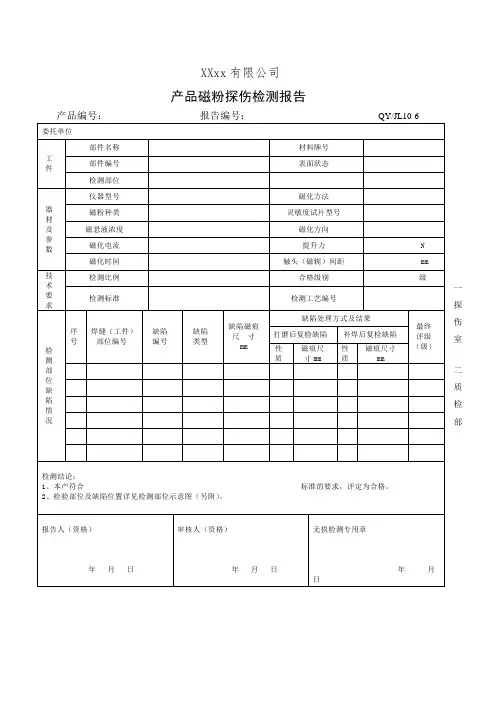
钢材及焊缝无损检测报告模板(磁粉法)
- 格式:doc
- 大小:72.00 KB
- 文档页数:3
磁粉报告模板格式
1.概述
本文档为磁粉检测报告的模板格式说明文档,旨在提供报告模板的格式规范和标准,以保证报告的准确性和可读性。
2.报告基本信息
在磁粉检测报告中应包含如下基本信息:
•项目名称
•报告编号
•检验日期
•检验机构
•报告编制人员
3.试件信息
在磁粉检测报告中应包含如下试件信息:
•试件名称
•材质
•尺寸
•检测位置
•检测标准
•检测方法
•试件表面处理
4.检测结果
在磁粉检测报告中应包含如下检测结果:
•检测表面缺陷
•所在位置
•缺陷类型
•大小及长度
•检测结果
•缺陷等级和评价
5.技术评定
根据磁粉检测的检验标准和技术要求,对检测结果进行评定,包括缺陷等级评定和技术状况评定。
同时应将评定结果与相应的标准进行比较,以确定试件的合格性。
6.报告结论
根据磁粉检测的检验结果和技术评定,对试件的检测结果进行结论,明确试件的合格性或不合格性,并提出相关建议。
7.备注
在磁粉检测报告中,应注明与试件相关的特殊情况或需要特别说明的地方,以帮助报告的读者更好地理解和处理试件。
8.附录
在磁粉检测报告中,应包括试件的相关图纸和照片,以便报告的读者更好地理解试件的情况和检测结果,同时还应包括相关的检验记录和签名确认信息。
以上是磁粉检测报告模板的格式规范和标准,希望可以对相关人员在编写磁粉检测报告时提供帮助和指导,使得报告的准确性和可读性更好。
受控编号:
工程质量检测报告
工程名称:
检测内容: 钢结构磁粉检测
单位名称
委托单位:
设计单位:
施工单位:
见证单位:
检测单位:
声明
1、本报告无检验检测报告专用章及其骑缝章无效;
2、本报告无检测、审核、批准人签名无效;
3、本报告涂改、增删无效;
4、报告复印页数不全、未加盖检验检测报告专用章无效;
5、对本报告若有异议,应于收到报告之日起十五日内向本检测单位提出。
检测单位资质证书编号:
检测单位地址:
邮政编码:
电话:
钢结构磁粉检测结果
检测: (证号: ) (证号: ) 审核:
批准:
钢结构磁粉检测结果汇总表
注(根据需要自行增加或删除):
附图:检测构件/节点/焊缝示意图
现场检测工作及关键节点照片
附件
说明:1、本表由见证单位填写,作为检测报告的附件。
2、见证单位由监理单位担任,如无监理单位则由委托方担任。
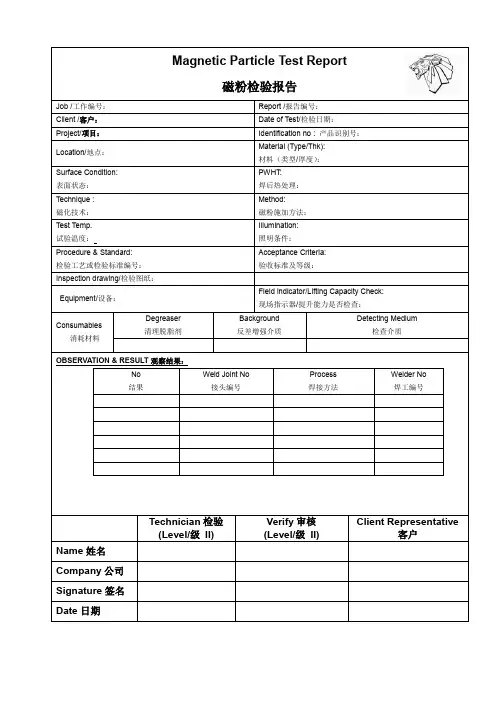
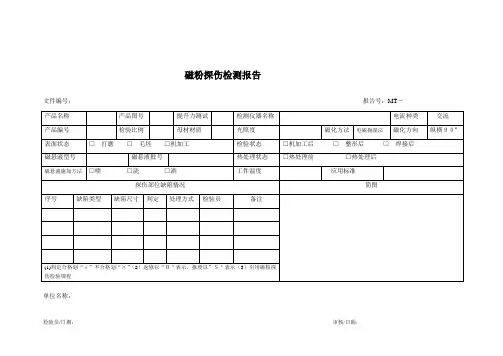
磁粉探伤检测报告
这是磁粉探伤检测的报告:
项目:磁粉探伤检测
检测对象:XXX 零件
检测日期:YYYY年MM月DD日
检测方法:磁粉探伤
检测仪器:磁粉探伤仪
检测结果:经过磁粉探伤检测,以下为检测结果:
1. 缺陷部位:在零件表面发现了一处缺陷。
2. 缺陷类型:缺陷为裂纹。
3. 缺陷尺寸:缺陷长度为X mm,宽度为Y mm。
