reflow oven 回流焊标准操作保养规范
- 格式:doc
- 大小:50.50 KB
- 文档页数:2
回流焊操作及维护保养规范回流焊是电子产品制造中常用的一种焊接技术,主要用于表面贴装技术中焊接贴片元件和电子元器件。
实施回流焊需要遵循一定的操作和维护保养规范,以确保焊接质量和设备的正常运行。
一、回流焊操作规范1.环境准备:(1)工作环境应整洁、干燥,温度控制在20-25摄氏度,湿度控制在60%-70%。
(2)将需要焊接的元件准备齐全,包括焊接台、焊锡膏、焊锡丝、辅助工具等。
(3)确认回流焊设备处于正常工作状态,工作台面清洁,无杂质。
2.回流焊设备操作:(1)打开回流焊设备电源,等待设备自检完成。
(2)设定焊接温度、预热时间、保温时间和冷却时间等参数,根据焊接工艺要求进行设置。
(3)将需要焊接的元件粘贴至焊接台面上,注意元件的方向和位置是否正确。
(4)涂抹一定量的焊锡膏在焊点上。
(5)激活回流焊设备开始焊接,注意观察焊接过程中的温度变化、焊接效果等。
3.焊接检验:(1)焊接完成后,检查焊点和焊线是否焊接良好,焊接是否均匀。
(2)进行焊点质量的检验,包括焊点的光亮度、焊点的金属结构和焊点的焊接强度等。
1.设备日常检查:(1)每日用无尘布清洁设备外表和焊接台面。
(2)定期检查设备电源、线路和接地情况,确保设备正常运行安全。
2.定期润滑:(1)按照设备操作手册要求,给设备润滑点加注适量的润滑油,确保设备运行的顺畅。
(2)检查并更换设备润滑油,以保持其润滑性能。
3.清洁焊接台面:(1)定期清洁焊接台面,除去焊锡残留物和污垢,避免对焊接质量产生影响。
(2)禁止使用化学溶剂和硬物刮擦焊接台面,以免损坏设备。
4.定期保养:(1)根据设备使用情况,定期清洁设备内部灰尘、杂物,确保设备的正常工作状态。
(2)检查设备传动部件是否紧固,带是否磨损,如有问题及时进行维修或更换。
5.定期检查温度控制系统:(1)定期检查设备的温度传感器的精度和准确性,并采取相应的校准措施。
(2)定期检查设备的温度传感器的连接线,确保其没有断线和短路等损坏情况。
目录第一部分:HELLER回流焊外观及结构1.1外观介绍1.2轨道传输机构1.3加热系统1.4冷却机构第二部分:HELLER规格特性参数资料2.1 HELLER之规格与特性第三部分:HELLER应用软体操作向导3.1 Heller中文操作说明3.2 Heller部分参数简介3.3 Heller用户密码的设定第四部分:HELLER系统参数的设置第五部分:HELLER设备参数规格配置及注意事项第六部分:HELLER操作维修向导6.1 Heller炉子无电源6.2 Heller炉子无通讯6.3 Heller炉子高温报警6.4 Heller炉子BLOWER异响6.5 Heller炉子BREAKER自动跳开6.6 Heller炉子氧气PPM值不稳定或偏高第七部分:HELLER常用电路图的讲解第八部分:HELLER保养知识简介第九部分:HELLER 设备保修条例第一部分HELLER回流焊外观及结构1.1外观介绍HELLER REFLOW OVEN 采用PC机自动控制,界面直观,机器四周及上面PANEL可以灵活拆卸,更方便操作和维护。
总电源开关:“I”接通电源;“O”断开电源。
彩色显示器:显示操作信息,操作更直观。
方便操作者了解目前工作状态,准确显示机器当前各项参数。
键盘:输入信息,完成对机器控制。
三色灯:显示机器工作状态红色---机器处于ALARM状态,此时机器无法工作。
必须排除故障。
