押出机目录表
- 格式:xls
- 大小:21.00 KB
- 文档页数:1
深圳亞力盛連接器有限公司SHENZHEN ALEX CONNECTOR CO.,LTD《押出知识》培训教材編審:擬稿:溫彩平編制日期:2011/2/22版本: A1目錄一、押出機機組二、模具的選配三、作業前准備四、操作步驟五、押出不良品类型及排除方法六、責任重點第一章押出机机组第一节押出机的组成押出机的组成放线装置---牵引(张紧轮)----预加热---主机---第一段水槽---印字機--- 冷卻小槽---牵引----收线機1.放线部分:由放线架,升降装置,张力调节装置,拖轮等组成.2.主机部分:由主电机,齿轮箱,油泵,机身,控制屏,操作台组成.3.冷却部分:由水槽,拖轮上下水管等组成.4.收线部分:由收排线架,升降装置,牵引装置,记米器,收線机等组成.5.其他:夾板.木芯.自动抽料装置.料斗.烘烤箱等组成.第二节押出机的主机押出机组的主机是指:押出机以及押出机的控制系统,传动系统和挤压成型系统.挤压成型系统是押出机的主体和核心.如下图:一.押出机的型号塑料押出机型号包括螺杆直徑,长徑比,加热方式,冷却方式等技术参数.举例:SJ120-20DF其中:S-塑料 20-长徑比20:1J-挤出 D-电加热120-螺杆直徑120mm F-风冷二.控制系统1.加热系统由装在机身,机頸,机头各部分的加热片和装在控制屏上的开关及押出机加温需要的温度控制仪构成.该系统的性能要求是:易于控制和调节迅速,温升快,降温迅速,同时有调节装置,可自动控制.2.冷却系统主要是机身冷却和螺杆冷却.冷却的强弱依水(风)量的大小确定.同时,冷却部位的强弱按挤出机部位的不同,布置疏密不同的冷却管路.3.参数测量系统为保证挤出的正常进行,操作者必须了解螺杆转速,螺杆负荷,出线速度,挤出机各段温度及各段加热电流等,以控制挤出质量,保证安全生产,因此,要观察参数的变化.三.传动系统1.驱动系统:一般采用直流电机组,整流子电机及普通交流电机.要求:低速启动,能无级变速,有足够的功率.2.变速装置由两部分组成a.皮带传动机构b.主机减速器—齿轮传动机构要求:传动速比要准确恒定..传动平稳,无噪音,无撞击,无震动.四.挤压成型系统1.加料装置,可分为:a.人工加料b.自动加料2.挤压套筒:它是挤塑机的机膛,有内套筒和外套筒组成,共同接受电加热,在内外套筒间安置加热,内套筒与螺杆配合,实现对对塑料的粉碎,软化,熔融,排气,压实,并输送胶料.3.挤压螺杆:螺杆在塑料挤出过程中,起着把塑料软化,压实并排除多余空气向机头输送胶料的作用.如下图:加料段:颗粒状塑料从料斗进入机筒螺杆.由于落感的旋转,产生足够大的推力和反向摩擦力,形成稳定的压力,使胶料混合,初步加热,软化塑料向压缩段推进.压缩段:由于此段温度较高,预热好的塑料开始塑化压实,最后由固态塑料转变为熔融态塑料.因为螺杆的旋转,继续对塑料进行混合搅拌,实现初步塑化且初步压实.熔融段(均压段):在螺杆旋转推力的作用下,经初步塑化,初步压实的塑料被推入均压段,此段螺槽溶剂最小,从而产生更大的压力,温度又最高,塑料在高温高压下,塑化更均匀,在落感的推力下,等压定量的被推如机头,从模口挤出成型.4.