4. 缺陷位置:缺陷位于零件的Z区域。
5. 缺陷评级:根据ASTM E-709标准,将缺陷评为等级A。
6. 缺陷影响:缺陷对零件的功能没有明显影响,但在长期使用过程中可能引发裂纹扩展的风险。
结论:根据磁粉探伤检测结果,建议对该零件进行进一步的检修或处理,以防止缺陷的扩展并确保零件的可靠性和安全性。
备注:本报告仅为磁粉探伤检测结果,不涉及其他方面的评估
和建议。
请根据实际需求进行后续处理。
如需要更详细的信息或有任何疑问,请联系我们。
检测单位:XXX 检测中心
联系人:XXX
联系方式:电话/邮箱。
钢材检测报告样本1. 引言本文档旨在提供钢材检测报告的样本,以便于进行钢材质量评估和合格性判定。
本报告旨在提供一个标准化的格式,并包含了一般性的检测项目和方法。
2. 检测项目和方法2.1 钢材外观检测钢材外观检测主要用于评估钢材的表面质量和是否存在明显的缺陷。
外观检测通常通过肉眼观察和简单的测量实施。
2.1.1 表面质量评估钢材的表面质量评估应遵循国家或行业标准规定的标准,检测过程中应注意以下几个方面: - 表面是否有明显的划痕、凹陷或凸起。
- 表面是否有氧化或锈蚀迹象。
- 表面光洁度是否符合要求。
2.1.2 尺寸测量对于需要满足特定尺寸要求的钢材,尺寸测量是一个重要的检测项目。
常用的尺寸检测包括: - 钢材的宽度、厚度和长度测量。
- 钢材截面尺寸和形状测量。
2.2 钢材化学成分检测钢材的化学成分分析是评估钢材质量的关键步骤之一。
常用的化学成分检测方法包括: - 光谱分析法:如原子吸收光谱法、光电发射光谱法等。
- 化学滴定法:如氧化还原滴定法、络合滴定法等。
2.3 钢材力学性能检测钢材的力学性能是评估钢材用途和耐久性的重要指标。
常用的力学性能检测项目包括: - 强度测试:如屈服强度、抗拉强度等。
- 韧性测试:如断裂伸长率、冲击韧性等。
- 硬度测试:如布氏硬度、洛氏硬度等。
2.4 钢材非破坏性检测钢材的非破坏性检测旨在评估钢材的内部质量,而无需损坏实物。
常用的非破坏性检测方法包括: - 磁粉检测:通过施加磁粉并观察磁粉的集聚情况来检测钢材内部的裂纹。
- 超声波检测:通过向钢材发射超声波并分析回波来评估钢材的内部缺陷。
- 射线检测:如X射线检测、γ射线检测等,用于检测钢材的内部缺陷和异物。
3. 结果和评估3.1 外观检测结果根据对钢材外观的检测,本次检测结果如下: - 表面质量评估:符合国家标准要求。
表面无明显划痕、凹陷、凸起、氧化或锈蚀。
- 尺寸测量:满足设计要求。
3.2 化学成分检测结果钢材的化学成分检测结果如下: - 碳(C)含量:XX% - 硫(S)含量:XX% - 磷(P)含量:XX% - 锰(Mn)含量:XX% - …3.3 力学性能检测结果钢材的力学性能检测结果如下: - 屈服强度:XXX MPa - 抗拉强度:XXX MPa -断裂伸长率:XX%3.4 非破坏性检测结果根据对钢材的非破坏性检测,结果如下: - 磁粉检测:未检测到裂纹。

无损探伤是什么?无损探伤有哪些?作为一名合格的焊工,或者一名合格的设计师。
