机械制图标准-机械制图-尺寸标注
- 格式:doc
- 大小:494.50 KB
- 文档页数:25
机械制图尺寸标注标准机械制图尺寸标注标准一、尺寸及公差标注原则1、尺寸标注应准确,符合国家标准要求,单位选择应统一;2、尺寸标注应清晰明了,上下表示应统一;3、尺寸不能部分标注;4、公差应标明,并应完全体现出整个误差包络范围;5、标注的尺寸应压缩为采用全数字表示方式,仅字母或缩写不明确其正确意义时,可采用字母或缩写加上相应解释;6、有些由科学取精、取偏后计算而来的尺寸,应当标注可用计算方式计出;7、特殊尺寸标注应注明计算方法,并有明确的计算公式;二、尺寸表示方法1、直接标注:正确而简洁的表示方式,适用于直锥、内圆孔、倒角和螺纹等,采用数字和单位组合,在图面上用线表示位置;2、间接标注:以箭头或虚线圆弧两点连线的中点表示,适用于圆柱孔、抛两个圆弧的中心点的距离表示;三、尺寸简写1、公差表示简写:标注安全尺寸时,可用负号“――”代替加减号“±”。
如内圆孔直径一般标注D~代表D-负公差D+正公差;2、单位简写:通用简写可在米、厘米、毫米或其他单位简写前加上“n”,n表示通用简写意义;3、特殊简写:比如,可有尺寸简写1/4形式m,r表示半径,A、B表示平行边长;四、尺寸表示规范1、量具尺寸表示应以整数标注,小数不能大于2位;2、表示的尺寸和公差要一一对应,误差不能交叉;3、图面标注的尺寸及公差数值不能大于部件实际外形尺寸,而表示公差不能小于实际公差范围;4、通用尺寸及公差,可不必表示明确。
如4-4H、4H,均表示M4-4H;5、尺寸及公差不能缺,但可用中文表示工件型式,如:“平面”“曲面”;6、应将螺纹公差表示在螺纹标注处,但螺纹种类、级数和气孔位置可在其他视图注明;7、标注的各尺寸的位置及其标注方式,应统一,不混用或各自另注;8、坐标传递应统一,“X”、“Y”、“Z”等坐标系统应靠下加标注,但可使用角度代替X、Y或Z轴;9、组件尺寸一律在上表面标注;10、标注样式、大小、位置等应统一,不应影响视觉清晰度;11、标注不够清楚,应另附描述说明。
机械制图标注规范机械制图标注规范是指在机械制图中对各种要素进行正确标注的一套规则和标准。
标注的目的是为了方便读者理解图纸内容,确保设计和制造的准确性。
1. 尺寸标注:尺寸标注是机械制图中最基本也是最重要的标注之一。
标注尺寸时应使用统一的尺寸标准符号和单位,如“R”表示半径,“D”表示直径,“L”表示长度等。
尺寸标注应清晰,字体要求可读性好,并与图形相对应。
尺寸标注应选取有明确特征的关键点,尽量避免使用虚线进行标注。
2. 公差标注:公差是指允许的尺寸偏差范围。
在机械制图中,公差是非常重要的一项标注。
公差标注应在尺寸标注的基础上标出公差阈值,通常使用标准公差表中的符号。
公差标注应清晰明确,以确保制造过程中的准确性和一致性。
3. 连接标注:连接标注是标示各个零件之间连接方式的标注。
它可以提供装配和拆卸过程中必要的信息。
常见的连接标注包括螺纹标注、焊接标注、键槽标注等。
连接标注应清晰明确,采用统一的标准符号和表达方式。
4. 表面质量标注:在机械制图中,表面质量标注是标注工件表面光洁度和粗糙度的一种方法。
