焊丝的熔化和熔滴过渡
- 格式:pptx
- 大小:3.67 MB
- 文档页数:49
co2气体保护焊熔滴过渡形式
CO2气体保护焊是一种常用的焊接方法,其作用是在焊接过程中用纯净的CO2气体环境保护焊接熔滴,从而确保焊缝的质量。
而CO2气
体保护焊的熔滴过渡形式是指焊丝在焊接过程中形成熔滴的过程和形
态变化。
首先,焊丝在通过焊枪进入焊接区域后,会被电弧加热并熔化。
当焊丝被完全熔化时,就会形成一个熔滴。
这个熔滴的形态会随着焊
接电流和电弧长度的变化而发生变化。
一般来说,焊接电流越大,电
弧长度越短,熔滴就会更大;反之,焊接电流越小,电弧长度越长,
熔滴就会更小。
其次,熔滴在焊丝末端形成后,会由重力和表面张力的作用下滴
落到焊接区域。
这个过程需要注意的是,熔滴滴落的速度和形态会受
到焊接电流和焊接速度的影响。
当焊接电流较大、焊接速度较快时,
熔滴滴落速度较快,形成的焊缝较宽;反之,焊接电流较小、焊接速
度较慢时,熔滴滴落速度较慢,形成的焊缝较窄。
最后,熔滴在滴落到焊接区域后,会迅速冷却凝固并形成焊缝。
这个过程是焊接过程中最关键的一步,关系到焊缝的质量。
如果熔滴
在滴落到焊接区域时没有受到适当的保护,会受到氧气的影响而产生
气孔等缺陷。
因此,通过CO2气体保护,可以避免氧气对焊缝的影响,确保焊缝的质量。
综上所述,CO2气体保护焊的熔滴过渡形式是一个动态的过程,其形态和滴落速度会受到焊接电流、电弧长度和焊接速度的影响。
在实际操作中,需要根据焊接要求和焊接工艺参数来调整这些因素,以获得良好的焊接效果。
只有掌握了CO2气体保护焊的熔滴过渡形式,才能实现焊缝的质量控制,提高焊接工艺的稳定性和可靠性。
焊接工艺问答—熔滴过渡方式焊接过程中,消耗电极(焊丝,焊条)熔滴过渡方式1、短路过渡使受电弧热熔化的消耗电极(焊条)前端与母材熔池短路,边重复进行燃弧,短路熔滴边过渡的形态叫短路过渡式,这种形式在CO2焊接与MIG 焊接的小电流,低电压区焊接时尤为显著,被应用于熔深较浅的薄板焊接。
电极前端的熔融部分逐渐变成球状并增大形成熔滴,与母材熔池里的熔融金属相接触,借助于表面张力向母材过渡。
短路过渡在采用低电流装置和较小焊丝直径的条件下产生,短路过渡易形成一个较小的、迅速冷却的熔池,适合于焊接留较大根部间隙的横梁结构,适合于全位置焊接。
焊丝通过电弧间隙时没有熔滴过渡发生,当接触到焊接熔池时才会发生熔滴过渡。
以下对一个完整的焊接工艺过程进行分析,短路过渡工艺过程的示意见下图。
(1)当电弧正常工作时,母材和焊丝都处于高温状态,送丝机构稳定的送进焊丝。
当焊丝接触到熔池时,同时伴随着如下3个过程发生。
①较大的焊接电流通过焊丝进入焊缝和母材,使焊丝末端开始熔化。
②在图中短弧区,焊接电流迅速提高。
③当初始焊接电弧较短时,电弧电压值降低,电弧熄灭。
(2)采用平特性焊接电源可以使电流持续增加,主要是为了保持焊接电压稳定并提高电弧电压。
此时电弧保持稳定,熔化的焊丝继续向焊接熔池熔敷金属。
(3)当焊接电流与电压继续增加时,焊丝在焊缝上形成一个圆锥形区域,通过持续的送丝过程,将更多的焊丝送进该圆锥形区域中。
(4)随着焊接电压和电流继续增加,更多焊丝的送进,锥形区域不断扩大,接着焊丝在锥形顶部开始产生缩颈,为下一步的剪切作准备。
电磁剪切力主要是焊接电流通过焊丝与焊缝熔敷金属之间的短路过渡产生的,电磁剪切力沿着焊丝的方向向内辐射。
(5)从D开始,焊丝与焊缝上部形成的锥形区域分离,电弧再引燃,电流开始降低,电压从短路过渡电压升高到电弧电压,熔滴停止向焊缝中过渡。
(6)电弧对焊丝和焊缝进行加热。
(7)在电弧区,利用电弧热清除锥形区域,使之熔入焊缝中,增加焊缝和焊丝的热量,为下一个焊接周期作准备。
熔滴过渡名词解释熔滴过渡是指在电弧热作用下,焊丝或焊条端部的熔化金属形成熔滴,受到各种力的作用从焊丝端部脱离并过渡到熔池的全过程。
它与焊接过程稳定性、焊缝成形、飞溅大小等有直接关系,并最终影响焊接质量和生产效率。
熔滴过渡状态是指焊条熔化后滴入熔池的状态。
对熔滴过渡产生影响的因素包括保护气体的种类和成分,焊接电流和电压,焊条的成分和直径等。
1. 粒状熔滴过渡(Globular transfer)指熔滴直径比所使用的wire直径大时的过渡状态。
可以细分为低电流和中间程度的焊接电流范围内所产生的drop transfer和较高电流co2焊接时产生的repelled transfer。
2.短路熔滴过渡(Short circuiting transfer)Wire端部产生的熔滴与熔池直接接触过渡。
在低电流电压co2焊接时,或在惰性气体成分高的焊接条件下,即MAG或MIG焊接时会出现。
3.旋转熔滴Rotating transfer :在GMAW的大电流领域产生的现象。
由于电流越高熔合效率越高,因此从效率方面考虑时电流越高越好。
但是与其相对应缺点是很难控制熔池,易产生焊接不良。
目前对提高焊接效率的研究主要集中在rotating mode的control方面。
4.射流过渡Spray transfer :是指比焊接wire小的熔滴的过渡状态。
在较高电流中Ar主成份的保护气体焊接时产生。
喷雾过渡时熔滴一滴一滴有规律的过渡,因此称为projected transfer。
熔化后滴落的wire前端形成小的粒状,熔滴以流淌的状态过渡,称为streaming transfer 。
另外熔化的wire前端拉长并高速旋转的过渡称为rotating transfer。
5.球状体过渡前端熔化金属变大形成球状,继而发展为比表面张力还重的大粒熔滴,向母材侧落下过渡的形态叫球状体过渡。
这种形式在CO2焊接的电流区更明显。
因熔滴过渡时不是直落而下,所以焊缝略显不规则,飞溅也多。
co2气体保护焊的熔滴过渡形式CO2气体保护焊是一种常用的焊接方法,它使用CO2气体作为保护气体,以保护熔池免受空气中氧气和水蒸气的侵蚀。
在CO2气体保护焊过程中,焊工需要掌握熔滴过渡形式,以确保焊接质量和效率。
首先,让我们来理解什么是熔滴过渡形式。
在焊接过程中,焊接电弧所产生的热量会使焊接材料(工件和焊丝)熔化,形成熔滴,并通过熔滴的传送与焊件融为一体,从而完成焊接。
而熔滴过渡形式指的是焊接过程中熔滴的形态变化。
熔滴的过渡形式主要有滴落式、喷射式和短脉冲式三种。
滴落式熔滴过渡形式是最常见的形式。
在焊接开始阶段,焊丝在电弧烧蚀下形成小颗粒熔滴,这些熔滴相对较大,重力的作用下从焊丝底部滴落到焊件上,并在焊件表面凝固。
这种形式下,焊丝的滴落速度是稳定的,而且既能保证焊缝质量又能提高焊接效率。
喷射式熔滴过渡形式则是在滴落式基础上发展而来。
当焊接电弧稳定后,焊丝熔化后的熔滴将在电弧的作用下向前喷射,形成悬挂在焊丝末端的熔滴。
这种形式下,焊丝的滴落速度相对较快,焊接质量更高,但焊接速度相对较慢,因为喷射式会使热量更加集中在一个小区域,能够提供更高的焊接温度和更好的焊缝质量。
短脉冲式熔滴过渡形式是一种技术复杂度较高的形式。
焊接电弧通过调节电流和电压的变化,实现了熔滴短脉冲的形成。
这种形式下,焊丝的熔滴会以非常快的速度喷出,并迅速接触到焊件表面,焊缝形成后熔滴迅速冷却凝固。
这种形式下,焊接热输入较小,可避免焊接变形,能够用于焊接薄板。
掌握不同熔滴过渡形式的方法对焊工来说非常重要,因为不同的形式适用于不同材料和焊接要求。
在实际操作中,焊工需要根据焊接材料的厚度、焊缝形式和焊接速度等因素,选择合适的熔滴过渡形式,以保证焊接质量和效率。
总结起来,熔滴过渡形式是CO2气体保护焊中关键的焊接参数之一。
通过了解滴落式、喷射式和短脉冲式三种形式的特点和适用范围,焊工可以选择合适的熔滴过渡形式,提高焊接质量和效率,确保焊接工作的顺利进行。
熔滴过渡方式焊接过程中,消耗电极(焊丝,焊条)熔滴过渡方式1)短路过渡使受电弧热熔化的消耗电极(焊条)前端与母材熔池短路,边重复进行燃弧,短路熔滴边过渡的形态叫短路过渡式,这种形式在CO2焊接与MIG 焊接的小电流,低电压区焊接时尤为显著,被应用于熔深较浅的薄板焊接。
