
(2)零件结构: 零件结构简单对称,无尖角,外形有多处圆弧,中间有一个圆孔,孔的最小尺寸24mm ,满足冲裁最小孔径Dmin>=10t=12mm 的要求,成型后须保证各尺寸公差要求。
顶部和底部各有三个孔,孔的最小尺寸7mm,孔与边缘的最小壁厚为10mm ,孔与孔之间的最小距mm 12.025±,满足冲裁件最小孔边距m m 35.1min =≥t l 的要求,满足许用壁厚要求,因此,该制件具有良好的冲压工艺性,比较适合冲裁。
冲压模具装配图_冲压模具结构图图解冲压模具装配图_冲压模具结构图图解上面是一副普通的落料模具,产品为一个长方形,中间冲了三个小圆孔;下料冲孔复合凸模为长方体,作用就是下料,把产品的外形从材料上卸下来的意思。
下料冲孔复合凸模的四周也是刀口,相当于冲头,所以这四周是不能倒角的,下料冲孔复合凸模中间还有三个小圆孔,这三个小圆孔属于刀口,即把产品中间的那三个圆孔给冲出来。
凹模板中间有个方形的窟窿,属于刀口,以下料冲孔复合凸模为冲头冲出产品外形;下料冲孔复合凸模上面对应的内脱,也叫做内脱料板,或者内卸料版,图中标示的是“卸料块”,其实都是一个意思,卸料块的作用就是把产品从凹模板中顶出来;卸料块还有一个作用,就是压料,把料压住之后然后冲中间的那三个小圆孔。
图中标示的“顶料型凸模”其实就是冲头,配合下料冲孔复合凸模上的三个圆形刀口,冲出中间产品上的那三个小圆孔。
下模下垫板上“固定键”的作用,就是把下料冲孔复合凸模给固定住,以免它随模具的上行而跳出模具来,导致发生事故。
下模上标示的“卸料板”俗称外脱,作用是把冲出来的废料从下料冲孔复合凸模脱出来,以免废料卡在下料冲孔复合凸模上。
像这种冲压模具设计的时候要注意,模具下行的时候,内脱(卸料块)和外脱(卸料板)要同时压住料,也就是说产品放在模具里面(加料厚)合模的时候,模具上下模打死的情况下,外脱(卸料板)要贴死下垫板,内脱(卸料块)要贴死上垫板,这样才能保证打出来产品平面度良好,不会发生翘曲、以免光亮带不整齐的情况出现。
在架模的时候也没必要打得太死,只要能把产品完整冲出来,外脱没必要必要与下垫板贴死,留一点缝隙比较适宜。
四月2nd, 20121 commentwujinmuju冲压模具等高套筒高度该如何计算等高套筒安装示意图冲压模具等高套如何计算,我想看了上面的图以后大家应该都会明白了吧?什么是等高套?等高套的目的是什么?先回答是什么是等高套,等高套是等高套筒的简称,按照正规的叫法应该是叫等高套筒的,不过工厂里的师傅们一般习惯称它为等高套。
冲压模具结构基础知识讲解冲压模具作为金属冲压工艺生产过程中不可缺少的重要装备,它包含多种组成部件,它们在模具设计、制作和使用中都起着重要作用。
本文将深入讨论冲压模具的结构基础知识,帮助读者更好地了解冲压模具的设计和使用。
首先,冲压模具的基本结构包括两个主要部分,即模座和模具刀具。
模座是模具的主要支架,由铸铁、铸钢或铸铝等材料制成,主要放置和承受模具刀具的压力。
模具刀具则包括模楔、模头、楔板和模刀等,由不锈钢或钢板等材料制成。
模楔安装于模座上,用于支撑模头,保证模头的稳定性。
模头是冲压模具的工作平面,由多层金属板层压而成,具有良好的热稳定性和磨损耐久性。
楔板是支撑模刀,夹住金属板,并产生冲压力的设备,安装在模座上。
模刀用于切割和冲压金属板,以获得设计要求的形状和尺寸。
其次,冲压模具还包括其他重要的部件,如模具座、模架、气缸和模具下撑片等。
模具座用来固定模具,安装气缸,并作为模具刀具的支撑结构。
模架是模具的支撑架构,可以抵御压力、热胀冷缩等不稳定因素的变化。
气缸是模具的动力设备,可将气缸的压力传递给模具,从而促进模具的作动。
模具下撑片是用于支撑模具刀具的结构,由金属或陶瓷等材料组成,能有效减小冲压模具刀具的振动。
此外,冲压模具还有许多其他细节结构,如模具支臂支座、心轴、模具定位块、同步带轮等,它们在模具的安装、位置定位和作动过程中也发挥着重要作用。
综上所述,冲压模具的结构非常复杂,它的各个部件都起着重要的作用。
为了确保冲压模具的正常使用和长期使用,必须正确安装、位置定位、优化调整、清洁保养等。
此外,还需要定期检查模具的状态,及时发现、更换模具需要更换的零部件,以保证模具的正常工作,这对提高工艺生产效率和产品质量也是我们应该追求的目标。