表面质量标注通常使用符号和数值来表示。
符号可根据国家标准选择,数值要与国家标准一致。
标注应尽量避免与其他标注相互冲突,以确保正确理解。
5. 材料标注:对于机械制图中的材料,应在图中进行标注。
材料标注通常使用符号和简称,如“SS”表示不锈钢,“Al”表示铝等。
材料标注应与国家标准一致,并在制图中统一使用。
6. 关口标注:关口是指两个或多个零件之间的交界处。
关口标注用于标记关键部件之间的位置和相对位置。
关口标注应清晰明确,字体要求可读性好,并与图形相对应。
标注应选取有明确特征的关键点,尽量避免使用虚线进行标注。
7. 配置项标注:在机械制图中,常常需要标注与零件和装配相关的其他信息,如零件数量、装配说明、设计要求等。
配置项标注应清晰、明确,字体要求可读性好,并与图形相对应。
以上只是机械制图标注规范的一些主要内容,具体的标注规范还需要根据实际情况和国家标准进行确定。

机械制图标准-机械制图-尺寸标注标准规定了在机械图样中标注尺寸的方法。
与本标准有关的国家标准。
GB 4457.3-84 《机械制图字体》GB 4457.4-84 《机械制图图线》GB 1183-84 《形状和位置公差术语及定义》1 基本规则1.1 机件的真实大小应以图样上所注的尺寸数值为依据,与图形的大小及绘图的准确度无关。
1.2 图样中(包括技术要求和其他说明)的尺寸,以毫米为单位时,不需标注计量单位的代号或名称,如采用其他单位,则必须注明相应的计量单位的代号或名称。
1.3 图样中所标注的尺寸,为该图样所示机件的最后完工尺寸,否则应另加说明。
1.4 机件的每一尺寸,一般只标注一次,并应标注在反映该结构最清晰的图形上。
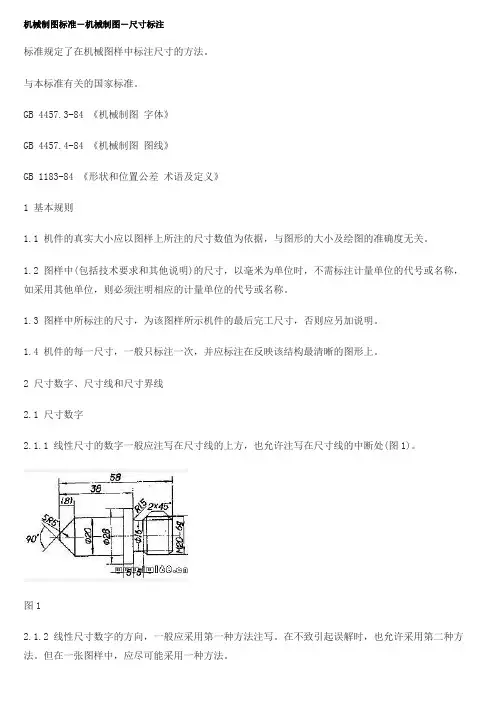
2 尺寸数字、尺寸线和尺寸界线2.1 尺寸数字2.1.1 线性尺寸的数字一般应注写在尺寸线的上方,也允许注写在尺寸线的中断处(图1)。
图12.1.2 线性尺寸数字的方向,一般应采用第一种方法注写。
在不致引起误解时,也允许采用第二种方法。
但在一张图样中,应尽可能采用一种方法。
方法1:数字应按图2所示的方向注写,并尽可能避免在图示30°范围内标注尺寸,当无法避免时可按图3的形式标注。
方法2:对于非水平方向的尺寸,其数字可水平地注写在尺寸线的中断处(图4、5)。
2.1.3 角度的数字一律写成水平方向,一般注写在尺寸线的中断处(图6)。
必要时也可按图7的形式标注。
2.1.4 尺寸数字不可被任何图线所通过,否则必须将该图线断开(图8)。
图82.2 尺寸线2.2.1 尺寸线用细实线绘制,其终端可以有下列两种形式:a. 箭头:箭头的形式如图9所示,适用于各种类型的图样。
b. 斜线:斜线用细实线绘制,其方向和画法如图10所示。
当尺寸线的终端采用斜线形式时,尺寸线与尺寸界线必须相互垂直,如图11所示。
图11当尺寸线与尺寸界线相互垂直时,同一张图样中只能采用一种尺寸线终端的形式。
当采用箭头时,在地位不够的情况下,允许用圆点或斜线代替箭头(图16)。
机械制图标准-机械制图-尺寸标注标准规定了在机械图样中标注尺寸的方法。
与本标准有关的国家标准。