蜂巢板:放在螺杆顶端的过滤器,可放置40—120目的网膜,可用合金钢制成,圓孔成60度倒角,使胶道成流线型,蜂巢板中间孔分布疏,边密.用语过滤塑料中的较大的杂质,调节压力使料流由旋转运动变为直线运动.5.机头:是由合金钢内套和碳素钢外套构成.机头安装有挤压模具.机头既是保温器,有是压实装置.机頭和机身的位置可分为直角机头(机头和机身成90度角)和斜角机头(机头和机身成120度角).第三节押出机的辅机押出机的辅机包括:放线装置,放線架,過粉機,预热装置,牵引装置,冷却装置,火花機,记米器,测徑儀及收排线装置.一.放线装置放线装置的规格和结构形式,要符合由挤塑机组主机规格决定的生产技术标准.常用的放线装置有:1.成圈放线:这种放线,每放一圈,线材就受一次扭转,不适合用于型线.在放线架附近装有限位开关,在线材打结时可自动停機.一般用于小型设备.2.越端放线:将特制的曲柄放在平放线盘中心孔上,靠线材运动来带动旋转放线,这种放线装置线材所受引力小,停机惯性小,常用于较细线材放线.3.线盘放线:把待挤线芯或缆芯放置在相应的放线架上,依靠牵引带动线盘放线.特别使用于大型设备放线,为了顺利放线,在放线架后设立有专门张力调整装置. 二.冷却装置冷却装置通常采用:风冷和水冷两种.风冷由于需要全套干燥设施等冷却速度缓慢,因此,押出机机身套筒采用风冷,其他一般都采用水冷.1.机身的冷却部位:机筒加料口周围冷却,目的是:防止塑料在此处过早熔融,堵塞进料.此处冷却从机身加热到停机始终都在进行.2.螺杆的冷却:在空心螺杆周圍裝吹風機,接通主機溫控表,對螺杆进行降温(我们公司采用風冷).目的是:增加螺杆对塑料的推動力,防止胶料打滑.有利于胶料的输送和塑化.3.产品的冷却:是通过冷却水槽进行的.根据塑料的性质不同,可分为急冷和缓冷.急冷是采用冷水直接冷却.缓冷是为了减少制品的内应力,在冷却水槽中放置不同温度的水,使线缆逐渐降温定型.三.耐压实验装置为了发现并及时发现线缆挤出中的缺陷,一般在冷却水槽后安装有工频火花機或高频火花機对线缆进行耐压检验.当线芯击穿时应报警并记录.四.牵引装置牵引装置是线缆在押出机组中做连续运动的动力源.主要有:双轮式和履带式.还有单轮式,双轮式是由两个大小相等的圓轮组成.一个主动轮,一个从动轮.履带式是由一定长度,转动灵活的链条带通过电动机驱动的.上下履带做同步,反向的圆周运动.为不损伤电缆,履带的链条上附有高弹性而又耐磨的橡皮带.五.收排线装置收排线机构为单独传动.一般小型设备用光杆排线,光杆两段有行程开关,可根据盘子的大小进行调节排线器的行程.还有丝杆排线.也有收线装置来回移动,在收线装置的下方导轨有探头进行控制行程.注意:停机超过30分钟以上,必须关掉收线张力,以防止線材被拉傷.第二章模具极制塑料绝缘与护套,模具是控制塑料成型的关键.要做出更好的线缆,选配好合适的模具很重要.一.模具的类型和用途模芯和模套配合,可分为三种类型:1.挤压式:平嘴內模和任何一种模套配合,都组成挤压式模具.挤压式模具是靠压力实现产品的最后定型,挤出的胶层结构严密,与线芯结合紧密,外表面圆整光滑.但模具与导线配合要求高,模芯易磨损,产品质量对模具依赖性大.因此不适合较大截面的半成品.2.半挤压式:短嘴內模与任何一种模套配合,模芯嘴伸到模套1/2处.他吸取了挤压式和挤管式的优点.适合大截面的绞线绝缘挤包中.3.