焊接的强度是要保证的,那么,怎样才能保证这个强度呢,你我说了不算,要对焊缝进行检测。
那就要进行无损探伤了。
什么是无损探伤呢?无损探伤是在不损坏工件或原材料工作状态的前提下,对被检验部件的表面和内部质量进行检查的一种测试手段。
它与破坏性检测相比,大的优点是对产品没有破坏性,可以很好的发现焊缝或者材料的缺陷和位置无损探伤范围:1、焊缝表面缺陷检查。
检查焊缝表面气孔、裂纹、未焊透及焊漏等焊接质量。
2、内部检查。
检查焊缝内部是否有裂纹,夹渣或者气泡等无损探伤常用方法:1.VT(外观检测)VT一般是任何检测的关。
一道焊缝,有时候有两到三次检测,比如先VT,然后MT,再UT。
或者其它组合。
但是这些组合的关就是VT。
2.PT(渗透探伤)材料焊接完就可以了吗?无损探伤是什么呢?无损探伤有哪些呢?PT一般是第二道检测,主要用于奥斯提不锈钢或者相同等级的不锈钢,因为不锈钢没有磁性,MT(磁粉探伤)做不了。
但PT所花费的时间很长,在PT和MT可以同时做的时候,一般可以选择MT。
3.MT(磁粉探伤)MT是非常常用的一种探伤方式,其原理就是往构件上面喷射小磁粉,然后通过磁铁看磁粉的布局,要是磁粉某一地方布局不均匀,或者堆在一起,就说明该处有问题。
裂纹,气孔,夹渣都有可能。
常用于碳钢和普通不锈钢。
以上三种探伤,是很常用的。
但是,他们只能检测出外表面的缺陷,对于焊缝内部的缺陷很难发现。
一般检测内部缺陷,就要用到以下两种方式。
4.UT(超声波探伤)UT就是利用一个小探头,放在钢板上面,发出超声波,然后接受反射回来的波,看波形来判断该焊缝是否有缺陷。
是常规项目中经常用到的。
该方法简单,方便,耗时短,效率高,使用率很高。
但是,该方法对板厚有要求。
国内的标准和香港的钢结构标准差不多,板厚>=10毫米的,才进行检测。
而国外标准,比如AWS(美国焊接协会)中规定,板厚>=8毫米的,才进行UT探伤。
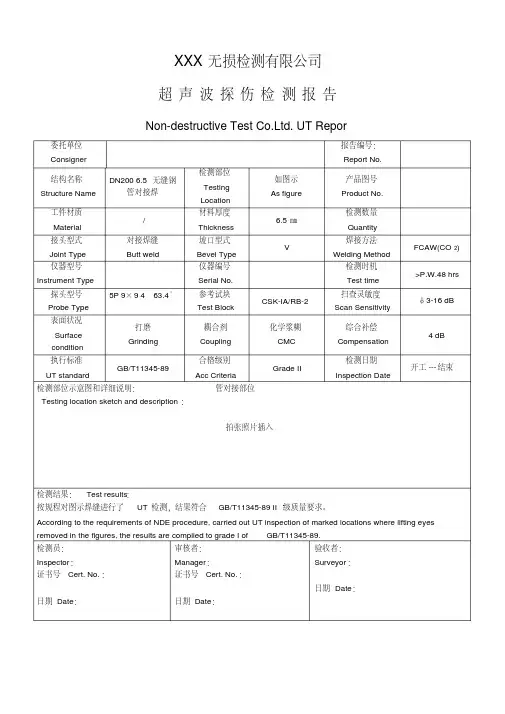
引言概述:本次磁粉探伤报告(二)旨在对磁粉探伤技术在工业领域中的应用和发展进行详细分析。
磁粉探伤技术是一种常用的无损检测方法,广泛应用于航空航天、汽车、石油化工、电力等行业,用于检测金属制品中的表面和亚表面缺陷。
本文将通过概述磁粉探伤技术的原理、介绍其应用领域并分析其优势和限制,同时,还将介绍磁粉探伤的操作步骤和注意事项。
正文内容:1.磁粉探伤技术原理1.1磁粉探伤作用机制1.2磁粉探伤技术分类1.3磁粉探伤技术的基本原理2.磁粉探伤技术应用领域2.1航空航天领域2.1.1飞机发动机零部件的磁粉探伤2.1.2飞机机身和机翼的磁粉探伤2.2汽车制造业2.2.1发动机和变速器的磁粉探伤2.2.2车身结构的磁粉探伤2.3石油化工行业2.3.1石油管道和储罐的磁粉探伤2.3.2石化设备的磁粉探伤2.4电力领域2.4.1发电设备的磁粉探伤2.4.2输电线路的磁粉探伤3.磁粉探伤技术的优势和限制3.1优势3.1.1高灵敏度和可靠性3.1.2检测速度快3.1.3对复杂形状的金属制品适用3.2限制3.2.1检测深度有限3.2.2只能检测导电材料3.2.3无法检测非磁性缺陷4.磁粉探伤的操作步骤和注意事项4.1操作步骤4.1.1工件表面准备4.1.2磁粉施加4.1.3磁粉沉降和分离4.1.4缺陷识别和评估4.1.5清除和处理废料4.2注意事项4.2.1安全操作4.2.2仪器设备选择和校准4.2.3缺陷评估的标准总结:磁粉探伤技术作为一种常用的无损检测方法,在各个工业领域中发挥着重要的作用。