GB 4457.3-84 《机械制图字体》GB 4457.4-84 《机械制图图线》GB 1183-84 《形状和位置公差术语及定义》1 基本规则1.1 机件的真实大小应以图样上所注的尺寸数值为依据,与图形的大小及绘图的准确度无关。
1.2 图样中(包括技术要求和其他说明)的尺寸,以毫米为单位时,不需标注计量单位的代号或名称,如采用其他单位,则必须注明相应的计量单位的代号或名称。
1.3 图样中所标注的尺寸,为该图样所示机件的最后完工尺寸,否则应另加说明。
1.4 机件的每一尺寸,一般只标注一次,并应标注在反映该结构最清晰的图形上。
2 尺寸数字、尺寸线和尺寸界线2.1 尺寸数字2.1.1 线性尺寸的数字一般应注写在尺寸线的上方,也允许注写在尺寸线的中断处(图1)。
图12.1.2 线性尺寸数字的方向,一般应采用第一种方法注写。
在不致引起误解时,也允许采用第二种方法。
但在一张图样中,应尽可能采用一种方法。
方法1:数字应按图2所示的方向注写,并尽可能避免在图示30°范围内标注尺寸,当无法避免时可按图3的形式标注。
方法2:对于非水平方向的尺寸,其数字可水平地注写在尺寸线的中断处(图4、5)。
2.1.3 角度的数字一律写成水平方向,一般注写在尺寸线的中断处(图6)。
必要时也可按图7的形式标注。
2.1.4 尺寸数字不可被任何图线所通过,否则必须将该图线断开(图8)。
图82.2 尺寸线2.2.1 尺寸线用细实线绘制,其终端可以有下列两种形式:a. 箭头:箭头的形式如图9所示,适用于各种类型的图样。
b. 斜线:斜线用细实线绘制,其方向和画法如图10所示。
当尺寸线的终端采用斜线形式时,尺寸线与尺寸界线必须相互垂直,如图11所示。
图11当尺寸线与尺寸界线相互垂直时,同一张图样中只能采用一种尺寸线终端的形式。
当采用箭头时,在地位不够的情况下,允许用圆点或斜线代替箭头(图16)。
第八节尺寸公差与配合注法(GB/T 4458.5-2003)公差是反映对制造零件精度要求的,配合是反映相配零件之间存在的间隙或过盈情况的,即互相结合的松紧关系。
所以,标注公差与配合是图样中不可缺少的内容。
本标准规定了机械图样中尺寸公差与配合公差的标注方法, 适用于机械图样中尺寸公差(线性尺寸公差和角度尺寸公差)与配合的标注方法。
本标准从2003年12月1日实施,并自实施之日起代替GB/T 4458.5-1984《机械制图尺寸公差与配合注法》。
一、基本要求1、公差带的代号及公差等级的代号等要符合GB/T 1800《极限与配合基础》的规定。
2、字体的写法应符合GB/T 14691-1993《技术制图字体》的规定。
3、尺寸注法要符合GB/T 4458.4-2003《机械制图尺寸注法》的规定。
二、在零件图上的公差注法(一)线性尺寸公差的注法在图样中标注线性尺寸公差的方法,常用的有标注公差带代号、标注极限偏差、同时标注公差带代号和极限偏差等三种形式。
1、标注公差带代号随着公差与配合标准化工作的进展,对于采用标准公差的尺寸,可以直接标注公差带代号,这对于用量规(公差带的代号往往就是量规的代号)检验的场合十分简便。
标注公差带代号对公差等级和配合性质的概念都比较明确,在图样中标注也简单。
但缺点是具体的尺寸极限偏差不能直接看出。
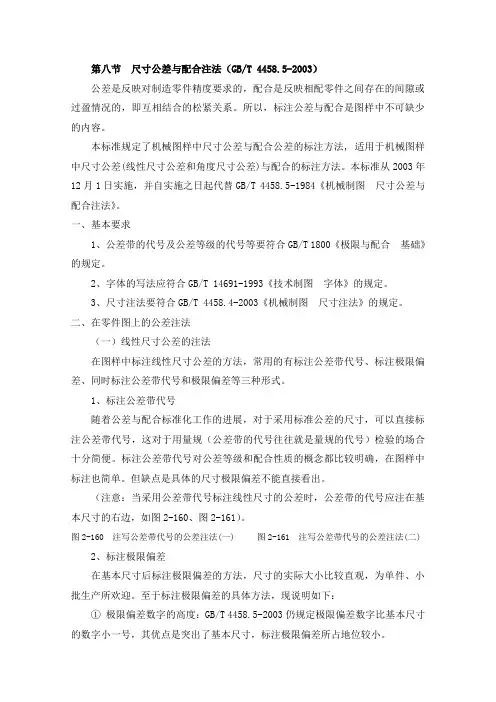
(注意:当采用公差带代号标注线性尺寸的公差时,公差带的代号应注在基本尺寸的右边,如图2-160、图2-161)。
图2-160 注写公差带代号的公差注法(一) 图2-161 注写公差带代号的公差注法(二)2、标注极限偏差在基本尺寸后标注极限偏差的方法,尺寸的实际大小比较直观,为单件、小批生产所欢迎。
至于标注极限偏差的具体方法,现说明如下:①极限偏差数字的高度:GB/T 4458.5-2003仍规定极限偏差数字比基本尺寸的数字小一号,其优点是突出了基本尺寸,标注极限偏差所占地位较小。
②极限偏差标注的位置:上偏差应注在基本尺寸数字的右上方,下偏差注在基本尺寸数字的右下方,并且下偏差的数字必须与基本尺寸数字注在同一底线上,如图2-162、图2-163。

![CAD机械制图尺寸标注标准[详]](https://uimg.taocdn.com/7f1a404402768e9951e7384b.webp)
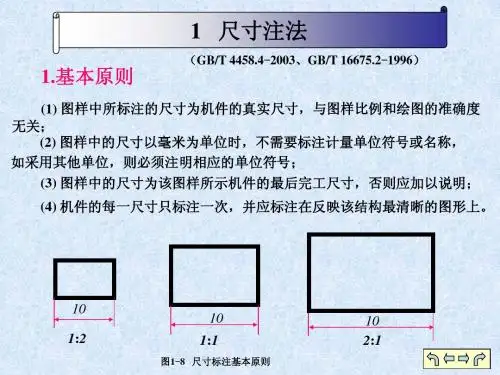
第七节尺寸注法(GB/T 4458.4-2003)图样中的图形只能表示零件的结构和形状,其各部分的大小和相对位置关系,还必须由尺寸来确定。
GB/T 4458.4-2003《机械制图尺寸注法》中规定“机件的真实大小应以图样上所注的尺寸数值为依据,与图形的大小及绘图的准确度无关”。
所以尺寸是图样中的重要内容之一,是制造机件的直接依据。
本标准规定了在图样中标注尺寸的基本方法, 适用于机械图样的绘制。
本标准从2003年12月1日实施,并自实施之日起代替GB/T 4458.4-1984《机械制图尺寸注法》。
一、标注尺寸的基本规则1、机件的真实大小应以图样上所注的尺寸数值为依据,与图形的大小及绘图的准确度无关。
2、图样中(包括技术要求和其他说明)的尺寸,以毫米为单位时,不需标注单位符号(或名称),如采用其他单位,如:米、英寸和度、分、秒等,则应注明相应的单位符号(或名称),而这些名称或符号应符合国际单位制的规定。
3、图样中所标注的尺寸,是该图样所示机件的最后完工尺寸,否则应另加说明。
这里所谓最后完工尺寸,是指这一张图样所表达的机件的最后要求,如毛坯图中的尺寸为毛坯的最后完工尺寸;半成品图中的尺寸是半成品的最后完工尺寸;零件图中的尺寸是该零件交付装配时的尺寸……等。
至于为了达到该尺寸的要求,中间所经过的各个工序的尺寸,则与之无关。
否则必须另加说明。
4、机件的每一尺寸,一般只标注一次。
这不仅节省绘图时间,减少图中不必要的线条,更主要的是避免产生两者不一致的错误。
5、尺寸的配置必须合理:①应标注在反映该结构最清晰的图形上。
例如孔组分布的定位尺寸、圆弧的半径尺寸、弧长及角度等,都应该标注在反映它们实形的视图上。
圆的直径尺寸除外。
②同一要素的尺寸应尽量集中在同一处,如孔的直径和深度、槽的宽度和深度等。
③加工工序不同的尺寸应尽量分别排列;为减少看图时的麻烦,较快地找到加工该工序时所需的尺寸,除应将有关尺寸尽量集中在一起外,不要混杂在一起。
机械设计中尺寸标注类知识,毕业前一定读懂它1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。
机械制图尺寸标注详解机械制图尺寸标注是机械制图中非常重要的一环,尺寸标注的准确性直接关系到机械制品的尺寸精度。
在本篇文档中,我们将详细介绍机械制图尺寸标注的各种标注方法和注意事项。
一、尺寸标注的基本原则在机械制图中,尺寸标注应该遵循以下基本原则:1.合理布局:尺寸标注应该合理布局,使其清晰易读,方便加工和检验;2.统一标准:尺寸标注的文字大小、字形、字距、标点等应该统一规范,以便统一管理;3.准确无误:尺寸标注必须准确无误,应该遵循尽量少标注、标注到位的原则;4.简明扼要:尺寸标注应该简明扼要,不要出现重复和冗余的标注。
二、尺寸标注的常用方法在机械制图中,尺寸标注的常用方法有以下几种。
1. 直线标注法直线标注法是尺寸标注中最常用的一种方法,其基本原则是:将尺寸标注线与对象的轮廓线或者中心线平行,并且标注线的方向与轮廓线或者中心线保持一致。
具体方法如下:1.在需要标注的对象上标出轮廓线或者中心线;2.选择合适的标注位置,画出标注线,并在标注线上书写尺寸标注值;3.将标注箭头指向被标注的对象。
直线标注法示意图如下:____________________| |_______12 | || ||____|2. 基准线标注法基准线标注法是一种比较常见的标注方法,特别适用于需要标注多个尺寸的情况。
其基本原则是:利用一条基准线作为所有尺寸标注线的参考线,标注线垂直于基准线,标注的尺寸值位于标注线的右侧或者左侧。
具体方法如下:1.在需要标注的对象上标出轮廓线或者中心线;2.选择一条适合的基准线,基准线的位置可以在上、中、下三个区域任选;3.在标注线上书写尺寸标注值,并把标注箭头指向被标注的对象。
基准线标注法示意图如下:12______| ||____|| ||____|3. 直角标注法直角标注法是指在直角处进行标注的方法。
其基本原则是:在两条相交的轮廓线上进行标注,标注线分别垂直于两条轮廓线。
具体方法如下:1.在需要标注的对象上找到直角处,相交的两条轮廓线分别作为尺寸的参考线;2.在两条轮廓线上方便标注的位置处,画出相应的标注线,并在标注线上标注尺寸值;3.将标注箭头指向被标注的对象。
机械制图标准-机械制图-尺寸标注
标准规定了在机械图样中标注尺寸的方法。
与本标准有关的国家标准。
GB 4457.3-84 《机械制图字体》
GB 4457.4-84 《机械制图图线》
GB 1183-84 《形状和位置公差术语及定义》
1 基本规则
1.1 机件的真实大小应以图样上所注的尺寸数值为依据,与图形的大小及绘图的准确度无关。
1.2 图样中(包括技术要求和其他说明)的尺寸,以毫米为单位时,不需标注计量单位的代号或名称,如采用其他单位,则必须注明相应的计量单位的代号或名称。
1.3 图样中所标注的尺寸,为该图样所示机件的最后完工尺寸,否则应另加说明。
1.4 机件的每一尺寸,一般只标注一次,并应标注在反映该结构最清晰的图形上。
2 尺寸数字、尺寸线和尺寸界线
2.1 尺寸数字
2.1.1 线性尺寸的数字一般应注写在尺寸线的上方,也允许注写在尺寸线的中断处(图1)。
图1
