数控外圆磨床点检表
- 格式:doc
- 大小:208.50 KB
- 文档页数:17
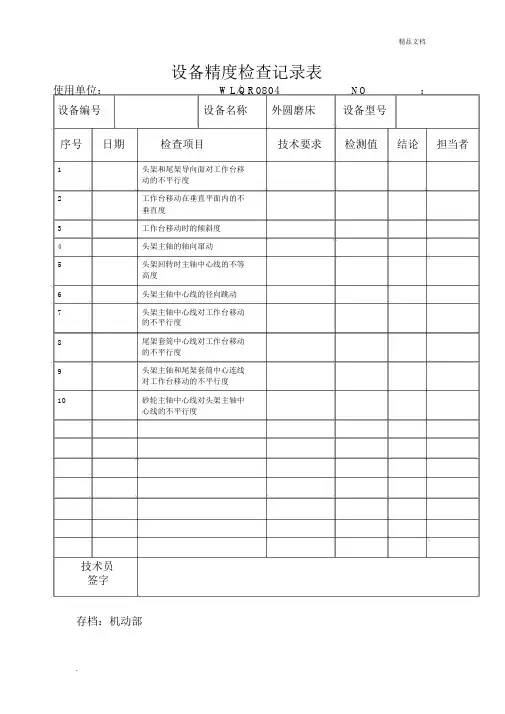
设备精度检查记录表
使用单位:WL/QR0804 NO :
设备编号设备名称外圆磨床设备型号
序号日期检查项目技术要求检测值结论担当者1 头架和尾架导向面对工作台移
动的不平行度
2 工作台移动在垂直平面内的不
垂直度
3 工作台移动时的倾斜度
4 头架主轴的轴向窜动
5 头架回转时主轴中心线的不等
高度
6 头架主轴中心线的径向跳动
7 头架主轴中心线对工作台移动
的不平行度
8 尾架套筒中心线对工作台移动
的不平行度
9 头架主轴和尾架套筒中心连线
对工作台移动的不平行度
10 砂轮主轴中心线对头架主轴中
心线的不平行度
技术员
签字
存档:机动部
设备精度检查记录表
使用单位:WL/QR0804 NO :
设备编号设备名称平面磨床设备型号
序号日期检查项目技术要求检测值结论担当者
1 工作台面的不平行度
2 工作台移动时的倾斜
3 工作台面对工作台纵移的不平
行度
4 磨头横向移动对工作台面的不
平行度
5 砂轮轴的轴窜
6 砂轮轴定心锥面的跳动
7 磨头横向移动对工作台纵向移
动的不垂直度
8 砂轮轴中心线对工作台纵移不
垂直度
技术员
签字
存档:机动部。
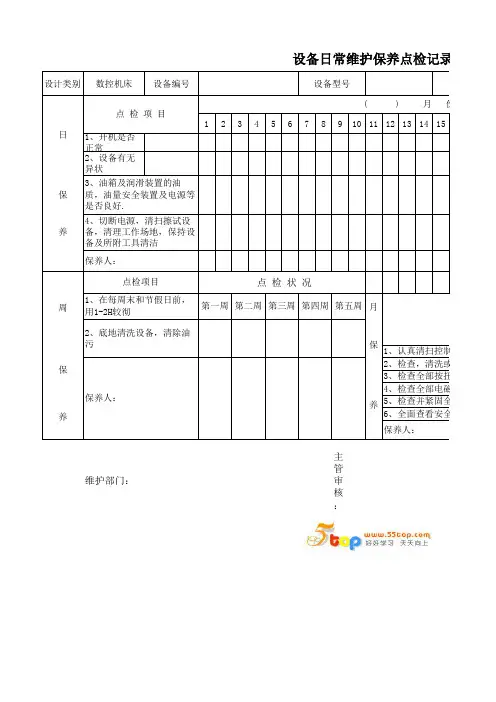
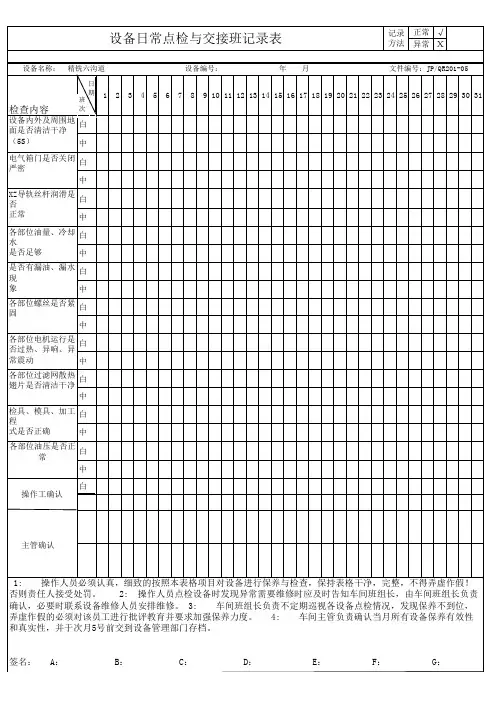
设计类别数控机床设备编号1234567891011121314151、开机是否正常
2、设备有无异状
月维护部门:主管审核:
点 检 项 目
3、油箱及润滑装置的油质,油量安全装置及电源等
是否良好.