黄色---W ARNING状态或者NEW JOB下载绿色---机器处于正常状态例如:某温区设定温度为200度,W ARNING范围设定为15度,ALARM范围设定为40度,当前温度处在185~215度时亮绿色灯,当前温度在160~185度或者215~240度时亮黄色灯,当前温度在低于160度或者高于240度时亮红灯。
RESET键:每当按下E-STOP键后重新开机时需要按下RESET键以初始化炉子;当机器刚开始生产时需要按下RESET键。
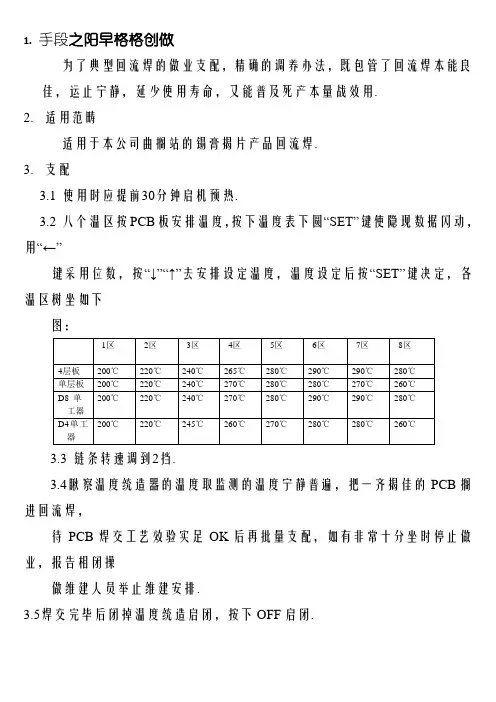
1.手段之阳早格格创做为了典型回流焊的做业支配,精确的调养办法,既包管了回流焊本能良佳,运止宁静,延少使用寿命,又能普及死产本量战效用.3.3 链条转速调到2挡.3.4瞅察温度统造器的温度取监测的温度宁静普遍,把一齐揭佳的PCB搁进回流焊,待PCB焊交工艺效验实足OK后再批量支配,如有非常十分坐时停止做业,报告相闭操做维建人员举止维建安排.3.5焊交完毕后闭掉温度统造启闭,按下OFF启闭.3.6空机运止10~15分钟后闭掉回流焊的总电源.4. 维护调养4.1 正在呆板附近树坐灭火设备;4.2 屡屡用完后揩拭浑理;4.3 每月将呆板里面的污秽浑理搞净;4.4 以毛刷没有定期扫除热却风扇叶片没有锈钢网上之灰法.4.5 边交收热体的下温线定期查看,三个月安排一次;4.6大电流的交线端子要举止紧固;4.7回流焊维护调养要挖写《回流焊维护调养记录表》5. 注意事项5.1 时常将机身、输送、热却风机等马达壳浑净以好处集热及保温;5.2 正在设备运止中,应时常监视各马达的中壳温度,出现过热局面应停机动性查看5.3 定期查看电控箱内各电器并紧定其交线端子的螺钉,如创造有触面烧蚀、吸合没有机动等局面,应即时处理;5.4 定期查看预热器、电热管的交头情况,如现收头紧动、交触没有良、绝缘老化等现象应即时浑理战调换;5.5 应时常查看设备呵护交天拆置是可良佳;;5.6 启电源总启闭时应先停止锡炉、预热战波峰等大电流背载后再举止;5.7 电源总启闭跳闸后,须查明本果排除子障后,圆可沉新合闸;;5.8 各传动部分应脆持良佳的润滑,除角度安排机构可用一般的油膏中,其余均用下温油膏润滑;5.9 各传动链条的紧紧度,应定时举止查看安排;5.10维建维护调养要挖写《回流焊维护调养记录表》。
回流焊操作及维护保养规范回流焊是一种用于电子元器件焊接的工艺,通过控制焊接温度和时间,使焊接点充分熔化后迅速冷却,从而实现焊接效果。
为了确保回流焊工艺的稳定性和可靠性,需要合理操作并进行维护保养。
下面是回流焊操作及维护保养规范的具体内容。
1.熟悉设备操作人员需要了解回流焊设备的结构和原理,熟悉设备的各项功能和操作方法,以便能够正确操作设备。
2.确保安全操作人员需要佩戴防静电服和相关的防静电助手设备等,确保操作环境的安全,防止静电损坏元器件。
3.严格品质要求在存放元器件的过程中,需要确保环境干燥,避免元器件受潮或污染导致品质问题。
4.合理操作参数根据焊接对象和焊接需求,合理设置焊接温度和时间等参数,确保焊接质量。
5.合理放置元器件在回流焊设备上放置元器件时,需要保持元器件之间的适当距离,避免互相遮挡或影响焊接效果。
6.定期清洗设备由于焊接过程中会产生氧化物和焊渣等产物,必须定期清洗回流焊设备的通道和加热元件,确保设备运行正常。
1.定期检查回流焊设备定期检查回流焊设备的各个部件和连接处是否正常,包括传动装置、加热元件、电路连接等,确保设备的正常运行。
2.清洁设备定期清洁回流焊设备的内外表面,包括焊接室和操作面板等,避免灰尘和脏污积聚影响设备性能。
3.定期校准定期校准回流焊设备的温度和时间等参数,确保焊接质量和焊接效果。
4.安全操作遵守设备操作要求,使用合适的工具和设备操作回流焊设备,确保操作人员的安全。
5.保养加热元件定期检查和保养回流焊设备的加热元件,避免因加热元件老化或损坏导致焊接质量下降。
6.及时更换耗材根据设备说明书和实际情况,定期更换耗材,如过滤器、传动带、焊接嘴等,确保设备正常运行。
总结:回流焊操作及维护保养规范主要包括熟悉设备、确保安全、严格品质要求、合理操作参数、合理放置元器件、定期清洗设备等方面。
同时,还需注意定期检查回流焊设备、清洁设备、定期校准、安全操作、保养加热元件、及时更换耗材,以确保设备的正常运行和焊接效果的稳定性和可靠性。
回流焊操作规范范文回流焊是一种常用的表面贴装技术,它能够高效地焊接电子元器件到印刷电路板(PCB)上。
为了确保焊接质量和工作安全,下面将介绍回流焊操作规范。
1.装备和环境准备(1)确保所有焊接设备处于正常工作状态,检查炉温计、传送带、过渡装置等部件是否完好,对于有损坏的部件应进行及时修理或更换。
(2)确保焊接区域的环境整洁,无杂物和易燃物品。
(3)检查和确保所有的材料准备就绪,包括PCB板、焊锡膏、元器件等。
2.设置和校准(1)根据焊接工艺要求,设置炉温、传送速度等参数。
设置时应参考焊锡膏和元器件的生产规范。
(2)检查并校准炉温计和传送速度计,确保其准确度。
3.PCB板准备(1)预处理电路板,包括清洗和干燥,确保表面无油、污垢和氧化物。
(2)检查电路板是否有破损或变形,使用损坏的电路板会影响焊接质量。
4.焊锡膏和元器件安装(1)准确地量取和涂布适量的焊锡膏于电路板焊接区域,确保焊锡膏的均匀性和适量。
(2)精确地安装元器件到焊锡膏涂布的区域,避免偏移或覆盖其他元器件。
5.焊接流程(1)将装有焊锡膏和元器件的电路板置于传送带上,通过预热、焊接、冷却等过程进行焊接。
(2)监测焊接温度和传送速度,确保焊接质量的稳定和一致性。
(3)检查焊接区域是否有焊接不良,如虚焊、偏移、气泡等。
6.焊接后处理(1)焊接完成后,及时将板取下,避免过度焊接导致元器件损坏。
(2)对焊接不良的区域进行修理,如重新加焊、更换元器件等。
7.焊接质量检查(1)对焊接完成的电路板进行质量检查,包括外观缺陷、焊接点强度等。
(2)对焊接不良的电路板进行整改,如重新焊接、更换元器件等。
(3)记录并分析焊接不良原因,进行改进。
8.安全措施(1)在焊接区域周围设置警示标识,以提醒他人注意安全。
(2)使用防静电设备,避免静电损坏元器件。
(3)坚持穿戴防护用品,如手套、护目镜等,确保自身安全。
回流焊安全作业操作规程回流焊是一种常用的电子元器件焊接技术,也是现代电子制造行业不可或缺的工艺。
然而,在进行回流焊操作时,由于高温、易燃等因素的存在,操作人员需要严格遵守安全操作规程,以确保人身安全和设备安全。
以下是回流焊安全作业操作规程,详细介绍了工作环境准备、操作准备、操作流程、紧急情况处理以及设备维护等方面的内容。
第一章:工作环境准备1. 保持工作环境整洁:确保工作区域没有杂物和易燃物,保持通道畅通,以方便操作和逃生。
2. 检查通风设施:确保回流焊设备周围的通风设施正常运行,保证室内空气流通,减少有害气体和烟雾对操作人员的危害。
3. 检查消防设备:定期检查和维护消防器材,确保灭火器、消防栓等设备处于良好状态,操作人员熟悉使用方法。
第二章:操作准备1. 穿戴个人防护装备:在进行回流焊操作前,必须穿戴适当的个人防护装备,包括防护眼镜、防护手套、防护服等。
2. 检查设备状态:检查回流焊设备的电源、加热电池、传送带等部件是否正常工作,根据需要进行维护或更换。
3. 清理焊接区域:清理焊接区域内的废气管道、废料盒等,保持焊接区域整洁,减少意外发生的可能性。
第三章:操作流程1. 安全上电:在开机之前,确保所有操作人员站在设备的安全区域内,避免受到电击的风险。
2. 加热设备:按照回流焊设备的操作手册正确设置加热温度和时间,确保设备能够达到适宜的焊接温度。
3. 元器件贴装:将待焊接的元器件放置在回流焊设备的传送带上,确保元器件的位置准确、稳定,并避免误装或散装。
4. 焊接过程控制:在焊接过程中,操作人员要密切观察设备的运行状况,确保回流焊温度和时间的控制在合适的范围内。
5. 检查焊点质量:焊接完成后,操作人员需要检查焊点的质量,包括焊接强度、焊锡质量等,及时修复和更换不合格的焊点。
第四章:紧急情况处理1. 火灾应急:如果发生火灾,立即关闭回流焊设备的电源和加热电池,使用灭火器或其他消防器材进行灭火,保证人员和设备的安全。
深圳亮百佳电子科技有限公司
回流焊日常保养维护细则
一, 注意事项
1,机体必须可靠接地
2,专人负责操作
3,传动链条7天加一次高温润滑油
4,红灯亮时,停止操作
5,请勿将易燃,易爆的危险品靠近回流焊
6,请勿将手,身体伸入回流焊机内(机器工作时)
7,请勿将异物在网上传送
8,机器轴承加高温润滑油每月1次
9,液晶显示器有延时功能,因此,关闭计算机前要将显示器先关闭
二, 日常保养
1,检查风机轴套和传动是否松动和灵活
2,检查风机及传动马达是否有异响
3,检查进出气孔是否有异物堵住
4,检查传输网带是否太松
5,检查电箱电器是否有异响
6,检查传输部分是否松动及异响
开机前要检查机器的工作电压是否在安全范围或是否稳定,以保证机器各部件可正常工作,同时检查核对开机时与上一次关机时的各种设置参数是否一致,关机时不可让运输带停止与还处于高温时的机器内,以免运输带在高温下老化加快,最好让机体内温度降下后再停止运输带。
一般机器每天工作时,由于室内环境要求,每天上下班都要清洁机器外壳,以及出风口的残作物,以保证机器外观整洁和工作顺通。
7,润滑驱动滚链,每两个月用高温润滑油涂抹
8,当随动滚(在装置外)办法维持传动带的张紧度,张紧滑轨上要保持清洁无尘,或两滚平行性调整需要时,调整在随动带附近的顶丝。
9,马达长期在高温下运转,须每周不少于两次向其添加高温润滑油,以以保证其运转畅通。
10,机器内风扇运转时搅动机器内空气流动,同时,将机器内各种残作物粘在扇叶及电机上,要求及时清洗,以免造成短路或烧坏风扇。
11,机身及周边5S必须每天实施
生产部
2010-12-21。
教你正确的回流焊安全操作规程以及相关维护回流焊这一电子设备,相信大家应该都不陌生,那么它的操作规程你知道多少?它的相关维护你又知道多少?本文只要介绍的就是回流焊安全操作规程以及相关维护回流焊回流焊技术在电子制造领域并不陌生,我们电脑内使用的各种板卡上的元件都是通过这种工艺焊接到线路板上的,这种设备的内部有一个加热电路,将空气或氮气加热到足够高的温度后吹向已经贴好元件的线路板,让元件两侧的焊料融化后与主板粘结。
这种工艺的优势是温度易于控制,焊接过程中还能避免氧化,制造成本也更容易控制。
1、检查设备里面有杂物,做好清洁,确保安全后,开机、选择生产程序开启温度设置。
2、回流焊导轨宽度要根据PCB宽度进行调节,开启运风,网带运送,冷却风扇。
3、回流机温度控制有铅高(245±5)℃,铅产品锡炉温度控制在(255±5)℃,预热温度:80℃~110℃。
根据焊接生产工艺给出的参数严、格控制回流焊机电脑参数设置,每天按时记录回流焊机参数。
4、、按顺序先后开启温区开关,待温度升到设定温度时即可开始过、PCB、板,过板注意方向。
保证传送带的连续2块板间的距离不低于10mm。
5、将回流焊输送带宽度调节到相应位置,输送带的宽度及平整度与线路板相符,检查待加工材料批号及相关技术要求。
6、小型回流焊机不得时间过长、温度过高引起铜铂起泡现象;焊点必须圆滑光亮,线路板必须全部焊盘上锡;焊接不良的线路必须重过,二次重过须在冷却后进行7、要戴手套接取焊接PCB,只能接触PCB边沿,每小时抽检10个样品,检查不良状况,并记录数据。
生产过程中如发现参数不能满足生产的要求,不能自行调整参数,必须立即通知技术员处理。
8、测量温度:将传感器依次插到测试仪的接收插座中,打开测试仪电源开关,把测试仪置于回流焊内与旧PCB板起过回流焊,取出用计算机读取测试仪在过回流焊接过程中的记录的温度数据,即为该回流焊机的温度曲线的原始数据。
回流焊炉膛保养使用回流焊炉是电子制造业中常用的设备,用于焊接电子元件。
焊炉的膛是焊接的主要区域,因此对焊炉膛的保养和使用十分重要。
本文将介绍回流焊炉膛保养使用的相关内容。
一、保持膛内清洁回流焊炉膛内容易积累焊渣、锡渣等杂质,因此需要定期清洁。
清洁时应先关闭电源,等待焊炉冷却后再进行操作。
使用软刷或吹气枪等工具将膛内的杂质清理干净,特别是焊炉的角落和隐蔽部分,要仔细清理,确保膛内干净整洁。
二、定期检查焊炉膛为了确保焊炉膛正常工作,需要定期检查膛内的加热元件、传送带、温度传感器等部件的工作状态。
如发现有损坏或异常情况,应及时更换或修理。
同时,还要检查焊炉膛的密封性能,确保焊接过程中不会有气体泄漏。
三、控制焊接温度焊炉膛内的温度控制是焊接过程中的关键。
过高或过低的温度都会对焊接质量产生不良影响。
因此,在使用焊炉时,需要根据焊接工艺要求,合理设置焊接温度。
同时,还要注意膛内温度的均匀性,避免出现温度不均匀导致焊接不良的情况。
四、定期保养炉内传动部件焊炉膛内的传动部件如链条、齿轮等也需要定期保养。
使用时间长了,这些部件容易磨损,会影响焊炉的正常运行。
因此,需要定期检查这些部件的磨损情况,及时更换或修理。
同时,在更换部件时,要选择质量可靠的配件,确保焊炉的可靠性和稳定性。
五、注意安全使用在日常使用焊炉时,要注意安全。
首先要保持焊炉周围的环境整洁,防止杂物进入焊炉膛内。
其次,要确保焊炉的电源接地良好,避免电击等意外发生。
另外,操作焊炉时要戴好防护手套、护目镜等个人防护装备,避免烫伤或其他伤害。
六、培训操作人员焊炉的操作需要专业知识和技能,因此要确保操作人员具备相关的培训和资质。
培训内容包括焊炉的基本原理、操作流程、常见故障处理等。
只有经过培训的人员才能熟练操作焊炉,确保焊接质量和人员安全。
总结:回流焊炉膛的保养使用对于焊接质量和设备寿命具有重要影响。
通过保持膛内清洁、定期检查和维护、控制焊接温度、保养传动部件、注意安全使用和培训操作人员等措施,可以确保焊炉的正常运行和焊接质量。
为了规范回流焊的作业操作,正确的保养方式,既保证了回流焊性能良好,运行稳定,延长使用寿命,又能提高生产品质和效率。
链条转速调到2挡。
观察温度控制器的温度与监测的温度稳定一致,把一块贴好的PCB放入回流焊,待PCB焊接工艺效果完全OK后再批量操作,如有异常立即停止作业,通知相关操作维修人员进行维修调整。
焊接完成后关掉温度控制开关,按下OFF开关。
空机运行10~15分钟后关掉回流焊的总电源。
4. 维护保养
在机器附近设置灭火设备;
每次用完后擦拭清理;
每月将机器内部的污垢清理干净;
以毛刷不定期清除冷却风扇叶片不锈钢网上之灰法。
边接发热体的高温线定期检查,三个月左右一次;
大电流的接线端子要进行紧固;
回流焊维护保养要填写《回流焊维护保养记录表》
5. 注意事项