2.1.2 线性尺寸数字的方向,一般应采用第一种方法注写。
在不致引起误解时,也允许采用第二种方法。
但在一张图样中,应尽可能采用一种方法。
方法1:数字应按图2所示的方向注写,并尽可能避免在图示30°范围内标注尺寸,当无法避免时可按图3的形式标注。
方法2:对于非水平方向的尺寸,其数字可水平地注写在尺寸线的中断处(图4、5)。
2.1.3 角度的数字一律写成水平方向,一般注写在尺寸线的中断处(图6)。
必要时也可按图7的形式标注。
2.1.4 尺寸数字不可被任何图线所通过,否则必须将该图线断开(图8)。
图8
2.2 尺寸线
2.2.1 尺寸线用细实线绘制,其终端可以有下列两种形式:
a. 箭头:箭头的形式如图9所示,适用于各种类型的图样。
b. 斜线:斜线用细实线绘制,其方向和画法如图10所示。
当尺寸线的终端采用斜线形式时,尺寸线与尺寸界线必须相互垂直,如图11所示。
图11
当尺寸线与尺寸界线相互垂直时,同一张图样中只能采用一种尺寸线终端的形式。
当采用箭头时,在地位不够的情况下,允许用圆点或斜线代替箭头(图16)。
2.2.2 标注线性尺寸时,尺寸线必须与所标注的线段平行。
尺寸线不能用其他图线代替,一般也不得与其他图线重合或画在其延长线上。
2.2.3 圆的直径和圆弧半径的尺寸线的终端应画成箭头,并按图12所示的方地标注。
当圆弧的半径过大或在图纸范围内无法标出其圆心位置时,可按图3a的形式标注。
若不需要标出其圆心位置时,可按图13v的形式标注。
2.2.4 标注角度时,尺寸线应画成圆弧,其圆心是该角的顶点。
2.2.5 当对称机件的图形只画出一半或略大于一半时,尺寸线应略超过对称中心线或断裂处的边界线,此时仅在尺寸线的一端画出箭头(图14、图15)。
2.2.6 在没有足够的位置画箭头或注写数字时,可按图16的形式标注。
图16
2.3 尺寸界线
2.3.1 尺寸界线用细实线绘制,并应由图形的轮廓线、轴线或对称中心线处引出。
也可利用轮廓线、轴线或对称中心线作尺寸界线(图8、17)。
图17
2.3.2 当表示曲线轮廓上各点的坐标时,可将尺寸线或其延长线作为尺寸界线(图18、19)。
2.3.3 尺寸界线和般应与尺寸线垂直,必要时才允许倾斜(图20)。
图20
2.3.4 在光滑过渡处标注尺寸时,必须用细实经玫将轮廓线延长,从它们的交点处引出尺寸界线
(图20)。
2.3.5 标注角度的尺寸界线应洞径向引出(图21)。
标注弦长或弧长的尺寸界栈应平行于该弦的垂直平分线(图22、23),当弧度较大时,可沿径向引出(图24)。
3 标注尺寸的符号
3.1 标注直径时,应在尺寸数字前加注符号“”;标注半径时,应在尺寸数字前加注符号“R”;标注球面的直径或半径时,应在符号“”或“R”前再加注符号“S”(图25)。
对于螺钉、铆钉的头部,轴(包括螺杆)的端部以及手柄的端部等,在不致引起误解的情况下可省略符号“S”(图26)。
3.2 标注弧长时,应在尺寸数字上方加注符号“”(图23、24)。
3.3 标注参考尺寸时,应将尺寸数字加上圆括弧(图27)。
图27
3.4 标注剖面为正方形结构的尺寸时,可在正方形边长尺寸数字前加注符号“”(图28a、c)或用B×B”(图28b、d,B为正方形的边长)注出。