4、切断电源,清扫擦试设
备,清理工作场地,保持设
备及所附工具清洁
保养2、底地清洗设备,清除油
污
保养人:
5、检查并紧固全部日保养周保
养6、全面查看安全防
保养人:
1、认真清扫控制柜
2、检查,清洗或更
3、检查全部按扭和
4、检查全部电磁铁( ) 月 份
保养人:
点检项目
点 检 状 况1、在每周末和节假日前,
用1-2H较彻
第一周第二周第三周第四周第五周设备日常维护保养点检记录表
设备型号产
16171819202122232425262728293031表格编号:点 检 状 况
点 检 项 目固全部电缆接头并杳看有无腐蚀,破损。
安全防护设施是否完整牢固。
控制柜台内部是否清洁
洗或更换通风系统的空气滤清器是否良好。
按扭和指示灯是否正常。
电磁铁和限位开关是否正常。
份 点 检 状 况
记录表
产地
购买日期。
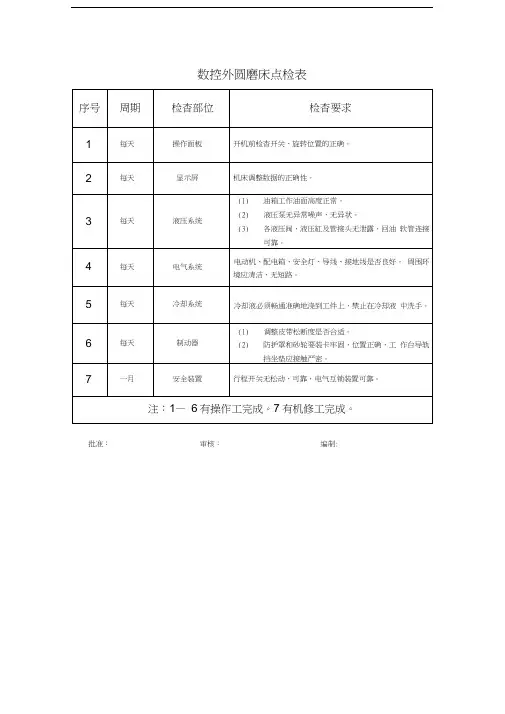
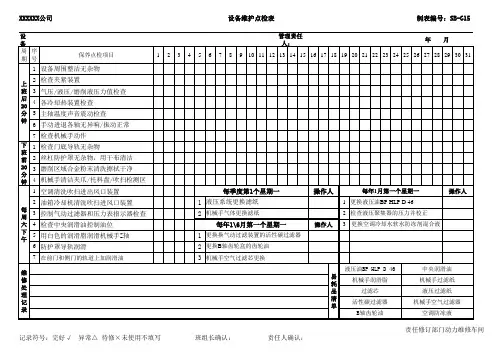
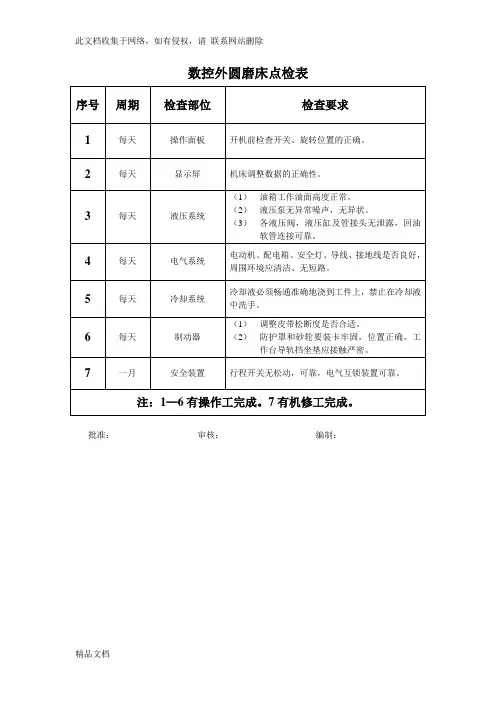
数控外圆磨床点检表批准:审核:编制:ANL —52台湾数控车床点检表CY —K500数控车床点检表VDL600A 加工中心维护点检表YKW2950数控拉齿机点检表批准:审核:编制:批准: 审核: 编制:格514研齿机点检表批准:审核:编制:加工中心点检表批准: 审核: 编制:摩擦压力机点检表批准: 审核: 编制:普通设备日常点检、保养内容1、操作人员上班前,检查各手柄位置,机床各部件是否在正确位置,启动后机床低速运行10 分钟。
2、检查安全保护,防护装置是否齐全可靠。
3、检查气压、液压、润滑压力是否符合要求。
4、检查各润滑点油路是否畅通,并检查液压油位、润滑油位。
5、检查线路、管道、油路有无漏水、漏气、漏电、漏油。
6、下班前15 分钟擦拭设备,保持外表清洁,无黄袍、油污。
每班次摩擦面、滑动面加油3—5 次。
7、设备的本体,严禁拆卸、敲打、碰击,堆放产品杂物。
8、班后关闭设备电源,清理切削,打扫现场。
编制:审核:设备管理处试车台日常点检表批准: 审核: 编制:涂装线日常点检、保养内容1、各部件需经常保持清洁、定期打扫、擦拭。
2、每周检查减速器油标一次,传动装置履带链及拨爪抹上黄油。
3、减速机每6 个月到一年换油一次。
4、定期检查链条和滚轮的磨损情况,发现有损坏痕迹及时更换。
并经常检查链条、滚轮的铆接处是否有脱开现象。
如发现及时处理。
5、滚轮为整体轴承轮,如发现轴承内油少或脏的情况,要重新清洗、上油。
6、经常检查轨道有无松动错口现象,要及时调整,紧固螺栓。
7、要及时调整张紧装置弹簧,保证链条运行平衡。
8、定期检查张紧装置伸缩轨伸长是否已达极限。
因链条伸长,造成张紧装置伸缩轨已接近极限位置时,以适当摘除数节链条,以保证链条的张紧和运行的平衡。
编制:审核:设备管理处中频透热炉日常点检、保养内容1、加热设备的通电、停电应由专人进行。
2、开动以前检查水压是否正常。
3、电气箱各个元器件内的水流动是否畅通。
4、检查各连接管是否松动,有无滴漏。
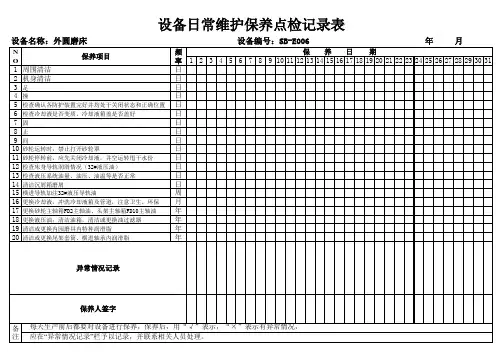
磨床日常点检表
磨床日常点检记录表
文件编号:
设备编号:
设备名称:
设备型号:
年月班次:序号
检查内容
开机前:
1.检查各部位润滑油脂是否充足,油池中的油是否充足。
2.检查砂轮是否有裂纹或缺口等缺陷。
3.检查急停旋钮是否处于关闭位置,以免开机时碰撞。
4.确认各防护装置完好并处于关闭状态和正确位置。
5.开动油泵前,手动确认行程内无碰撞,确认工件安装牢固。
开机后:
6.检查工作台往复运动平稳,换向无冲击。
7.检查油、水等有无泄漏。
8.检查机床运转时有无不正常的尖叫声和冲击声。
9.检查液压系统油量、油压、油温等是否正常。
下班前:
10.清扫擦拭设备。
每周:
11.清理切削液箱,更换切削液(变脏变味时)。
备注:若设备无相应项,则该项无需填写符号,略过点检下一项。
当日班次无人使用时,将该日期划去,并标注原因,如休息、年假、故障或其他原因。
除封存设备外,均需填写点检记录表。
设备有问题或其他情况需要说明时,在备注处填写,如时间,内容等。
数控外圆磨床点检表批准:审核:编制:ANL—52台湾数控车床点检表批准:审核:编制:CY—K500数控车床点检表批准:审核:编制:VDL600A加工中心维护点检表批准:审核:编制:YKW2950数控拉齿机点检表批准:审核:YX—T138专机点检表批准:审核:编制:YX—T139专机点检表批准:审核:编制:格514研齿机点检表批准:审核:编制:加工中心点检表批准:审核:编制:摩擦压力机点检表批准:审核:编制:普通设备日常点检、保养内容1、操作人员上班前,检查各手柄位置,机床各部件是否在正确位置,启动后机床低速运行10分钟。
2、检查安全保护,防护装置是否齐全可靠。
3、检查气压、液压、润滑压力是否符合要求。
4、检查各润滑点油路是否畅通,并检查液压油位、润滑油位。
5、检查线路、管道、油路有无漏水、漏气、漏电、漏油。
6、下班前15分钟擦拭设备,保持外表清洁,无黄袍、油污。
每班次摩擦面、滑动面加油3—5次。
7、设备的本体,严禁拆卸、敲打、碰击,堆放产品杂物。
8、班后关闭设备电源,清理切削,打扫现场。
编制:审核:设备管理处试车台日常点检表批准:审核:编制:涂装线日常点检、保养内容1、各部件需经常保持清洁、定期打扫、擦拭。
2、每周检查减速器油标一次,传动装置履带链及拨爪抹上黄油。
3、减速机每6个月到一年换油一次。
4、定期检查链条和滚轮的磨损情况,发现有损坏痕迹及时更换。
并经常检查链条、滚轮的铆接处是否有脱开现象。
如发现及时处理。
5、滚轮为整体轴承轮,如发现轴承内油少或脏的情况,要重新清洗、上油。
6、经常检查轨道有无松动错口现象,要及时调整,紧固螺栓。
7、要及时调整张紧装置弹簧,保证链条运行平衡。
8、定期检查张紧装置伸缩轨伸长是否已达极限。
因链条伸长,造成张紧装置伸缩轨已接近极限位置时,以适当摘除数节链条,以保证链条的张紧和运行的平衡。