经常将机身、运输、冷却风机等马达壳清洁以利于散热及保温;。
回流焊安全作业操作规程范文1.规范目的回流焊是电子制造生产中常用的一种焊接方式,为了保障生产操作人员的安全,确保焊接过程的质量和效率,制定本规程。
2.安全操作原则2.1 严格按照生产操作手册要求进行操作,不得擅自更改或调整设备参数。
2.2 操作前需佩戴个人防护装备,包括耳塞、防护眼镜、手套等。
2.3 在操作过程中,不得将手伸入回流焊设备内部,并保持距离热源和运动部件。
2.4 禁止在回流焊设备附近放置易燃物品,保持设备周围的通道畅通。
3.安全操作规程3.1 设备操作3.1.1 在开始操作前,需先检查回流焊设备的电源线是否接地良好。
3.1.2 按照工艺要求预热设备,确保设备运行稳定,达到焊接要求的温度。
3.1.3 确认工作平台整洁,没有杂物和易燃物品,以及避免设备周围有电气设备等干扰。
3.2 物料使用3.2.1 使用符合质量要求的焊接材料和焊接药剂,确保焊接质量。
3.2.2 严禁使用过期或变质的焊接材料和焊接药剂。
3.2.3 在使用焊接材料和焊接药剂时,需佩戴手套,避免直接接触皮肤。
3.3 工艺操作3.3.1 在回流焊设备的操作界面上,选择符合产品要求的焊接程序。
3.3.2 根据工艺要求,合理调整回流焊设备的温度和运行速度,确保焊接效果。
3.3.3 在操作过程中,随时观察焊接过程,确保焊接的质量和工艺要求。
3.3.4 焊接完毕后,关闭设备电源,并等待设备冷却完全后方可清理。
3.4 事故处理3.4.1 如果出现设备故障或异常情况,应立即停止操作,并及时上报维修部门。
3.4.2 在设备故障期间,不得私自修理或调整设备。
3.4.3 遇到事故或紧急情况时,操作人员应迅速采取适当的应急措施,保护自己的安全。
4.安全培训和考核4.1 每位操作人员在上岗前,应接受回流焊设备的操作培训并掌握本规程。
4.2 定期进行回流焊安全操作考核,不合格者需重新培训。
4.3 每次培训和考核的记录均需保存备查,以备相关部门审查。
5.总结回流焊作为一种常见的电子焊接方式,在生产过程中起着重要的作用。
回流焊设备操作与维护手册1-------------回流焊第一章回流焊简介本书主要以HELLER 1800回流焊举例说明第二章回流焊基本结构针对初次阅读操作说明书或初次使用回流焊的人员,介绍回流焊的安全基本知识。
内容: 安全上的注意事项等。
第三章 : 回流焊的基本操作针对使用设备技术人员,介绍基本的操作键,机种转换等基本知识。
内容: 回流焊的操作键介绍,回流焊的温度曲线认识等第四章维护保养针对使用设备技术人员,介绍定期维护保养、简单问题处理等。
内容: 设备维护单元、维护保养期限、保养方法等。
12目录第1章回流焊简介 (3)1.1 回流焊概要 (3)1.2 回流焊工艺发展趋势 (4)第2章回流焊的基本结构 (6)2.1 BELT HEART加热控制部分 (6)2.2 FLUX过滤系统与冷却系统 (7)2.3 吹风系统 (7)2.4 操作系统 (8)2.5 轨道系统 (9)第3章回流焊的基本操作 (10)3.1 操作键的认识 (10)3.2 回流焊炉的进板 (11)3.3 回焊炉的温度曲线认识 (11)3.3.1、标准曲线的认识 (12)3.3.2、实际测量的炉温曲线认识 (14)3.4 HELLER回焊炉基本操作菜单介绍……………………………………………153.5 回焊炉的机种转换 (20)第4 章回流焊的维护与保养 (23)4.1 保养的目的 (23)4.2 保养的用品 (23)4.3 保养计划 (23)4(3(1日保养 (23)4(3(2月保养 (24)4. 3. 3季保养 (25)4(3(4年保养 (30)23第1章回流焊简介一、回流焊概要由于电子产品不断小型化的需要,出现了片状元件,传统的焊接方法已不能适应需要。