通过本文的分析可以得出结论,磁粉探伤技术具有高灵敏度和可靠性的优势,能够快速检测复杂形状的金属制品中的表面和亚表面缺陷。
磁粉探伤技术也存在一些限制,例如检测深度有限以及只能检测导电材料等。
在实际操作中,需要严格按照操作步骤进行,并注意安全操作和仪器设备的选择和校准,以确保磁粉探伤的准确性和可靠性。
随着科技的发展和技术的进步,磁粉探伤技术在工业领域的应用和发展将会更加广泛和深入。
钢材及焊缝无损检测(磁粉法)
检测报告
报告日期:2019年01月20日
钢材及焊缝无损检测(磁粉法)检测报告
工程名称/ 委托/任务编号RW-2019-0012 委托单位/ 样品编号2019-0012-0001 施工单位/ 设计单位/
监理单位/ 检测地点室内
构件名称对接焊钢板构件编号/
构件状态表面打磨至光洁检测环境条件室内
检测比例100% 检测日期2019年01月20日设计要求一级焊缝检测类别现场考核
检测依据1、《钢结构现场检测技术标准》GB/T 50621-2010
2、《焊缝无损检测磁粉检测》GB/T 26951-2011
3、《焊缝无损检测焊缝磁粉检测验收等级》GB/T 26952-2011
4、设计图纸及相关技术资料
检测项目分项检测结论及存在问题
磁粉检测1、检测构件共1 件,检测焊缝共1 条,检测焊缝总长554 mm,合格。
2、返修构件共/ 件,返修焊缝共/ 条,返修焊缝总长/ mm,同一部位经/ 次返修后合格。
检
测
部
位
示
意
图
/ 备注/
钢材及焊缝无损检测(磁粉法)检测报告附页
工程名称/
构件名称对接焊钢板焊缝种类●平板○环缝○T型○管座
焊接方式●手工电弧焊○CO2保护焊
○埋弧焊
材质及规格
Q235B
452×293×20mm
仪器名称磁粉探伤仪(自编号:17-57)仪器型号B310
检测工艺编号/ 磁化方法连续法磁粉种类黑油磁悬液灵敏度试片型号A1-30/100μm 磁悬液浓度2ml/100mL 磁化方向单磁轭交叉垂直磁化电流交流电提升力≥45N 磁化时间2S 触头(磁轭间距)75-200mm
检测等级1级依据标准GB/T 50621-2010 GB/T 26951-2011 GB/T 26952-2011
检测部位缺陷情况
序号焊缝部
位编号
焊缝
长度
(mm)
检测
长度
(mm)
缺陷
编号
缺陷
类型
缺陷
磁痕
尺寸
(mm)
缺陷处理方式及结果
最终
评级
打磨后复检缺陷补焊后复检缺陷
性质
磁痕尺
寸(mm)
性质
磁痕尺
寸(mm)
1 1# 554 554 / / 0 ∕∕∕∕I级/ / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / /。