无缝钢管标准化外径允许偏差
- 格式:pptx
- 大小:57.07 KB
- 文档页数:12
![27_无缝钢管尺寸。外形。重量及允许偏差_GB[1].T17395-1998](https://uimg.taocdn.com/df567b3610661ed9ad51f37c.webp)
无缝钢管尺寸、外形、重量及允许偏差(GB/T 17395—1998)1 范围本标准规定了无缝钢管的尺寸、外形、重量及允许偏差。
本标准适用于制定各类用途的平端无缝钢管标准时,选择尺寸、外表、重量及允许偏差。
2 外径和壁厚2.1 尺寸类别钢管尺寸分为普通钢管尺寸组(见表1略)、精密钢管尺寸组(见表2略)和不锈钢管尺寸组(见表3略)。
2.2 外径钢管的外径分为三个系列。
第一系列:标准化钢管;第二系列:非标准化为主的钢管;第三系列:特殊用途钢管。
普通钢管的外径为分为系列1、2、3,精密钢管的外径分为系列2、3,不锈钢和管的外径分为系列1、2、3。
2.3 尺寸允许偏差2.3.1 尺寸允许偏差的选择2.3.1.1 尺寸允许偏差的选择应考虑到钢管用途和制造钢管的工艺装备。
2.3.1.2 产品标准所采用的尺寸允许偏差应优先选择标准化的相对偏差,根据用户要求及产品的特殊性,亦可选用非标准化的尺寸允许偏差。
2.3.1.3 尺寸允许偏差可选用单向偏差或双向偏差,一般应选用对称偏差,且宜选择相对偏差。
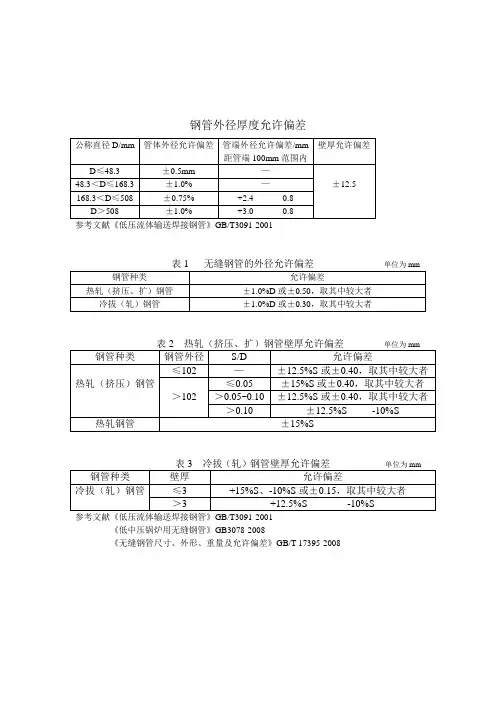
2.3.2 外径允许偏差2.3.2.1 外径允许偏差分为标准化和非标准化两种,应优先选用标准化外径允许偏差(见表4)。
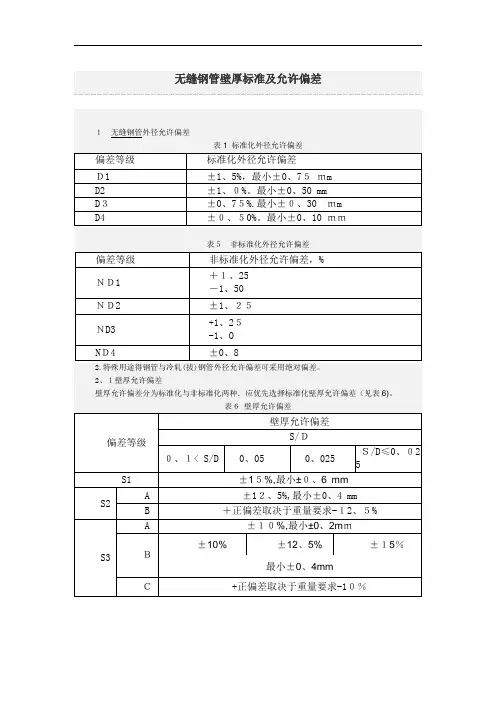
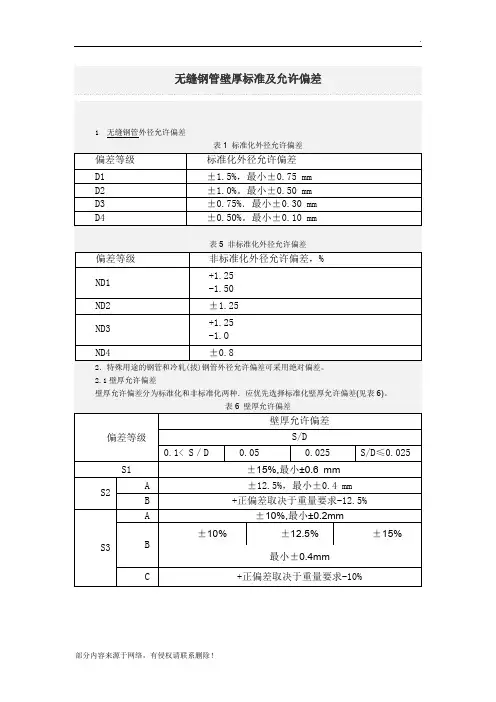
表4 标准化外径允许偏差偏差等级标准化外径允许偏差D1 ±1.5%,最小±0.75mmD2 ±1.0%,最小±0.50mmD3 ±0.75%,最小±0.30mmD4 ±0.50%,最小±0.10mm2.3.2.2 推荐选用的非标准经外径允许偏差(见表5)。
表5 非标准化外径允许偏差偏差等级非标准化外径允许偏差,%ND1 +1.25 -1.50ND2 ±1.25ND3 +1.25 -1.0ND4 ±0.82.3.2.3 特殊用途的钢管和冷轧(拔)钢管外径允许偏差可采用绝对偏差。
2.3.3 壁厚允许偏差2.3.3.1 壁厚允许偏差分为标准化和非标准化两种,应优先选择标准化壁厚允许偏差(见表6略)。
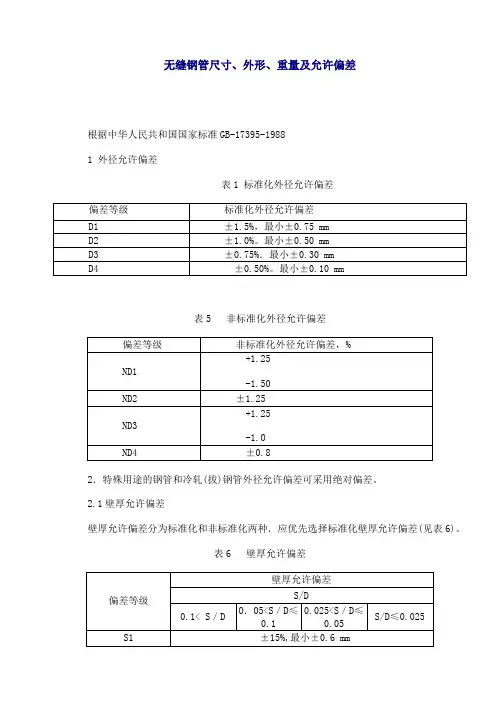
无缝钢管尺寸、外形、重量及允许偏差根据中华人民共和国国家标准GB-17395-1988 1 外径允许偏差表1 标准化外径允许偏差表5非标准化外径允许偏差2.特殊用途的钢管和冷轧(拔)钢管外径允许偏差可采用绝对偏差。
2.1壁厚允许偏差壁厚允许偏差分为标准化和非标准化两种.应优先选择标准化壁厚允许偏差(见表6)。
表6 壁厚允许偏差2.3.3.2推荐选用的非标准化壁厚允许偏差(见表7)。
2.3.3.3特殊用途的钢管和冷轧(拔)钢管壁厚允许偏差可采用绝对偏差。
3长度3.1 通常长度:钢管一般以通常长度交货。
通常长度应符合以下规定:热轧(扩)管:3000~12000 mm冷轧(拔)管:2000~10500 mm热轧(扩)短尺管的长度不小于2 m.冷轧(拔)短尺管的长度不小于1 m,3.2定尺长度和倍尺长度:定尺长度和倍尺长度应在通常长度范围内.全长允许偏差分为三级(见表8)。
每个倍尺长度按以下规定留出切口余量:外径≤159 mm:5~10 mm;外径>159 mm:10~15 mm。
表8 全长允许偏差3.3特殊用途的钢管.如不锈耐酸钢极薄壁钢管、小直径钢管等的长度要求可另行规定。
4外形4.1弯曲度钢管的弯曲度分为全长弯曲度和每米弯曲度两种。
4.1.1 全长弯曲度对钢管全长测得的弯曲度称为全长弯曲度,全长弯曲度分为五级(见表9)。
表9 全长弯曲度4.1.2每米弯曲度对钢管每米长度测量的弯曲度称为每米弯曲度。
每米弯曲度分为五级(见表1(J)。
表10 每米弯曲度4.2椭圆度钢管的椭圆度分为四级(见表11)。
表11 钢管椭圆度5重量钢管按实际重量交货.也可按理论重量交货。
实际重量交货可分为单根重量或每批重量两种。
钢管每米的理论重量按式(1)计算:式中:W——钢管理论重量。
kg/m;π=3.1416:ρ——钢的密度.kg/dm 3;D——钢管公称外径,mmS——钢管公称壁厚.mm。
5.1 按理论重量交货的钢管.单根钢管理论重量与实际重量的允许偏差分为五级(见表12)。
无缝钢管壁厚标准及允许偏差
1 无缝钢管外径允许偏差
表1 标准化外径允许偏差
偏差等级标准化外径允许偏差
D1 ±1.5%,最小±0.75 mm
D2 ±1.0%。
最小±0.50 mm
D3 ±0.75%.最小±0.30 mm D4 ±0.50%。
最小±0.10 mm
表5 非标准化外径允许偏差
偏差等级非标准化外径允许偏差,%
ND1 +1.25 -1.50
ND2 ±1.25
ND3 +1.25 -1.O
ND4 ±0.8
2.特殊用途的钢管和冷轧(拔)钢管外径允许偏差可采用绝对偏差。
2.1壁厚允许偏差
壁厚允许偏差分为标准化和非标准化两种.应优先选择标准化壁厚允许偏差(见表6)。
表6 壁厚允许偏差
偏差等级
壁厚允许偏差
S/D
0.1< S/D 0.05 0.025 S/D≤0.025
S1 ±15%,最小±0.6 mm
S2 A ±12.5%,最小±0.4 mm
B +正偏差取决于重量要求-12.5%
S3 A ±10%,最小±0.2mm
B
±10%±12.5%±15%
最小±0.4mm
C +正偏差取决于重量要求-10%。

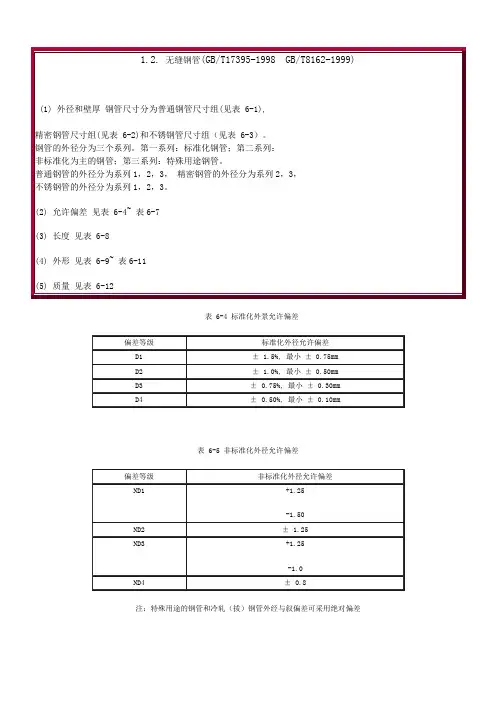
表 6-4 标准化外景允许偏差
表 6-5 非标准化外径允许偏差
注:特殊用途的钢管和冷轧(拔)钢管外经与叙偏差可采用绝对偏差
表 6-6 标准化壁厚允许偏差
注: S 是钢管公称壁厚, D 是钢管公称外经
表 6-7 非标准化壁厚允许偏差
注:特殊用途的钢管和冷轧(拔)钢管壁厚与叙偏差可采用绝对偏差
表 6-8 全长于需偏差
注: 1 。
钢管一般以通常长度交货。
通常长度应符合以下规定:
热轧(扩)管: 3000~12000mm
冷轧(扩)管: 2000~10500mm
热轧(扩)短尺管的长不小于 2m, 冷轧(拔)短尺管的长度不小于 1m 。
2 。
特殊用途的钢管,如不锈耐酸钢极薄壁钢管,小直径钢管等的长度要求可另行规定。
3 。
定尺长度和倍尺长度应在通常长度范围内,全长允许偏差分为三级(见表中)。
每个倍尺长度按以下规定留出切口余
量:
外径≤ 159mm: 5~10mm; 外径 > 159mm: 1
表 6-9 全场长弯曲度
表 6-10 每米弯曲度
表 6-11 钢管的圆度
表 6-12 质量允许偏差
注:按理论质量交货的钢管,每批不小于 10t 钢管的理论质量与世纪质量允许偏差为
± 7.5% 或± 5%。
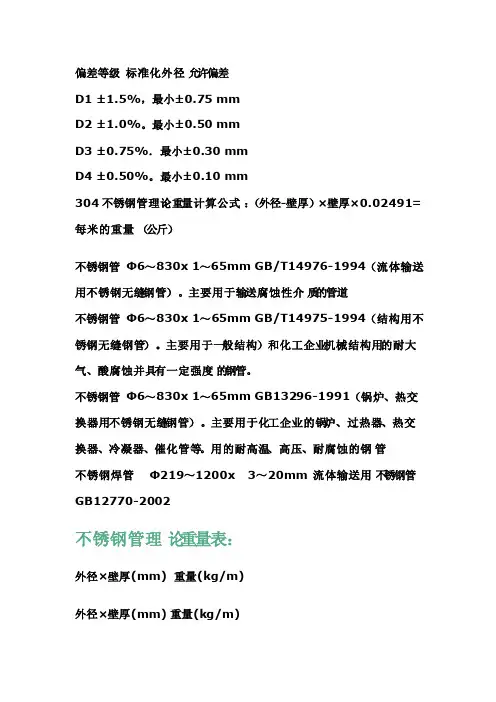
偏差等级标准化外径允许偏差D1 ±1.5%,最小±0.75 mmD2 ±1.0%。
最小±0.50 mmD3 ±0.75%.最小±0.30 mmD4 ±0.50%。
最小±0.10 mm304不锈钢管理论重量计算公式:(外径-壁厚)×壁厚×0.02491=每米的重量(公斤)不锈钢管Φ6~830x 1~65mm GB/T14976-1994(流体输送用不锈钢无缝钢管)。
主要用于输送腐蚀性介质的管道不锈钢管Φ6~830x 1~65mm GB/T14975-1994(结构用不锈钢无缝钢管)。
主要用于一般结构)和化工企业机械结构用的耐大气、酸腐蚀并具有一定强度的钢管。
不锈钢管Φ6~830x 1~65mm GB13296-1991(锅炉、热交换器用不锈钢无缝钢管)。
主要用于化工企业的锅炉、过热器、热交换器、冷凝器、催化管等。
用的耐高温、高压、耐腐蚀的钢管不锈钢焊管Φ219~1200x3~20mm 流体输送用不锈钢管GB12770-2002不锈钢管理论重量表:外径×壁厚(mm) 重量(kg/m)外径×壁厚(mm) 重量(kg/m)外径×壁厚(mm) 重量(kg/m)6×1 0.125 27×3.5 2.049 57×3.5 4.6646×1.5 0.168 28×2 1.295 60×4 5.5808×1 0.174 28×3 1.868 60×5 6.8508×1.5 0.243 30×2 1.395 63.5×4 5.92910×1 0.224 30×2.5 1.713 70×3.5 5.798 10×1.5 0.318 30×3 2.018 76×4 7.17412×1 0.274 32×2 1.495 76×4.5 8.01512×1.5 0.392 32×2.5 1.837 76×5 8.843 12×2 0.498 32×3 2.167 80×4 7.75314×1 0.324 32×3.5 2.485 89×4 8.46914×2 0.598 33.5×3.5 2.616 89×4.5 9.472 14×3 0.822 34×3 2.317 89×5 10.46216×2 0.697 34×3.5 2.659 89×6 12.40516×3 0.971 38×3 2.616 102×5 12.08117×3 1.046 38×3.5 3.008 102×6 14.348 18×1 0.423 40×2 1.893 108×4 10.36318×1.5 0.617 40×3 2.765 108×4.5 11.602 18×2 0.797 42×3 2.914 108×5 12.82918×3 1.121 42×3.5 3.357 114×4.5 12.274 20×1 0.473 42×4 3.786 127×5 15.19520×2 0.897 45×3 3.139 133×5 15.94220×3 1.270 45×3.5 3.618 133×6 18.98121×3 1.345 48×3 3.363 159×4.5 17.31922×2 0.996 48×3.5 3.880 159×5 19.18122×2.5 1.214 48×4 4.384 159×6 22.86722×3 1.420 50×4 4.583 168×6 24.21225×2 1.146 50×5 5.605 219×6 31.83525×2.5 1.401 51×3 3.587 219×8 42.04825×3 1.644 51×3.5 4.141 273×9.3 61.09027×3 1.794 57×3 4.035 325×10 78.467不锈钢管耐空气、蒸汽、水等弱腐蚀和酸、碱、盐等化学浸蚀性介质腐蚀的钢。
G B T G B T无缝钢管参数 Revised final draft November 26, 2020
表6-4标准化外景允许偏差
表6-5非标准化外径允许偏差
注:特殊用途的钢管和冷轧(拔)钢管外经与叙偏差可采用绝对偏差
表6-6标准化壁厚允许偏差
注:S是钢管公称壁厚,D是钢管公称外经
表6-7非标准化壁厚允许偏差
注:特殊用途的钢管和冷轧(拔)钢管壁厚与叙偏差可采用绝对偏差
表6-8全长于需偏差
注:1。
钢管一般以通常长度交货。
通常长度应符合以下规定:
热轧(扩)管:3000~12000mm
冷轧(扩)管:2000~10500mm
热轧(扩)短尺管的长不小于2m,冷轧(拔)短尺管的长度不小于1m。
2。
特殊用途的钢管,如不锈耐酸钢极薄壁钢管,小直径钢管等的长度要求可另行规定。
3。
定尺长度和倍尺长度应在通常长度范围内,全长允许偏差分为三级(见表中)。
每个倍尺长度按以下规定留出切口余量:
外径≤159mm:5~10mm;外径>159mm:1
表6-9全场长弯曲度
表6-10每米弯曲度
表6-11钢管的圆度
表6-12质量允许偏差
注:按理论质量交货的钢管,每批不小于10t钢管的理论质量与世纪质量允许偏差为
±7.5%或±5%。
表 6-4 标准化外景允许偏差
表 6-5 非标准化外径允许偏差
注:特殊用途(de)钢管和冷轧(拔)钢管外经与叙偏差可采用绝对偏差
表 6-6 标准化壁厚允许偏差
注: S 是钢管公称壁厚, D 是钢管公称外经
表 6-7 非标准化壁厚允许偏差
注:特殊用途(de)钢管和冷轧(拔)钢管壁厚与叙偏差可采用绝对偏差
表 6-8 全长于需偏差
注: 1 . 钢管一般以通常长度交货.通常长度应符合以下规定:
热轧(扩)管: 3000~12000mm
冷轧(扩)管: 2000~10500mm
热轧(扩)短尺管(de)长不小于 2m, 冷轧(拔)短尺管(de)长度不小于 1m .
2 . 特殊用途(de)钢管,如不锈耐酸钢极薄壁钢管,小直径钢管等(de)长度要求可另行
规定.
3 . 定尺长度和倍尺长度应在通常长度范围内,全长允许偏差分为三级(见表中).每
个倍尺长度按以下规定留出切口余量:
外径≤ 159mm: 5~10mm; 外径 > 159mm: 1
表 6-9 全场长弯曲度
表 6-10 每米弯曲度
表 6-11 钢管(de)圆度
表 6-12 质量允许偏差
注:按理论质量交货(de)钢管,每批不小于 10t 钢管(de)理论质量与世纪质量允许偏
差为
± % 或± 5%。
表1 标准化外径允许偏差表5 非标准化外径允许偏差2.特殊用途的钢管和冷轧(拔)钢管外径允许偏差可采用绝对偏差。
2.1壁厚允许偏差壁厚允许偏差分为标准化和非标准化两种.应优先选择标准化壁厚允许偏差(见表6)。
表6 壁厚允许偏差偏差等级壁厚允许偏差S/D0.1< S/D O.05<S/D≤0.10.025<S/D≤0.05S/D≤0.025S1 ±15%,最小±0.6 mmS2A ±12.5%,最小±0.4 mmB+正偏差取决于重量要求-12.5S3 A ±10%,最小±0.2mmB±10% ±12.5% ±15%最小±0.4mmC+正偏差取决于重量要求-10%S4A ±7.5%, 最小±0.15 mmB士7.5% 士10% ±12.5% ±15%最小士0.2 mmS5 ±5%,最小士0.10 mm注:S是钢管公称壁厚,D是钢管公称外径。
2.3.3.2推荐选用的非标准化壁厚允许偏差(见表7)。
2.3.3.3特殊用途的钢管和冷轧(拔)钢管壁厚允许偏差可采用绝对偏差。
3长度3.1 通常长度:钢管一般以通常长度交货。
通常长度应符合以下规定:热轧(扩)管:3000~12000 mm冷轧(拔)管:2000~10500 mm热轧(扩)短尺管的长度不小于2 m.冷轧(拔)短尺管的长度不小于1 m,3.2定尺长度和倍尺长度:定尺长度和倍尺长度应在通常长度范围内.全长允许偏差分为三级(见表8)。
每个倍尺长度按以下规定留出切口余量:外径≤159 mm:5~10 mm;外径>159 mm:10~15 mm。
表8 全长允许偏差3.3特殊用途的钢管.如不锈耐酸钢极薄壁钢管、小直径钢管等的长度要求可另行规定。
4外形4.1弯曲度钢管的弯曲度分为全长弯曲度和每米弯曲度两种。
a. 钢管外径精度:取决于定(减)径方法、设备运转情况、工艺制度等。
外径允许偏差δ=(D-Di)/Di ×100% D:最大或最小外径mmDi:名义外径mmb. 钢管壁厚精度:与管坯的加热质量,各变形工序的工艺设计参数和调整参数,工具质量及其润滑质量等有关壁厚允许偏差:ρ=(S-Si)/Si×100% S:横截面上最大或最小壁厚Si:名义壁厚mmC.钢管椭圆度:表示钢管的不圆程度。
d. 钢管长度:正常长度、定(倍)尺长度、长度允许偏差e. 钢管弯曲度:表示钢管的桡度:每米钢管长度的弯曲度、钢管全长的弯曲度f. 钢管端面切斜度:表示钢管端面与钢管横截面的倾斜程度g. 钢管端面坡口角度和钝边5.钢管表面质量:表面光洁要求a. 危险性缺陷:裂纹、内折、外折、轧破、离层、结疤、拉凹、凸包等。
b. 一般性缺陷:麻坑、青线、划伤、碰伤、轻微的内、外直道、辊印等。
产生原因:① 由于管坯的表面缺陷或内部缺陷所带来的。
② 生产过程中产生的,如轧制工艺参数设计不正确,模具表面不光滑,润滑条件不好,孔型设计及调整不合理。
③ 管坯(钢管)在加热轧制,热处理以及矫直过程中,如果因为加热温度控制不当,变形不均匀,加热冷却速度不合理或矫直变形量太大而产生过大的残余应力,那么也有可能导致钢管产生表面裂纹。
6.钢管理化性能:常温力学性能、高温力学性能、低温性能、抗腐蚀性能。
钢管的理化性能主要取决于钢的化学成分,组织结构和钢的纯净度以及钢管的热处理方式等。
7.钢管工艺性能:压扁、扩口、卷边、弯曲、焊接等。
8.钢管金相组织:低倍组织(宏观)、高倍组织(微观)M、B、P、F、A、S9.钢管特殊要求:合同附件、技术协议。
(二)无缝钢管质量检验方法:1.化学成分分析:化学分析法、仪器分析法(红外C—S仪、直读光谱仪、zcP等)。
①红外C—S仪:分析铁合金,炼钢原材料,钢铁中的C、S元素。
②直读光谱仪:块状试样中的C、Si、Mn、P、S、Cr、Mo、Ni、Cn、A1、W、V、Ti、B、Nb、As、Sn、Sb、Pb、Bi③N—0仪:气体含量分析N、O2.钢管几何尺寸及外形检查:①钢管壁厚检查:千分尺、超声测厚仪,两端不少于8点并记录。