首先在混合集成电路组装中采用了回流焊工艺,组装焊接的组件多数为片状电容、片状电感,贴装型晶体管及二极管等。
随着SMT整个技术发展日趋完善,多种贴片组件(SMC)和贴装器件(SMD)的出现,作为贴装技术一部分的回流焊工艺技术及设备也得到相应的发展,其应用日趋广泛,几乎在所有电子产品领域都已得到应用,而回流焊技术,围绕着设备的改进也经历以展阶段。
Reflow oven standard operation and maintenance procedure
1.0目的
为了保证公司设备得到更好的维护和使用及加强设备使用寿命,特制定该程序。
2.0 适用范围
适用于上海思沛机电制品有限公司所有HELLER 回流焊设备。
3.0 职责
3.1工程部
3.1.1 负责设备文件制作、定期保养以及维修。
3.2 生产部
3.2.1 负责设备使用以及日常表面清洁,发生问题通知工程师。
4.0 定义
4.1 一级保养为日常保养由生产部完成
4.2 二级保养为每月由工程部指导设备保养
4.3 三级保养为年度保养由工程部和设备厂商参与保养.
5.0 参考文件
无
6.0 作业流程
无
7.0 作业描述
7.1 开机前检查
7.1.1 检查回流焊机的排风系统是否正常。
7.1.2 检查机体内温区是否有异物。
7.1.3 检查气压是否有正常(0.40~0.60Mps)。
7.2 开机
7.2.1 保证回焊炉两端紧急制"EMERGENCY STOP"为弹起状态,将红色主电源开关转为:"I";
7.2.2 计算机启动进入HELLER REFLOW SOFTWARE输入用户名和密码,按确定进入选择画面;
7.2.3 电脑显示三种模式,可选择编辑(Edit Mode)或操作(Operate Mode)或只有展示(Demo Only)按下OK后
进入选择程式画面.
7.2.4 当用鼠标选定所需的程式并按下"OK"后进入主画面,机器启动加热及运输系统;
7.3 关机
7.3.1 直选点击主画面上COOLDOWN图示;
7.3.2 待Heller oven的各加热区温度冷却到95度以下,点击主画面下"退出系统"图示;
Reflow oven standard operation and maintenance procedure
7.3.3 待电脑出现您可以安全关闭计算机画面后关闭主电源,红色主电源开关转到"O".
7.4 控制面板按键说明
7.4.1 E-STOP键,当炉子出现紧急情况时,按下E-STOP键以中断所有电源,
有电脑工作。
7.4.2 HODDKEY:用于炉子控制盖子的升降,Open打开,CLOSE关闭。
7.5 注意事项
7.5.1 回流焊是高温工作,操作时要注意安全;
7.5.2 确认各温区温度误差范围为+/-3度;
7.5.3 相临两片PCB REFLOW时须保持10CM以上距离;
7.5.3 出现锡膏未熔化,PCB烤黄等现象时要及时通知技术人员处理;
7.5.4 不准直接把PCB推入轨道,必须放于让PCB自动流入回炉温。
7.6 设备维护保养
7.6.1 每月按照设备计划保养二级/三级项目由工程部指导设备保养。
7.6.2 每日按照一级保养记录表由生产部保养。
8.0 记录
《日常保养记录表》
《二级/三级保养记录表》
Prepared By________________ Approved By_______________
Date ______________ Date ____________。