10kV交联聚乙烯绝缘电缆热缩接头制作工艺标准
- 格式:doc
- 大小:71.00 KB
- 文档页数:3
SGBZ-0606 10(6)kV交联聚乙烯绝缘电缆热缩接头制作施工工艺标准SGBZ-0606 10(6)kV交联聚乙烯绝缘电缆热缩接头制作施工工艺标准依据标准:《建筑工程施工质量验收统一标准》GB50300-2001《建筑电气工程施工质量验收规范》GB50303-20021、范围本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kV交联聚乙烯绝缘电力电缆热缩中间接头制作。
2、施工准备2.1设备及材料要求:2.1.1主要材料:电缆头附件及主要材料由生产厂家配套供应。
并有合格证及说明书。
其型号、规格、电压等级符合设计要求。
2.1.2辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。
2.2主要机具:喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。
2.3作业条件:2.3.1电缆敷设完毕,绝缘电阻测试合格。
2.3.2作业场所环境温度0℃以上,相对湿度70%以下,严禁在雨、雾、风天气中施工。
2.3.3施工现场要干净、宽敞、光线充足。
施工现场应备有220V交流电源。
2.3.4室外施工时,应搭设临时帐蓬。
3、操作工艺3.1工艺流程:设备点件检查→剥除电缆护层→剥除铜屏蔽及半导导电层→固定应力管→压接连接管→包绕半导带及填充胶→固定绝缘管→安装屏蔽网及地线→固定护套→送电运行验收3.2设备点件检查。
开箱检查实物是否符合装箱单上的数量,外观有无异常现象。
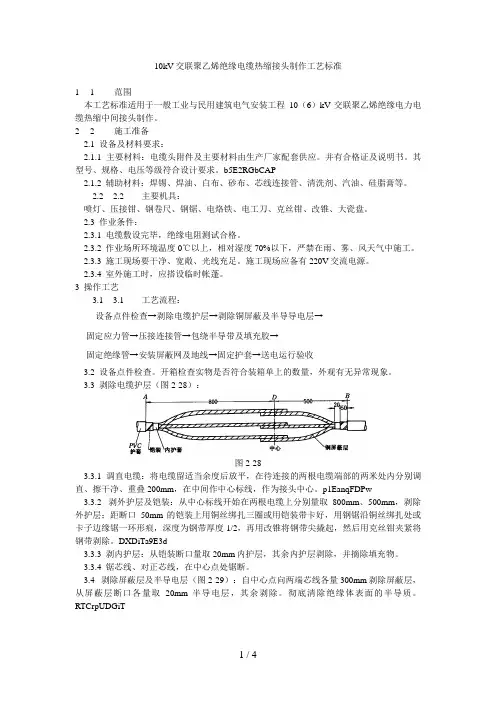
3.3剥除电缆护层(图3.3):图3.33.3.1调直电缆:将电缆留适当余度后放平,在待连接的两根电缆端部的两米处内分别调直、擦干净、重叠200mm,在中间作中心标线,作为接头中心。
3.3.2剥外护层及铠装:从中心标线开始在两根电缆上分别量取800mm、500mm,剥除外护层;距断口50mm的铠装上用铜丝绑扎三圈或用铠装带卡好,用钢锯沿铜丝绑扎处或卡子边缘锯一环形痕,深度为钢带厚度1/2,再用改锥将钢带尖撬起,然后用克丝钳夹紧将钢带剥除。
10(6)KV交联聚乙烯绝缘电缆户内、户外热缩终端头制作1 范围本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kV交联聚乙烯绝缘电缆户内、户外热缩终端头制作。
2 施工准备2.1 设备及材料要求:2.1.1 所用设备及材料要符合电压等级及设计要求,并有产品合格证明。
2.1.2 主要材料:绝缘三叉手套、绝缘管、应力管、编织铜线、填充胶、密封胶带、密封管、相色管、防雨裙。
辅助材料:接线端子、焊锡、清洁剂、砂布、白布、汽油、焊油。
2.2 主要机具:喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。
2.3 作业条件:2.3.1 有较宽敞的操作场地,施工现场干净,并备有220V交流电源。
2.3.2 作业场所环境温度在0℃以上,相对湿度70%以下,严禁在雨、雾、风天气中施工。
2.3.3 高空作业(电杆上)应搭好平台,在施工部位上方搭好帐篷,防止灰尘侵入(室外)。
2.3.4 变压器、高压开关柜(高压开关)、电缆均安装完毕,电缆绝缘合格。
3 操作工艺厂家有操作工艺可按厂家操作工艺进行。
无工艺说明时,可按以下制作程序进行。
要求从开始剥切到制作完毕必须连续进行,一次完成,以免受潮。
3.1 工艺流程:绝缘检测设备点件检查剥除电缆护层→焊接地线→包绕填充、固定三叉手套→剥铜屏蔽层和半导电层→固定应力管→压接端子→固定相色密封管→送电运行验收固定绝缘管固定防雨裙→固定密封管→固定相色管→送电运行验收3.2 设备点件检查:开箱检查实物是否符合装箱单上数量,外观有无异常现象,按操作顺序摆放在大瓷盘中。
3.3 电缆的绝缘摇测:将电缆两端封头打开,用2500V摇表、测试合格后方可转入下道工序。
3.4 剥除电缆护层(图2-23):图2-23 图2-24 图2-253.4.1 剥外护层:用卡子将电缆垂直固定。
从电缆端头量取750mm(户内头量取550mm),剥去外护套。
3.4.2 剥铠装:从外护层断口量取30mm铠装,用铅丝绑后,其余剥去。
交联聚乙烯绝缘电缆热缩接头制作工艺交联聚乙烯绝缘电缆热缩接头是电力系统中常见的连接元件,其制作工艺关系到接头的质量和可靠性。
本文将介绍交联聚乙烯绝缘电缆热缩接头的制作工艺流程,包括准备工作、接头组装和热缩处理。
一、准备工作1.1 材料准备制作交联聚乙烯绝缘电缆热缩接头所需的主要材料包括:电缆、屏蔽层、绝缘层、金属护套、接地线、热缩套等。
确保所选材料规格符合设计要求。
1.2 工具准备制作过程中需要使用的工具包括:剥线钳、剥皮机、钳子、刀具、焊接设备等。
确保工具清洁、完好,并配备相应的保护用具。
二、接头组装2.1 剥皮处理首先,使用剥皮机将所需长度的电缆保护层剥去,露出一定长度的金属导线。
然后,使用剥线钳将金属导线的绝缘层剥去,露出一定长度的裸露导线。
注意避免过度剥去导致导线损伤。
2.2 电缆连接将需要连接的两根电缆导线相互套入焊接设备中,使其接触并形成连接。
在此过程中,要确保导线之间的接触良好且稳定。
2.3 绝缘处理使用绝缘带或绝缘胶将焊接部分进行绝缘处理,确保导线之间绝缘良好,防止潮气和污染物进入。
2.4 屏蔽处理在焊接部分周围设置屏蔽层,起到隔离外界电磁干扰的作用。
可以使用金属层、铝箔或导电胶带等屏蔽材料。
三、热缩处理3.1 热缩套选择根据接头的设计要求和尺寸,选择合适的热缩套进行覆盖。
确保热缩套能够完全包裹住接头,并具有良好的热缩性能。
3.2 热缩处理将选定的热缩套套在接头上,保证其覆盖面积充分,并使用热风枪或其他热源加热。
在加热的过程中,要注意均匀加热,确保热缩套的收缩均匀,并且与接头紧密结合。
3.3 冷却处理待热缩套完全收缩后,需要将其冷却一段时间。
冷却后,热缩套将变得坚固和稳定,与接头形成紧密的保护层。
四、检测与验收制作完成后,需要对接头进行检测与验收,确保接头质量符合要求。
常用的检测方法包括电气性能测试、绝缘电阻测试、充放电测试等。
总结交联聚乙烯绝缘电缆热缩接头的制作工艺包括准备工作、接头组装和热缩处理三个主要步骤。
交联聚乙烯绝缘电缆热缩接头制作工艺标准前言交联聚乙烯绝缘电缆作为一种常用的电缆材料,其热缩接头制作工艺也是电力行业十分重要的一环。
本文将介绍一份交联聚乙烯绝缘电缆热缩接头制作工艺的标准,旨在确保制作出的接头具有良好的品质和工作性能。
1. 材料准备接头制作前需要准备以下材料:•交联聚乙烯绝缘电缆•热缩管•引线端子•接地线•洗涤剂•清洁布•绝缘带所有材料应当符合国家相关标准。
2. 制作流程2.1 清洁电缆将电缆外皮进行清洁,去除表面的灰尘和污垢,以确保后续工作的顺畅进行。
可以使用洗涤剂进行清洁,最好用干净的清洁布擦拭干净。
2.2 拆除绝缘层使用切割工具,将电缆的绝缘层和半导体层割掉。
如果有阻焊层,则也需要将其割掉。
同时要注意避免对导体造成任何损伤。
2.3 连接引线端子将引线端子连接在电缆的导体上。
连接时需要将导体插头切掉,以便引线端子更好的连接导体。
同时要注意引线端子连接的稳固程度。
建议使用压接工具进行连接,并用万用表检查连接是否正确。
2.4 安装热缩管将正确尺寸的热缩管穿过引线端子,并穿过绝缘层和半导体层。
要确保热缩管完全套在导体上,并没有漏留任何缝隙。
2.5 应用热使用热风枪将热缩管进行加热,让其收缩并完全包覆在导体和绝缘层上。
要注意,热缩管需要加热到完全收缩的程度,而且加热时间不宜过长。
2.6 接地线安装在电缆绝缘层上,连接一根接地线。
在接地线上穿过另一根热缩管,并固定在电缆绝缘层外。
2.7 绝缘带缠绕在热缩管的上方,缠绕一层绝缘带,并大力压紧,以确保绝缘层不会受到侵蚀和腐化。
2.8 安装护套在绝缘带的上方,安装护套,以防止电缆接头受到外力侵蚀,可以保证其长时间稳定地工作。
3. 规范要求3.1 制作环境要求接头制作应当在专用的制作室进行,不可在室外或其他风尘较大的地方进行制作。
制作环境应当整洁,温度适宜,并有必要的通风和照明设备。
3.2 引线端子连接在连接引线端子时,引线端子应当与导体完全贴合,同时连接稳固,不应有任何松动和晃动。
交联聚乙烯绝缘电缆热缩终端头制作工艺标准1合用范围本标准合用于建筑电气安装工程 10( 6)kV 交联聚乙烯绝缘电缆户内、户外热缩终端头制作。
2施工准备资料2.1.1 主要资料:绝缘三叉手套、绝缘管、接线端子、应力管、编织铜线、填补胶、密封胶带、密封管、相色管、防雨裙。
所用资料应切合电压等级及设计要求,并有出厂合格证。
2.1.2 协助资料:焊锡、焊锡膏、洁净剂、砂纸、白布、汽油等。
机具设施手支工具:、钢锯、钢锉、电工刀、电工钳、鲤鱼钳。
电动工具:液压钳(电动或手动型)。
测试用具:钢卷尺、2500V 兆欧表。
其余工具:喷灯、电烙铁。
作业条件施工现场要洁净、干燥、光亮,并备有220V 沟通电源。
电缆头制作应由拥有电缆工操作证的人员进行。
作业场所环境温度在0℃以上,相对湿度70%以下。
2.3.3 高空作业(电杆上)应搭好平台,室外制作电缆头时,应在天气优秀的条件下进行,禁止在雨、雾、狂风天气中施工,并应有防尘举措。
变压器和高压开关柜(高压开关)安装达成;电缆敷设完成,且绝缘测试合格。
技术准备施工方案编制完成并经审批。
向操作工人进行有针对性的培训及安全、技术交底。
3操作工艺工艺流程资料查验电缆绝缘摇测剥切电缆护层焊接地线包绕填补胶固定三指手套剥障蔽层和半导电层制作应力锥固定应力管压接端子户内固定相色密封管固定绝缘管试验、试运转户外固定防雨裙固定密封管和相色管操作方法资料查验:检查外观有无异样,附件能否齐备。
电缆绝缘摇测:将电缆两头封头翻开,检查电缆能否受潮,用2500V 兆欧表测试合格后方可进行下道工序。
剥切电缆护层:从电缆端头量取750mm(户内头量取550mm),剥去外护套;从外护层断口量取 30mm铠装,用铜丝绑扎后,将其余的铠装剥去;再从铠装断口量取20mm内垫层,将其余的内垫层剥去;而后,摘去填补物,分开线芯。
见图所示。
焊接地线:用铜编织线作电缆钢带及障蔽引出接地线。
剥去各线芯铜障蔽带外层的塑料带,将障蔽铜带打磨圆滑,用电烙铁、焊锡将铜编织带分别焊接在三个芯线的铜障蔽带上。
10kv电缆中间接头热缩制作工艺标准摘要:1.10kv电缆中间接头热缩制作的意义和重要性2.10kv电缆中间接头热缩制作的工艺流程3.10kv电缆中间接头热缩制作的关键步骤和注意事项4.10kv电缆中间接头热缩制作的实用性和应用价值正文:在我们国家的电力系统中,10kv电缆线路起着至关重要的作用。
然而,电缆线路在长期运行过程中,由于外部环境和内部因素的影响,可能会出现故障。
为了保证电力系统的稳定运行,我们需要对电缆线路进行定期维护和修复。
其中,10kv电缆中间接头热缩制作是一项关键的技术环节。
10kv电缆中间接头热缩制作的意义和重要性不言而喻。
首先,它能有效提高电缆线路的可靠性和安全性。
通过接头热缩制作,可以减小电缆接头的电阻,降低电缆线路的损耗,延长电缆的使用寿命。
其次,接头热缩制作有助于降低故障率。
在接头处采用热缩技术,可以提高接头的密封性能,防止水分、灰尘和其他有害物质侵入,从而降低故障发生的可能性。
接下来,我们来了解一下10kv电缆中间接头热缩制作的工艺流程。
首先,准备工作。
清理接头部位的油污、氧化层和毛刺,确保接头部位的干净。
然后,安装接头附件。
根据设计图纸,将接头附件按照要求安装在电缆上。
接着,进行热缩处理。
将热缩套管套在接头部位,通过加热使热缩套管收缩,形成紧密的密封保护。
最后,进行检查和试验。
完成热缩制作后,对电缆接头进行电气性能和密封性能的检查,确保接头的质量达到要求。
在10kv电缆中间接头热缩制作过程中,关键步骤和注意事项如下:1.严格遵循设计图纸和施工标准,确保接头制作的规范性。
2.选用优质的热缩材料,以保证接头的密封性能和使用寿命。
3.在热缩处理过程中,注意控制加热温度和时间,避免过度收缩或损坏电缆绝缘层。
4.做好接头的防护措施,防止在施工过程中发生意外损伤。
5.检查和试验是确保接头质量的关键环节,不能马虎对待。
总之,10kv电缆中间接头热缩制作是一项重要的维护工作,它关系到电缆线路的安全、稳定运行。
10kV交联聚乙烯绝缘电缆热缩接头制作工艺标准1 1 范围本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kV交联聚乙烯绝缘电力电缆热缩中间接头制作。
2 2 施工准备2.1 设备及材料要求:2.1.1 主要材料:电缆头附件及主要材料由生产厂家配套供应。
并有合格证及说明书。
其型号、规格、电压等级符合设计要求。
b5E2RGbCAP2.1.2 辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。
2.2 2.2 主要机具:喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。
2.3 作业条件:2.3.1 电缆敷设完毕,绝缘电阻测试合格。
2.3.2 作业场所环境温度0℃以上,相对湿度70%以下,严禁在雨、雾、风天气中施工。
2.3.3 施工现场要干净、宽敞、光线充足。
施工现场应备有220V交流电源。
2.3.4 室外施工时,应搭设临时帐蓬。
3 操作工艺3.1 3.1 工艺流程:设备点件检查→剥除电缆护层→剥除铜屏蔽及半导导电层→固定应力管→压接连接管→包绕半导带及填充胶→固定绝缘管→安装屏蔽网及地线→固定护套→送电运行验收3.2 设备点件检查。
开箱检查实物是否符合装箱单上的数量,外观有无异常现象。
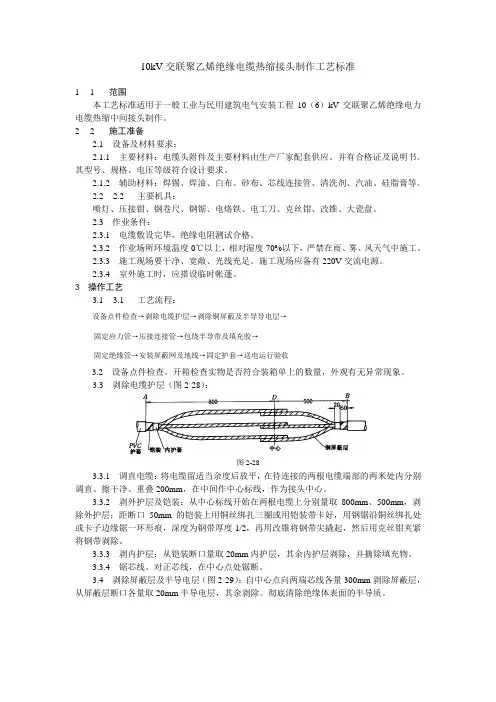
3.3 剥除电缆护层(图2-28):图2-283.3.1 调直电缆:将电缆留适当余度后放平,在待连接的两根电缆端部的两米处内分别调直、擦干净、重叠200mm,在中间作中心标线,作为接头中心。
p1EanqFDPw3.3.2 剥外护层及铠装:从中心标线开始在两根电缆上分别量取800mm、500mm,剥除外护层;距断口50mm的铠装上用铜丝绑扎三圈或用铠装带卡好,用钢锯沿铜丝绑扎处或卡子边缘锯一环形痕,深度为钢带厚度1/2,再用改锥将钢带尖撬起,然后用克丝钳夹紧将钢带剥除。
DXDiTa9E3d3.3.3 剥内护层:从铠装断口量取20mm内护层,其余内护层剥除,并摘除填充物。
3.3.4 锯芯线、对正芯线,在中心点处锯断。
SGBZ-0605 10(6)kV交联聚乙烯绝缘电缆户内、户外热缩终端头制作施工工艺标准依据标准:《建筑工程施工质量验收统一标准》GB50300-2001《建筑电气工程施工质量验收规范》GB50303-20021、范围本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kV交联聚乙烯绝缘电缆户内、户外热缩终端头制作。
2、施工准备2.1设备及材料要求:2.1.1所用设备及材料要符合电压等级及设计要求,并有产品合格证明。
2.1.2主要材料:绝缘三叉手套、绝缘管、应力管、编织铜线、填充胶、密封胶带、密封管、相色管、防雨裙。
辅助材料:接线端子、焊锡、清洁剂、砂布、白布、汽油、焊油。
2.2主要机具:喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。
2.3作业条件:2.3.1有较宽敞的操作场地,施工现场干净,并备有220V交流电源。
2.3.2作业场所环境温度在0℃以上,相对湿度70%以下,严禁在雨、雾、风天气中施工。
2.3.3高空作业(电杆上)应搭好平台,在施工部位上方搭好帐篷,防止灰尘侵入(室外)。
2.3.4变压器、高压开关柜(高压开关)、电缆均安装完毕,电缆绝缘合格。
3、操作工艺厂家有操作工艺可按厂家操作工艺进行。
无工艺说明时,可按以下制作程序进行。
要求从开始剥切到制作完毕必须连续进行,一次完成,以免受潮。
3.1工艺流程:3.2设备点件检查:开箱检查实物是否符合装箱单上数量,外观有无异常现象,按操作顺序摆放在大瓷盘中。
3.3电缆的绝缘摇测:将电缆两端封头打开,用2500V摇表、测试合格后方可转入下道工序。
3.4剥除电缆护层(图3.4):图3.43.4.1剥外护层:用卡子将电缆垂直固定。
从电缆端头量取750mm(户内头量取550mm),剥去外护套。
3.4.2剥铠装:从外护层断口量取30mm铠装,用铅丝绑后,其余剥去。
3.4.3剥内垫层:从铠装断口量取20mm内垫层,其余剥去。
然后,摘去填充物,分开芯线。
10kV交联聚乙烯绝缘电缆热缩接头制作工艺标准11范围本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kV交联聚乙烯绝缘电力电缆热缩中间接头制作。
22施工准备2.1 设备及材料要求:2.1.1 主要材料:电缆头附件及主要材料由生产厂家配套供应。
并有合格证及说明书。
其型号、规格、电压等级符合设计要求。
2.1.2 辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。
2.2 2.2主要机具:喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。
2.3 作业条件:2.3.1 电缆敷设完毕,绝缘电阻测试合格。
2.3.2 作业场所环境温度0℃以上,相对湿度70%以下,严禁在雨、雾、风天气中施工。
2.3.3 施工现场要干净、宽敞、光线充足。
施工现场应备有220V交流电源。
2.3.4 室外施工时,应搭设临时帐蓬。
3 操作工艺3.1 3.1工艺流程:设备点件检查→剥除电缆护层→剥除铜屏蔽及半导导电层→固定应力管→压接连接管→包绕半导带及填充胶→固定绝缘管→安装屏蔽网及地线→固定护套→送电运行验收3.2 设备点件检查。
开箱检查实物是否符合装箱单上的数量,外观有无异常现象。
3.3 剥除电缆护层(图2-28):图2-283.3.1 调直电缆:将电缆留适当余度后放平,在待连接的两根电缆端部的两米处内分别调直、擦干净、重叠200mm,在中间作中心标线,作为接头中心。
3.3.2 剥外护层及铠装:从中心标线开始在两根电缆上分别量取800mm、500mm,剥除外护层;距断口50mm的铠装上用铜丝绑扎三圈或用铠装带卡好,用钢锯沿铜丝绑扎处或卡子边缘锯一环形痕,深度为钢带厚度1/2,再用改锥将钢带尖撬起,然后用克丝钳夹紧将钢带剥除。
3.3.3 剥内护层:从铠装断口量取20mm内护层,其余内护层剥除,并摘除填充物。
3.3.4 锯芯线、对正芯线,在中心点处锯断。
3.4 剥除屏蔽层及半导电层(图2-29):自中心点向两端芯线各量300mm剥除屏蔽层,从屏蔽层断口各量取20mm半导电层,其余剥除。
交联聚乙烯绝缘电缆热缩接头制作工艺首先,准备工作。
1.准备所需材料和工具,包括热缩套管、半导电屏蔽层、绝缘层、金属屏蔽层、绝缘套管、接地夹、绝缘套管剥离工具、热风枪等。
2.检查接头的规格和型号是否符合要求,并清洁各接口表面,以确保良好的接触。
3.检查热缩套管是否符合规定的尺寸,同时检查热缩套管和其他材料是否有损坏。
4.放置工作台,确保操作空间整洁。
接下来是接头制作的具体步骤。
1.节选电缆将待连接电缆两端剥皮,露出净铜导体,并对其进行清洁。
根据电缆规格和型号选择合适的热缩套管、绝缘套管和金属屏蔽层。
2.安装半导电屏蔽层在电缆净铜导体上涂抹一层半导电屏蔽层,确保其均匀覆盖导体表面,并与电缆外绝缘层颜色区分开。
3.安装绝缘层将绝缘层套在半导电层上,并确保绝缘层的长度达到要求,并覆盖半导电层。
4.安装金属屏蔽层将金属屏蔽层套在绝缘层上,确保金属屏蔽层的接地部分与接地夹紧密连接,并将金属屏蔽层固定。
5.安装热缩套管将热缩套管套在金属屏蔽层上,确保套管长度和型号符合要求,并用热风枪加热,使其完全缩紧,形成密封。
6.安装接地夹将接地夹套在金属屏蔽层的接地部分上,并将其与金属屏蔽层连接,以确保接地的可靠性。
7.安装绝缘套管在已经制作好的接头外套一层绝缘套管,以提高接头的机械强度和抗污闪击能力。
8.检查和测试完成接头制作后,对接头进行检查和测试,确保每个部分安装正确,并用测试仪器对接头进行电气测试,以验证接头的质量和安全性。
以上是交联聚乙烯绝缘电缆热缩接头的制作工艺,每个步骤都需要仔细操作,保证接头的质量和可靠性。
在制作过程中,还需要遵守安全操作规范,确保操作人员的人身安全。
同时,在使用接头时,还需要定期检查和维护,以确保其正常运行。
10kV交联聚乙烯电缆热缩终端头制作作业指导书
(范本)
10kV电缆终端头制作作业指导书
正本
1 标准化作业流程图
配电检修标准化作业流程图
2 范围
本作业指导书适用于10kV线路交联聚乙烯电缆热缩终端头制作作业;
3 引用文件与相关参考资料
GB 50168--2005 《电气装置安装工程电缆线路施工及验收规范》;
GB 50127—1994 《电力工程电缆设计规范》;
国家电网安监[2005]83号《电力安全工作规程》(电力线路部分)——(试行);
鄂电司生[2004]60号《橡塑绝缘电力电缆交接和预防性试验规程》;
10KV交联聚乙烯电缆终端头安装使用说明书(厂家说明书);
4 修前准备
4.1准备工作安排
4.2人员要求
4.3工器具
4.4材料
4.5 危险点分析及安全控制措施
作业危险点分析及安全措施
危险点已分析确认签名: 4.6作业分工
5作业程序
5.1开工
5.2作业内容及标准(以3×240mm2电缆为参考)
5.3竣工
6验收总结
11
第11 页共14 页
7指导书执行情况评估
8附录
12
第12 页共14 页
交联聚乙烯电缆终端接头制作现场标准化作业卡
13
第13 页共14 页
工作负责人签字:
14
第14 页共14 页。
10KV交联聚乙烯电力电缆热缩型终端头制作工艺施工准备2. 工机具3. 材料操作程序1.工序流程图图1 10KV交联聚乙烯电力电缆户内终端头制作工序流程图图2 10KV交联聚乙烯电力电缆户外终端头制作工序流程图2.户内热缩型电缆终端头操作要领(1)电缆测试:制作前用2500V兆欧表测量绝缘电阻,一般应大于5000MK(2)剥切外护套:用电缆夹将电缆垂直固定,按图3所示尺寸,户内头由末端量取550mm户外头由末端量取750mm剥去外护套。
图3电缆终端头剥切示意图①PVC护套②铠装带③内垫层④铜屏蔽层(3)剥铠装:从外护套断口处量取30mn铠装保留,用铜扎线绑扎3道,其余剥除(4)剥内垫层:在铠装断口处向末端保留20mm内垫层,其余剥除。
(5)分芯线:割弃线芯间填充物,把线芯小心分开。
(6)焊接地线:用砂布打光铠装上的接地线焊区。
取铜纺织地线,用砂布将两端打光,一端牢固的焊在铠装上,另一端分成三股,分别焊在三根芯线的铜屏蔽带上,焊接处表面应平整光滑无虚焊。
(7)包绕热熔胶带:在三叉根部从内垫层外缘至外护套10mn处用半迭法包缠热熔胶带长约65mm形似橄榄状最大处直径大于电缆外径约15mm(8)固定三叉手套:将三叉手套套入三叉根部,由手指根部依次向两端加热固定。
(9)剥半导体层铜屏蔽层:由手套手指根部量取55mm同屏蔽层,其余剥除。
保留20mm半导体层,其余剥除。
清理绝缘表面。
(10)固定应力管:按图4套入应力管,应力管搭接半导体层20mm加热固定。
①PVC护套;②热收缩三叉手套;③铜屏蔽层;④半导体层;⑤热收缩应力管;⑥芯线绝缘层。
(11)压接端子:按端子孔深加5mn剥去芯线绝缘,端部削成“铅笔头”状,压接端子。
压坑一般为两个,压坑深度为端子管壁厚度的4/5,两坑间的距离为15-20mm距端子管边缘不得小于10mm压坑用铝箔带填平。
“铅笔头”处包绕热熔胶带,并搭接端子和绝缘层各10mm(12)固定绝缘管:在电缆手指根部包绕一层热熔胶带套入热收缩绝缘管至三叉根部,管上端超出热熔胶带10mm由根部起加热固定。
10kV交联聚乙烯绝缘电缆热缩接头制作工艺标准
11范围
本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kV交联聚乙烯绝缘电力电缆热缩中间接头制作。
22施工准备
2.1 设备及材料要求:
2.1.1 主要材料:电缆头附件及主要材料由生产厂家配套供应。
并有合格证及说明书。
其型号、规格、电压等级符合设计要求。
2.1.2 辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。
2.2 2.2主要机具:
喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。
2.3 作业条件:
2.3.1 电缆敷设完毕,绝缘电阻测试合格。
2.3.2 作业场所环境温度0℃以上,相对湿度70%以下,严禁在雨、雾、风天气中施工。
2.3.3 施工现场要干净、宽敞、光线充足。
施工现场应备有220V交流电源。
2.3.4 室外施工时,应搭设临时帐蓬。
3 操作工艺
3.1 3.1工艺流程:
设备点件检查→剥除电缆护层→剥除铜屏蔽及半导导电层→
固定应力管→压接连接管→包绕半导带及填充胶→
固定绝缘管→安装屏蔽网及地线→固定护套→送电运行验收
3.2 设备点件检查。
开箱检查实物是否符合装箱单上的数量,外观有无异常现象。
3.3 剥除电缆护层(图2-28):
图2-28
3.3.1 调直电缆:将电缆留适当余度后放平,在待连接的两根电缆端部的两米处内分别调直、擦干净、重叠200mm,在中间作中心标线,作为接头中心。
3.3.2 剥外护层及铠装:从中心标线开始在两根电缆上分别量取800mm、500mm,剥除外护层;距断口50mm的铠装上用铜丝绑扎三圈或用铠装带卡好,用钢锯沿铜丝绑扎处或卡子边缘锯一环形痕,深度为钢带厚度1/2,再用改锥将钢带尖撬起,然后用克丝钳夹紧将钢带剥除。
3.3.3 剥内护层:从铠装断口量取20mm内护层,其余内护层剥除,并摘除填充物。
3.3.4 锯芯线、对正芯线,在中心点处锯断。
3.4 剥除屏蔽层及半导电层(图2-29):自中心点向两端芯线各量300mm剥除屏蔽层,从屏蔽层断口各量取20mm半导电层,其余剥除。
彻底清除绝缘体表面的半导质。
图2-29
3.5 固定应力管(图2-30):在中心两侧的各相上套入应力管,搭盖铜屏蔽层20mm,加热收缩固定。
套入管材(见图形卡2-30),在电缆护层被剥除较长一边套入密封套、护套筒;护层被剥除较短一边套入密封套;每相芯线上套入内、外绝缘管、半导电管、铜网。
图2-30
加热收缩固定热缩材料时,应注意:
3.5.1 加热收缩温度为110℃~120℃。
因此,调节喷灯火焰呈黄色柔和火焰,谨防高温蓝色火焰,以避免烧伤热收缩材料。
3.5.2 开始加热材料时,火焰要慢慢接近材料,在材料周围移动,均匀加热,并保持火焰朝着前进(收缩)方向预热材料。
3.5.3 火焰应螺旋状前进,保证绝缘管沿周围方向充分均匀收缩。
3.6 压接连接管:在芯线端部量取二分之一连接管长度加5mm切除线芯绝缘体,由线芯绝缘断口量取绝缘体35mm、削成30mm长的锥体,压接连接管。
3.7 包绕半导带及填充胶:在连接管上用细砂布除掉管子棱角和毛刺并擦干净。
然后,在连接管上包半导电带,并与两端半导层搭接。
在两端的锥体之间包绕填充胶厚度不小于3mm。
3.8 固定绝缘管:
3.8.1 固定内绝缘管:将三绿肥内绝缘管从电缆端拉出分别套在两端应力管之间,由中间向两端加热收缩固定。
加热火焰向收缩方向。
3.8.2 固定外绝缘管:将外绝缘管套在内绝缘管的中心位置上。
由中间向两端加热收缩固定。
3.8.3 固定半导电管:依次将两根半导电管套在绝缘管上,两端搭盖铜屏蔽层各50mm,再由两端向中间加热收缩固定。
3.9 安装屏蔽网及地线(图2-31)。
从电缆一端芯线分别拉出屏蔽网,连接两端铜屏蔽层,端部用铜丝绑扎,用锡焊焊牢。
用地线旋绕扎紧芯线,两端在铠装上用铜丝绑扎焊牢,并在两侧屏蔽层上焊牢。
图2-31
3.10 固定护套(见图2-32)。
图2-23 电缆护套安装
将两瓣的铁皮护套对扣联接,用铅丝在两端扎紧,用锉刀去掉铁皮毛刺。
套上护套筒,电缆两端将密封套套在护套头上,两端各搭盖护套筒和电缆外护套各100mm,加热收缩固定。
3.11 送电运行验收:
3.11.1 电缆中间头制作完毕后,按要求由试验部门做试验。
3.11.2 验收:试验合格后,送电空载运行24h,无异常现象,输验收手续,交建设单位使用。
同时,提交变更洽商、产品合格证、试验报告和运行记录等技术资料。
4 质量标准
4.1 4.1保证项目:
4.1.1 电缆中间头封闭严密,填料饱满,无气泡、无裂纹,芯线连接紧密。
4.1.2 电缆头耐压试验、泄漏电流和绝缘电阻必须符合规范规定。
检查方法:观察检查和检查试验记录。
4.2 基本项目:
电缆头外型美观、光滑、无皱折,有光泽,并能清晰地看到其内部结构轮廓。
检查方法:观察检查。
5 成品保护
5.1 设备开箱后,将材料按顺序摆放在瓷盘中,并用白布盖上,防止杂物进入。
5.2 电缆中间接头制作完毕后,立即安装固定,送电运行。
暂时不能送电或有其它作业时,对电缆头加木箱给予保护,防止砸、碰。
6 应注意的质量问题
6.1 从开始剥切到制作完毕必须连续进行,一次完成,以免受潮。
6.2 电缆中间头制作过程中,应注意的质量问题(见表2-9)。
常发生的质量问题及防治措施表2-9 序号常发生的质量问题防治措施
1 做试验时泄漏电流过大清洁芯线绝缘表面
2 绝缘管加热收缩时局部烧伤或无光泽
调整加热火焰为呈黄色。
加热火焰不能停留在一个位置
3 热缩管加热收缩时出现气泡、开裂
按一定方向转圈,不停进行加热收缩,切割绝缘管端面要平整
7 质量记录
7.17.1产品合格证。
7.2 设备材料检验记录。
7.4 电缆试验报告单。
7.5 自互检记录。
7.6 设计变更洽商记录。