第六章 M1432B型万能外圆磨床 ppt课件
- 格式:ppt
- 大小:2.85 MB
- 文档页数:38


M 1 宁夏民族职业技术学院毕业设计说明书题目M1432B型万能外圆磨床液压传动系统设计英文并列题目M1432B Universal cylindrical grinding machine hydraulic system design学生姓名:李强强专业:数控设备的应用及维护指导教师:李海荣职称:学生M1432B型万能外圆磨床传动系统设计说明书万能外圆磨床是一种可以磨削外圆,加上附件又可以磨削内圆的机床。
这种磨床具有砂轮旋转,工件旋转,工作台带动工件的往返远动和砂轮架的周期切入远动,此外砂轮架还可以快速进退,尾架顶尖可以伸缩。
在这些运动中,除了砂轮与工件的旋转有电机驱动外,其余的运动均由液压传动来实现。
在所有的运动中,以工作台往复运动要求最高,它不仅要保证机床有尽可能高的生产效率还应保证换向过程平稳,换向精度高。
一般工作台的往复运动应满足以下要求:(1)较宽的调速范围能在0.05~4m/min范围内无级调速高精度的外圆磨床在修整砂轮时要达到10~30mm/min的最低稳定速度;(2)自动换向在以上速度范围内应能进行频繁换向,并且过程平稳;(3)换向精度高同一速度下,换向点变动量应小于0.02mm;不同速度下,换向点的变动量应小于0.2mm;(4)端点停留外圆磨削时砂轮一般不超越工件,为避免工件两端由于磨削时间短而出现尺寸偏大的情况,要求工作台在换向点能作短暂停留,停留时间应在0~5s范围内可调;随着科技步伐的加快,液压技术在各个领域中得到了广泛应用,液压系统已成为主机设备中最关键的部分之一。
本文主要研究的是液压传动系统,液压传动系统的设计需要与主机的总体设计同时进行。
设计时,必须从实际情况出发,有机地结合各种传动形式,合理选择换向回路的形式,充分发挥液压传动的优点,设计出结构简单、工作可靠、成本低、效率高、操作简单、维修方便的液压传动系统。
M1432B型系综合M131W和M1432A的优点进行改进的,是一种手动操纵、电气、液压控制的万能外圆磨床。
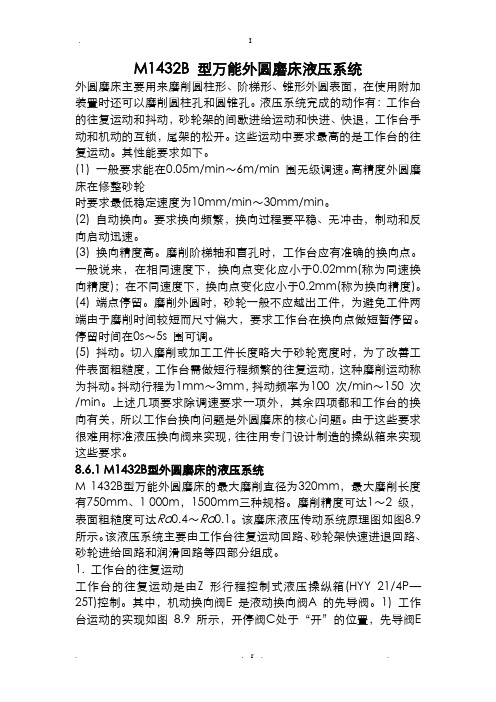
M1432B 型万能外圆磨床液压系统外圆磨床主要用来磨削圆柱形、阶梯形、锥形外圆表面,在使用附加装置时还可以磨削圆柱孔和圆锥孔。
液压系统完成的动作有:工作台的往复运动和抖动,砂轮架的间歇进给运动和快进、快退,工作台手动和机动的互锁,尾架的松开。
这些运动中要求最高的是工作台的往复运动。
其性能要求如下。
(1) 一般要求能在0.05m/min~6m/min 围无级调速。
高精度外圆磨床在修整砂轮时要求最低稳定速度为10mm/min~30mm/min。
(2) 自动换向。
要求换向频繁,换向过程要平稳、无冲击,制动和反向启动迅速。
(3) 换向精度高。
磨削阶梯轴和盲孔时,工作台应有准确的换向点。
一般说来,在相同速度下,换向点变化应小于0.02mm(称为同速换向精度);在不同速度下,换向点变化应小于0.2mm(称为换向精度)。
(4) 端点停留。
磨削外圆时,砂轮一般不应越出工件,为避免工件两端由于磨削时间较短而尺寸偏大,要求工作台在换向点做短暂停留。
停留时间在0s~5s 围可调。
(5) 抖动。
切入磨削或加工工件长度略大于砂轮宽度时,为了改善工件表面粗糙度,工作台需做短行程频繁的往复运动,这种磨削运动称为抖动。