电极前端的熔融部分逐渐变成球状并增大形成熔滴,与母材熔池里的熔融金属相接触,借助于表面张力向母材过渡。
短路过渡在采用低电流装置和较小焊丝直径的条件下产生,短路过渡易形成一个较小的、迅速冷却的熔池,适合于焊接留较大根部间隙的横梁结构,适合于全位置焊接。
焊丝通过电弧间隙时没有熔滴过渡发生,当接触到焊接熔池时才会发生熔滴过渡。
以下对一个完整的焊接工艺过程进行分析,短路过渡工艺过程的示意见下图A 当电弧正常工作时,母材和焊丝都处于高温状态,送丝机构稳定的送进焊丝。
当焊丝接触到熔池时,同时伴随着如下3个过程发生。
①较大的焊接电流通过焊丝进入焊缝和母材,使焊丝末端开始熔化。
②在图中短弧区,焊接电流迅速提高。
③当初始焊接电弧较短时,电弧电压值降低,电弧熄灭。
B 采用平特性焊接电源可以使电流持续增加,主要是为了保持焊接电压稳定并提高电弧电压。
此时电弧保持稳定,熔化的焊丝继续向焊接熔池熔敷金属。
C 当焊接电流与电压继续增加时,焊丝在焊缝上形成一个圆锥形区域,通过持续的送丝过程,将更多的焊丝送进该圆锥形区域中。
D 随着焊接电压和电流继续增加,更多焊丝的送进,锥形区域不断扩大,接着焊丝在锥形顶部开始产生缩颈,为下一步的剪切作准备。
电磁剪切力主要是焊接电流通过焊丝与焊缝熔敷金属之间的短路过渡产生的,电磁剪切力沿着焊丝的方向向内辐射。
E 从D开始,焊丝与焊缝上部形成的锥形区域分离,电弧再引燃,电流开始降低,电压从短路过渡电压升高到电弧电压,熔滴停止向焊缝中过渡。
F 电弧对焊丝和焊缝进行加热。
G 在电弧区,利用电弧热清除锥形区域,使之熔入焊缝中,增加焊缝和焊丝的热量,为下一个焊接周期作准备。
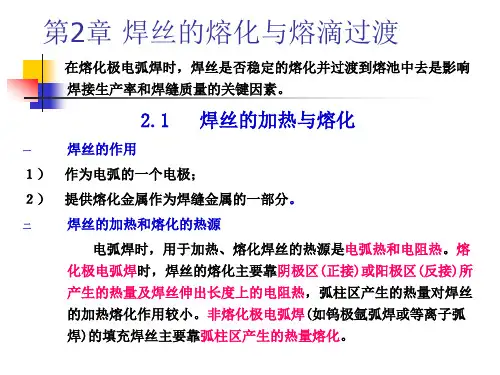
《焊接工程基础》知识要点复习第一章电弧焊基础知识及第二章焊丝的熔化和熔滴过渡一焊接的概念:通过适当的物理化学过程(加热或者加压,或者两者同时进行,用或不用填充材料)使两个分离的固态物体产生原子(分子)间结合力而连接成一体的连接方法。
二电弧的概念:电弧是在一定条件下电荷通过电极间气体空间的一种导电过程,或者说是一种气体放电现象。
三电弧中带电粒子的产生:电弧是由两个电极和它们之间的气体空间组成。
电弧中的带电粒子主要依靠两电极之间的气体电离和电极发射电子两个物理过程所产生的,同时也伴随着解离、激励、扩散、复合、负离子的产生等过程。
四电离与激励(一)电离:在一定条件下中性气体分子或原子分离为正离子和电子的现象称为电离.电离的种类: 1 .热电离:高温下气体粒子受热的作用相互碰撞而产生的电离称为热电离。
2. 电场电离:带电粒子从电场中获得能量,通过碰撞而产生的电离过程称为电场作用下的电离。
3.光电离: 中性粒子接受光辐射的作用而产生的电离现象称为光电离。
(二)电子发射:金属表面接受一定的外加能量,自由电子冲破金属表面的约束而飞到电弧空间的现象.1、热发射金属表面承受热作用而产生的电子发射现象.热阴极:W、C 电极的最高温度不能超过沸点;冷阴极:Fe,Cu,Al,Mg等。
影响因素:温度、材质、表面形态2、电场发射:当金属表面空间存在一定强度的正电场时,金属内的自由电子受此电场静电库伦力的作用,当此力达到一定程度时,电子可飞出金属表面,这种现象称电场发射。
对低沸点材料,电场发射对阴极区提供带电粒子起重要作用。
影响因素:温度、材质、电场大小3、光发射:当金属表面接受光辐射时,也可使金属表面自由电子能量增加,冲破金属表面的约束飞到金属外面来,这种现象称为光发射。
4、粒子碰撞发射:高速运动的粒子(电子或离子)碰撞金属表面时,将能量传给金属表面的自由电子,使其能量增加而跑出金属表面,这种现象称为粒子碰撞发射。
在一定条件下,粒子碰撞发射是电弧阴极区提供导电所需电子的主要途径。