套管式:用长嘴內模与任何一种模套配合,把模芯伸到与模套口相平或伸出.充分利用了塑料的可拉伸性,对提高塑料的机械强度有益,且通用性好,使用寿命长,可提高产量.但護套的紧密性和线芯结合的紧密性较差,可用抽真空的方法改善这一现象.二.模具的选配选配好适当的模具,是生产高质量,低消耗的关键.1.检查模具的质量内外表面是否光滑,圓整,有无裂纹,缺口,划痕,碰伤,凹凸等现象,特别是模套和內外模要圓整光滑.2.选配模具編織線內模要选的大一些,绝缘线芯选配內模不易过大,既线材穿过时,不緊不松即可.三.模具的选配公式挤管式:挤管式內模内徑D1=d +E1外模内徑D2=D1+2f+2R+E2式中:D1---內模直徑(mm)D2---外模直徑(mm)d----半成品生产前外徑(mm)f----內模嘴壁厚(mm)R----工艺规定产品塑料厚度(mm)E1---內模的放大值(mm)E2---外模的放大值(mm)说明:放大值E1或E2(a).绝缘线芯E1=0.5—3mm 模套放大值E2=1—3mm(b).生产外被电缆E1=2-6(編織線) 2—4(非編織線)mmE2=2—5mm挤压式:內模内徑单线D1=d+E1(0.05—0.1)mm绞线D1=d+E1(0.4—1.2)mm外模内徑单线D2=d+2R+(0.05—0.2)mm绞线D2=d+2R+(0.2—0.5)mm线芯或缆芯外徑不均时,放大值取上限,在保证质量及工艺要求的前提下,要提高产量,一般外模放大值取上限.第三章作業前准備工作1、押出員檢查押出機電、氣、水正常,機器與配套設備正常。
1 目的为使芯线工程操作方法标准化,以确保产品品质,特订定此作业标准。
2 范围30∮m/m 押出机,40∮m/m 押出机,50∮m/m 押出机均适用之。
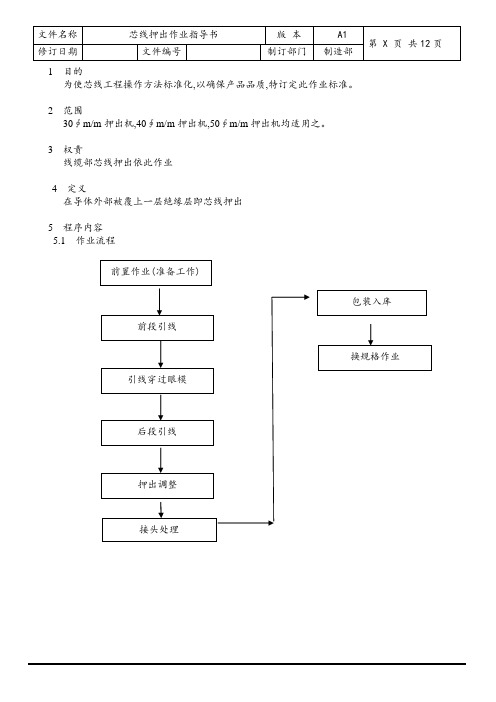
3权责线缆部芯线押出依此作业4 定义在导体外部被覆上一层绝缘层即芯线押出5 程序内容5.1 作业流程前置作业(准备工作)包装入库流程作业顺序重点要项备考前置作业1.开启押出机电源开关1.依指令单之材质设定主机,印条机各段温度参照押出机温度设定基准2.开启水槽开关 1.在各段水槽口处换上新海绵,以免线材刮伤,将水龙头调至适当水量,以免水外溢。
3.依指令单规格选取眼模。
1.选择适合之内眼及外眼。
2.目视眼模内外孔有无缺口,防绞铜或芯线刮伤3.备网目三至四片4.依指令单规格领取塑料粒。
1.核对塑料粒是否与指令单相符。
2.按照指令单塑料粒料号来调配色母。
3.色母在使用前必须烘烤(80℃)2小时以上,防止色母潮湿导致火花失败。
4.确定要开的材料是否需要预热,如需要预热就要提前至少两小时预热材料。
5.依指令单规格领取铜材。
1.检查铜材排线,铜材条数是否正常。
2.核对铜材外径是否与指令单相符。
3.特殊铜材如镀银铜等需用相同绞合外径之常规绞线作引用生产,待押出外观及偏心均调试ok后再换用该特殊铜生产.以防导体规格使用错误6.塑料粒倒入料筒。
1.清除料筒内杂质异物并将筛网取出用风枪吹干净,以防芯线押出时而火花失败。
7.开启烘料机。
1.依材质设定预热温度8.清洁机头及安装。
1.将桃心清理干净后再装入机头内,目视桃心安装正确后用螺母锁紧。
每次拆装机头需目视机头在水平位置,防止芯线偏心。
9.安装眼模 1.先装内眼再装外眼及外眼套,锁紧后再退二圈。
2.装蜂巢板,垫网目且将机头锁紧。
10.调整印条机及安装。
1.将印条机慢慢移至机头上方位置且对准导料管,并用螺丝旋紧,以防印条机漏料。
11.卷取机上空轴并用钩形扳手将空轴固定1.依规格选取合适的空轴且目视空轴无歪斜及轴边平滑,否则必须用锉刀锉平后再用砂布将其打磨光滑以免芯线刮伤。

押出机使用说明资料押出机功能押出机(全自动控径)供电线电缆厂将聚乙烯、聚氯乙烯等热挤法,使导线进行线芯绝缘或作电缆护套之电线机组。
全自动控径押出机配备不调心模具,生产的电线不偏心,并使电线外径保持一致。
设备采用变频控制电机、高精度定径适配器与高精度同步控制器、温度控制电器柜等组成。
全自动控径押出机押出机技术参数:押出机配置:(1)无轴升降放线架WF630型(2)水平进线架一付(3)挤塑机SJ45型一台(5.5kw变频调速,四道温控、塑料上料机,干燥机)(4)全自动高精度控制线径及变频同步控制柜一台。
(5)冷水槽二米一节二套。
(6)水平架一付。
(7)吹干机CG30型一台。
(8)YZ型印字机一台。
(9)高精度定径适配器。
(10)不调心模具(1、1.5、2.5、4.0、6.0mm2单芯)。
(11)双牵双收一体机SS400/630型一台(2.2kw变频调速)。
押出机相关配置的作用1、无轴升降放线机的作用:为提高生产效率,把导体线芯所用的导体复绕在盘具上,再把盘具安装在放线架上,使线芯导体快速引出,提高生产电线电缆每分钟的出线速度。
2、水平进线架的作用:从无轴升降放线机盘具上引出的线芯导体、经水平进线架时,使线芯导体在水平架的导轮上复绕校直,并使水平进线架与模具、水平架三点成一直线,保证线芯导体与模具在一水平位置上,使生产出的电线电缆线芯导体在中心位置。
3、电线机组的核心机器挤塑机的作用:是把所要生产的电线电缆所用塑料制品(如聚氯乙烯PVC、聚乙烯PE、聚炳烯PP料和复合型塑料),经外加热、内压热、磨擦热等诸多因素,把塑料制品熔化后包覆在线芯导体的外表面。
4、温度控制电器柜的作用:温度控制电器柜以核心机器挤塑机上的电器部分为主要控制对象,使挤塑机生产电线电缆产品所需的塑料制品,经熔化后包覆在线芯导体的外围,并使电线电缆产品外观美观、有光亮度,若达到以上的要求,温度控制电器柜是必不可少的核心电器元件,塑料温度的高低、挤塑机转速的快慢,牵引收线的相互配合,都由温度控制电器柜来调节。
传真:+86 769 85017251 厚虎路25号邮编:52392270押出机配置单设备型式:□左手机□右手机.客户自定设备用途:适应于PVC.SR-PVC,各种电线电缆塑料高速挤出等。
A.设备清单:1、双头放线架2、张力整直架3、押出主机4、总控制箱5、活动水槽6、固定水槽7、印字机8、储线架9、引取机10、过粉机11、双轴收线机12、随机备品及其它B.设备参数:一、双头放线架1、被动型放线,适用线盘Φ400-6302、有轴式双头放线3、张力自动调整4、断线自动停机二、张力整直架1、五轮三槽式整直,2、中心高度1000mm。
3、上部三轮下部两轮,中间由弹簧控制张力。
三、押出主机1、螺杆壹支,长径比为25:1,采用38CrMoAIA合金钢,BM分离型,全牙氮化处理,表面硬度HV950以上,其特性具有押出量大,塑化程度100%.传真:+86 769 85017251 厚虎路25号邮编:52392270押出机配置单2、螺杆直径70mm, 配备30HP台湾东元马达,螺杆转速范围内0~90转/min3、四台离心式风机配合温控器进行冷却,螺杆加热区四段铸铝发热片加热,三相380V。
4、仿意大利减速齿轮箱经精密研磨,具有抗磨损,低噪音之特点。
5、50KG型自动吸料斗干燥机一套,自动控温且可任意设定温度。
6、采用新型锁扣式法兰盘,拆装方便快捷。
四、活动式水槽:1、不锈钢制作(活动结构),内部喷淋式冷却,长度1.5米,伸缩范围0.5米。
五、总控制箱1、六段温度控制,温控表为日本原装进口RKC品牌,PID自动控制。
0~399度全自动设定控制2、线速度显示器。
日本产欧姆龙品牌中间继电器和台湾士林接触器3、主机30HP美国<爱默生>EMERSON变频器,引取5HP美国<爱默生>EMERSON变频器。
4、电流表及电压表。
5、押出主机与引取机单动及联动控制。
六、冷却长水槽:1、不锈钢板制作,长度8米,可调式水槽支架,环型吹风嘴2组(槽中装置3组导轮)七、印字机a)为高速印字机,并配备大小线一组压线轮。
押出机作业指导书押出机作业指导书1-介绍本文档是关于押出机作业的指导书,旨在提供详细的步骤和操作指导。
押出机是一种用于塑料加工的设备,在塑料制品生产过程中起着重要的作用。
本文档将从准备工作、操作流程、安全注意事项等方面进行介绍。
2-准备工作在进行押出机作业之前,需要进行一些准备工作。
2-1 材料准备确保已经准备好所需的原料和辅助材料,同时检查材料的质量和合格证。
2-2 设备准备确保押出机设备的完好性和正常运行。
检查电源、液压系统、传动装置等设备部件,保证其安全可靠。
2-3 操作区域准备清理操作区域,并确保周围环境的安全和整洁。
移除可能影响操作的障碍物,并确保有足够的空间进行操作。
3-操作流程在进行押出机作业时,需要按照特定的操作流程进行操作。
下面是一个常用的操作流程示例。
3-1 启动设备根据设备操作手册的指示,启动押出机设备。
确保设备处于正常工作状态。
3-2 加载原料使用提前准备好的原料,将其加载到押出机的进料系统中。
确保原料进料的均匀和稳定。
3-3 调整加热温度根据原料的特性和要求,调整押出机的加热温度。
确保温度能够使原料达到熔融状态。
3-4 开始押出启动押出机后,按照设备操作手册的指示,逐步调整押出机的工作参数,以实现所需产品的押出。
3-5 监控生产过程在整个押出过程中,需要不断监控设备和生产情况。
确保设备运行平稳,产品质量良好。
3-6 结束作业完成押出作业后,停止设备运行。
清理操作区域,清理设备,关闭电源。
4-安全注意事项在进行押出机作业时,必须注意安全事项,以确保作业过程的安全和顺利进行。
4-1 穿戴个人防护装备在操作押出机时,必须穿戴适当的个人防护装备,如安全帽、防护眼镜、耳塞、防护手套等。
4-2 防止杂物进入在进行押出作业之前,要确保作业区域没有杂物和障碍物,以防止其进入设备。
4-3 遵守设备使用规范严格按照设备操作手册的要求进行操作,不得进行未经许可的操作和调整。
4-4 定期维护保养定期对押出机设备进行维护和保养,检查设备的各项功能是否正常,确保设备的安全运行。