图28
3.5 标注板状零件的厚度时,可在尺寸数字前加注符号“”(图29)。
3.6 当需要指明半径尺寸是由其他尺寸所确定时,应用尺寸线和符号“R”标出,但不要注写尺寸数(图30)
3.7 标注斜度或锥度时,可按表1所示的方法标注,斜度和锥度的符号如图31a和图31b所示。
符号的线宽为h 10。
符号的方向应与斜度、锥度的方向一致。
必要时可在标注锥度的同时,在括号中注出其角度值。
图31表1
*α不锥角。
4 简化注法
4.1 45°的倒角可按图32的形式标注,非45°的倒角应按图33的形式标注。
4.2 若图样中圆角或倒角的尺寸全部相同或某个尺寸占多数时,可在图样空白处作总的说明,如“全部圆角R4”、“全部倒角1.5×45°”、“其余圆角R4”、“其余倒角1×45°”等。
4.3 一般的退刀槽可按“槽宽×直径”(图34)或“槽宽×槽深”(图35)的形式标注。
4.4 在同一图形中,对于尺寸相同的孔、槽等成组要素,可仅在一个要素上注出其尺寸和数量(图36~38)。
图36
4.5 均匀分布的成组要素(如孔等)的尺寸按图37所示的方法标注。
当成组要素的定位和分布情况的图形中已明确时,可不标注其角度,并省略“均布”两字(图38)。
4.6 在同一图形中具有几种尺寸数值相近而又重复的要素(如孔等)时,用采用标记(如涂色等)的方法(图39),或采用标注字母的方法(图40)来区别。
孔的尺寸和数量可直接标注在图形上(图39、40),也可用列表的形式表示(图41)。
图41
4.7 对不连续的同一表面,可用细实线连接后标注一次尺寸(图42)。
4.8 由同一基准出发的尺寸,可按图42~44的形式标注。
也可以用坐标的形式列表标注(图45)。
7.9 对于印制板类的零件,可直接采用坐标格子表示尺寸(图46)
4.10 间隔相等的链式尺寸,可采用图47、图48所示的方法标注。
4.11 各种孔(光孔、螺孔、沉孔等)可采用旁注的方法标注,如表2。
续表2
4.12 当图形具有对称中心线时,分布在对称中心线两边的相同结构,可仅标注其中一边的结构尺寸,如图49中的R64、12、R5等。
图49
5 其他标注
5.1 标注圆锥销孔的尺寸时,应按图50a和图50b的形式引出标注,其中 4和 3都是所配的圆锥销的公称直径。
图50
5.2 对于凸轮的曲面(或曲线)和处在曲面上的某些结构,其尺寸可标注在展开图上(图51、52)。
图51
5.3 对于镀涂表面的尺寸,按以下规定标注。
5.3.1 图样中镀涂零件的尺寸应为镀涂后尺寸,即计入了镀涂层厚度,如为镀涂前尺寸,应在尺寸数字的右边加注“镀(涂)前”字样。
5.3.2 对于装饰性、防腐性的自由表面尺寸,可视作镀涂前尺寸,省略“镀(涂)前”字样。
5.3.2 对于装饰性、防腐性的自由表面尺寸,可视作镀涂前尺寸,省略“镀(涂)前”字样。
5.3.3 对于配合尺寸,只有当镀涂层厚度不影响配合时,方可视作镀涂前的尺寸,并省略“镀(涂)前”字样。
5.3.4 必要时可同时标注镀涂前和镀涂后的尺寸,并注写“镀(涂)前”和“镀(涂)后”字样(图53)。
(注:素材和资料部分来自网络,供参考。
请预览后才下载,期待你的好评与关注!)。