抖动行程为1mm~3mm,抖动频率为100 次/min~150 次/min。
上述几项要求除调速要求一项外,其余四项都和工作台的换向有关,所以工作台换向问题是外圆磨床的核心问题。
由于这些要求很难用标准液压换向阀来实现,往往用专门设计制造的操纵箱来实现这些要求。
8.6.1 M1432B型外圆磨床的液压系统M 1432B型万能外圆磨床的最大磨削直径为320mm,最大磨削长度有750mm、1 000m,1500mm三种规格。
磨削精度可达1~2 级,表面粗糙度可达Ra0.4~Ra0.1。
该磨床液压传动系统原理图如图8.9 所示。
该液压系统主要由工作台往复运动回路、砂轮架快速进退回路、砂轮进给回路和润滑回路等四部分组成。
1. 工作台的往复运动工作台的往复运动是由Z 形行程控制式液压操纵箱(HYY 21/4P—25T)控制。

三江学院机电传动与控制课程设计题目M1432型万能外圆控制磨床电气控制系统设计机械与电气工程学院机械设计制造及其自动化(数控技术)专业学生学号指导教师成绩起讫日期2017.1.3-2016.1.6第一章绪论第二章M1432型万能外圆磨床接触器—继电器控制电路概述第三章电动机控制电路分析2.1 油泵电动机M1的控制2.2 头架电动机M2的控制2.3 外圆砂轮电动机M3和M4控制2.4 冷却泵电动机M5的控制2.5 停止2.6 照明指示灯2.7 切断电源开关第四章M1432型万能外圆磨床原理图第五章元件明细表第六章M1432万能外圆磨床PLC控制课程设计小结参考文献1. M1432型万能外圆磨床用于磨削圆柱形和圆锥形零件的外圆和孔。
2. 机床的外磨砂轮、磨砂轮、工件、油泵及冷却,均以单独的电机驱动。
3. 机床的工作台纵向运动,可由液压驱动,也可用手轮摇动。
4. 砂轮架横向快速进退由液压驱动,其进给运动由手轮机构实现。
5. M1432型万能外圆磨床可以用来加工外圆柱面及外圆锥面,利用磨床上配备的圆磨具还可以磨削圆柱面和圆锥面,也能磨削阶梯轴的轴肩和端平面。
此电路采用五台电动机拖动工作。
M1432型万能外圆磨床由床身、工件头架、工作台、圆磨具、砂轮架、结尾、控制箱等部件组成。
6.使学生了解熟练掌握M1432型万能外圆磨床安装接线、分析原理、及检修电路故障,机床的主要结构及运动形式,分析机床对电气线路的主要要求,机床接触器一继电器控制电路概述,机床的PLC控制方案,M1432 万能外圆磨床的PLC程序编制,PLC电气控制系统电器元件的选择7.型号意义:M:磨床 1:外圆 4:万能 32:磨削直径320mm8. M1432型万能外圆磨床可用于工件的外圆锥面,圆柱面,圆柱面,圆锥面和阶台端面及磨削平面等。
二、M1432型万能外圆磨床接触器—继电器控制电路概述M1432型万能外圆磨床接触器—继电器控制电路原理图如图1-1所示。
M1432B万能外圆磨床使用操作规程(总7页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--M1432B万能外圆磨床使用操作规程机床开动前,操作者必须熟悉本机床性能、规格、安全使用要求,各手柄位置及其作用,机械、电气、液压传动原理的相互关系及其动作的先后顺序,各种保险及连锁装置等。
一、机床开动前须知1、按“机床润滑图表”在各处加规定的润滑油(脂)。
2、按“一般电气设备的保养和维护”逐项检查。
3、熟悉“安全使用要求”。
4、熟悉“一般液压设备的故障产生原因及消除方法”。
5、用手动检查全部机械的动作情况,保证没有不正常现象。
6、保持手轮、手柄、开头均停止在所需位置上。
7、开动各类电动机,先从最低开始逐步之最高速,每级运转时间不少于2min,高速运转不少于30min。
8、调整油路压力,工作台润滑压力机油量,驱除工作台油压筒内存留的空气。
9、空运转机床,检查各传动系统工作循环是否正常,各连锁安全保险装置是否可靠。
10、检查各轴承升温情况,机床有无搬动等不正常现象。
二、工作准备1、冷却液的准备按规定比例调制冷却液,注满冷却液箱后,开动冷却液泵及冷却液开关,检查冷却系统是否正常。
2、按“砂轮的静平衡方法”修正及平衡砂轮。
3、根据工件直径大小选择最适宜的头架转速,根据工件的长短移动头架尾架的位置,然后安装工件,安装工件应注意砂轮架的前后位置,使砂轮与工件间保持足够的距离(包括快速进给的距离在内)。
4、慢速移动工作台将左右装块固定在适宜的位置上,然后快速引进砂轮架,并手动高速横给机构使砂轮移近工件开始磨削。
三、操作步骤(机床操作手轮、手柄见示意图)1、检查各手轮、手柄、手把和旋钮均在停止和后退位置,然后闭合电源引入开关,接通电源。
2、按下操纵台24上油泵启动按钮使油泵运转。
3、通过操纵台24电动机调速旋钮根据不同的工件预先选择好不同的转速。
4、旋转工作台左面的放气阀旋钮1,在排尽了工作台油压筒内的空气后再关紧。
M1432B型万能外圆磨床一般故障的分析和排除磨床发生故障可归纳为如下四种情况:第一种情况:磨削加工件本身精度低,误差大;由于撞击、拉毛或其他外伤所致,使工件表面产生印痕。
第二种情况为磨床本身制造精度误差大第三种情况为磨床的零件磨损,机构配合松动或间隙过大以及零件损坏等第四种情况为液压系统的故障对于第一种情况,可在加工前对工件进行严格的检查,不符合精度要求的、或外伤所致表面质量未达到要求的工件,予以退回或退修。
下面分析和讨论其他几种情况:1、圆度超差1)磨床头架主轴轴承的磨损,磨削是,使主轴的径向圆跳动圆跳动超差。
可调整轴承游隙或更换新轴承。
2)尾座套筒磨损,配合间隙增大,磨削时在磨削力的作用下,使顶尖位移,工件回转使造成不理想的圆形。
可修复或更换尾座套筒。
2、圆柱度超差1)头架主轴中心与尾座套筒中心不等高或套筒中心在水平面内偏斜。
由于尾座经常沿上工作台表面移动而磨损所致。
可修复或更换尾座,使其与头架主轴中心线等高和同轴。
2)纵向导轨的不均匀磨损,而造成工作台直线度超差。
可修复导轨面,重新校整导轨的精度。
3、磨削时工件表面出现有规律性的直波纹(呈多角状)1)砂轮主轴与轴承、砂轮法兰盘相配合的轴颈磨损,使径向圆跳动和全跳动超差是,可修复或调换主轴。
2)砂轮主轴轴承的磨损,配合间隙过大,使砂轮回转不平衡时,将使磨削产生振动,可调整或更换轴承。
3)砂轮主轴的电动机轴承磨损后,磨削时电动机产生振动,可调换轴承。
4、磨削时工件表面产生有规律的螺旋波纹1)工作台低速爬行,可消除进入液压系统中的空气,疏通滤油器,稳定液压系统中的油压,以及修整导轨表面使其减少摩擦。
2)砂轮主轴的轴向窜动可调整轴承的轴向游隙或更换轴承。
3)砂轮主轴轴心线与工作台导轨不平行可修复导轨使其达到达到精度要求。
5、磨削时工件表面产生无规律的波纹或振痕1)所选砂轮硬度、顆粒不恰当,可选择合适的砂轮。
2)砂轮修整不正确、不及时,可及时地、正确地修整砂轮。