编制:审核:设备管理处中频透热炉日常点检、保养内容1、加热设备的通电、停电应由专人进行。

M1432B外圆磨床维护保养检查表(ISO9001-2015)保养名称:一级保养机床编号:出厂编号:日期:# 部件内容要求保养情况责任人1 砂轮轴检查砂轮轴清洁、无毛刺2 工作台检查工作台移动平稳,清洁、无毛刺5 润滑及冷却系统(1)检查、清洗过滤器、分油器、油箱及各润滑点油路畅通、无泄漏(2)传动丝杆加注润滑油润滑充足(3)工作台表面涂抹润滑油防锈润滑充足(4)防护罩表面涂抹润滑油防锈润滑充足(5)清洗冷却液箱,必要时更换冷却液清洁,符合要求6 床身及外表(1)擦洗机床表面及死角、电机外表漆见本色、铁见光(2)清除滑动面毛刺光滑(3)清洗过滤装置和防尘罩清洁(4)检查紧固装置、安全装置可靠、安全7 电器控制系统(1)清理电气控制箱内各电器元件、线路上的积灰和杂物清洁(2)紧固各电气器件,拧紧各接线端子牢固、无松动(3) 检查各级保险器件容量符合要求(4) 检查机床接地状况牢固,符合要求保养名称:二级保养机床编号:出厂编号:日期:# 部位内容要求保养情况责任人1 砂轮轴检查砂轮轴表面,调整间隙光滑,间隙符合要求2 进给传动系统(1)检修、清洗各进给方向传动机构清洁无污,传动正常(2)检修、清洗导轨清洁无污,无毛刺3 液压系统(1)检查各液压阀件动作灵活可靠(2)校验压力表合格(由品质部门进行)(3)清洗、检修液压缸清洁、无泄漏(4)检修油路、密封件畅通、无泄漏,必要时更换(5)检查油质符合要求,必要时更换(6)清洗油箱、滤油器、油标清洁无污,标识清晰4 润滑及冷却系统(1)检修主轴润滑冷却系统工作可靠(2)检修各阀件动作灵活、工作可靠(3)检修油路各器件清洁、完整、畅通(4)检查油质、油量不变质,符合要求(5)检查、调整油压符合要求5 强电控制系统(1)检修各接触器(继电器)接触良好、动作可靠(2) 检查电机绕组和接线端子的绝缘状况清洁无污,引出线无老化,绝缘符合要求(3)检修各电磁阀、压力开关等装置清洁、动作可靠(4)检修各限位开关位置适当,动作可靠(5) 检查机床接地状况牢固,符合要求6 整机及外观(1)检查各铭牌、标识清晰、齐全(2)检修各安全装置、紧固装置、联结装置可靠、牢固(3)检查基础和地脚螺栓可靠、牢固(4)清理机床四周环境,附件、零件摆放整齐符合规定(5)试车,检验各功能运转正常。
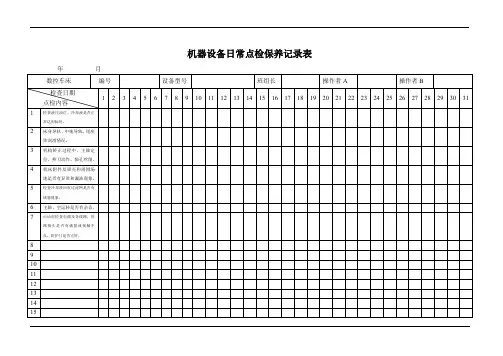
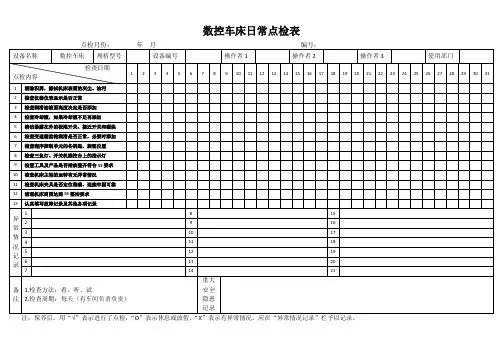
年资产编号
设备名称型号规格月
点检项目周期12345678910111213141516171819202122232425262728293031
第1项次/班第2项次/班第3项次/班第4项次/班第5项次/班第6项次/班第7项次/班第8项次/班
操作者(签字)电工钳工
观察主轴油窗及机
床外观将检点情况按符号划入格内完好:“∨”待修:“×”修好:“ ”休息:“-”
转动砂轮观察有无损伤、裂纹;打开
照明第8项--按润滑基准书检查、润滑设备
第7项--点动起动主轴,听设备无异常声音
第6项--行走工作台、砂轮架无是否有异常第5项--设备线路完整、连接处无松动,接地良好,无安全隐患、冷却水位正常
第3项--各滑动面无明显伤痕,无漏油漏水
按照普通磨床润滑基准书检查油位及
添加油品
开机点动主轴按钮,听声音开机手动往返工作台及砂轮架,听声
音点检顺序(第1项→第8项)
第2项--检查主轴油箱油窗液位在范围内,防护装置
完整
第1项--检查砂轮无损伤,无裂纹,照明灯好用
观察电线连接点、接地线及冷却水箱观察导轨面及机床
周围第4项--各操作手柄是否齐全、灵活,是否在正确位置
观察手柄刻度线及
按钮盒1332
点检项目及标准
责任钳工
点检符号
点检方法
班长责任电工设备点检项目内容
设备点检记录表
班
分厂外圆磨床12
3
4
5
6
7
8
编制: 审核: 会签: 批准:。
数控车床维护保养点检记录表
好好学习社区
设备维护保养点检记录表
设备名称型号出厂编号购置日期自编号检查、维护记录
数控车床 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 操作工负责设备点检工作:
检查刀具伸出刀塔距离是否小于38mm 装刀时
检查各润滑点加油情况,检查冷却液是否足够开机前
检查主轴箱油量,不足添加8小时
检查集中润滑油泵油量,并压手柄注油8小时
用油枪对尾座、丝杆副、刀架弹子油杯加30#机油润滑8小时
经过T型螺母旁油孔给卡盘加注润滑脂8小时
清理铁屑,擦拭机床,各外露导轨和运动部位凃防锈油停机后
更换冷却液变脏、变味
给横向(x轴)丝杆加注锂基润滑脂每月预计日进行,实际维护日期:
拆下清洁卡盘6个月预计日进行,实际维护日期:
更换主轴箱润滑油每年预计日进行,实际维护日期:
维修工负责下述各项工作,并检查督促操作工进行的设备保养、维护工作:
检查尾座、床鞍、中滑板限位、保护装置是否可靠试车前/每月预计日进行,实际维护日期:
检查,调整主传动皮带张紧力6个月预计日进行,实际维护日期:修磨调整环厚度,调整主轴精度精度超差时预计日进行,实际维护日期:
更多优惠资料下载:/doc/021*******.html, 德信诚培训网。
数控外圆磨床点检表批准:审核:编制:ANL—52台湾数控车床点检表批准:审核:编制:CY—K500数控车床点检表批准:审核:编制:VDL600A加工中心维护点检表批准:审核:编制:YKW2950数控拉齿机点检表批准:审核:YX—T138专机点检表批准:审核:编制:YX—T139专机点检表批准:审核:编制:格514研齿机点检表批准:审核:编制:加工中心点检表批准:审核:编制:摩擦压力机点检表批准:审核:编制:普通设备日常点检、保养内容1、操作人员上班前,检查各手柄位置,机床各部件是否在正确位置,启动后机床低速运行10分钟。
2、检查安全保护,防护装置是否齐全可靠。
3、检查气压、液压、润滑压力是否符合要求。
4、检查各润滑点油路是否畅通,并检查液压油位、润滑油位。
5、检查线路、管道、油路有无漏水、漏气、漏电、漏油。
6、下班前15分钟擦拭设备,保持外表清洁,无黄袍、油污。
每班次摩擦面、滑动面加油3—5次。
7、设备的本体,严禁拆卸、敲打、碰击,堆放产品杂物。
8、班后关闭设备电源,清理切削,打扫现场。
编制:审核:设备管理处试车台日常点检表批准:审核:编制:涂装线日常点检、保养内容1、各部件需经常保持清洁、定期打扫、擦拭。
2、每周检查减速器油标一次,传动装置履带链及拨爪抹上黄油。
3、减速机每6个月到一年换油一次。
4、定期检查链条和滚轮的磨损情况,发现有损坏痕迹及时更换。
并经常检查链条、滚轮的铆接处是否有脱开现象。
如发现及时处理。
5、滚轮为整体轴承轮,如发现轴承内油少或脏的情况,要重新清洗、上油。
6、经常检查轨道有无松动错口现象,要及时调整,紧固螺栓。
7、要及时调整张紧装置弹簧,保证链条运行平衡。
8、定期检查张紧装置伸缩轨伸长是否已达极限。
因链条伸长,造成张紧装置伸缩轨已接近极限位置时,以适当摘除数节链条,以保证链条的张紧和运行的平衡。
编制:审核:设备管理处中频透热炉日常点检、保养内容1、加热设备的通电、停电应由专人进行。
数控外圆磨床点检表
批准:审核:编制:
ANL—52台湾数控车床点检表
批准:审核:编制:
CY—K500数控车床点检表
批准:审核:编制:
VDL600A加工中心维护点检表
批准:审核:编制:
YKW2950数控拉齿机点检表
批准:审核:
YX—T138专机点检表
批准:审核:编制:
YX—T139专机点检表
批准:审核:编制:
格514研齿机点检表
批准:审核:编制:
加工中心点检表
批准:审核:编制:
摩擦压力机点检表
批准:审核:编制:
普通设备日常点检、保养内容
1、操作人员上班前,检查各手柄位置,机床各部件是否在正确位置,启动后机床低速运行10分钟。
2、检查安全保护,防护装置是否齐全可靠。
3、检查气压、液压、润滑压力是否符合要求。
4、检查各润滑点油路是否畅通,并检查液压油位、润滑油位。
5、检查线路、管道、油路有无漏水、漏气、漏电、漏油。
6、下班前15分钟擦拭设备,保持外表清洁,无黄袍、油污。
每班次摩擦面、滑动面加油3—5次。
7、设备的本体,严禁拆卸、敲打、碰击,堆放产品杂物。
8、班后关闭设备电源,清理切削,打扫现场。
编制:审核:
设备管理处
试车台日常点检表
批准:审核:编制:
涂装线日常点检、保养内容
1、各部件需经常保持清洁、定期打扫、擦拭。
2、每周检查减速器油标一次,传动装置履带链及拨爪抹上黄油。
3、减速机每6个月到一年换油一次。
4、定期检查链条和滚轮的磨损情况,发现有损坏痕迹及时更换。
并经常检查链条、滚轮的铆接处是否有脱开现象。
如发现及时处理。
5、滚轮为整体轴承轮,如发现轴承内油少或脏的情况,要重新清洗、上油。
6、经常检查轨道有无松动错口现象,要及时调整,紧固螺栓。
7、要及时调整张紧装置弹簧,保证链条运行平衡。
8、定期检查张紧装置伸缩轨伸长是否已达极限。
因链条伸长,造成张紧装置伸缩轨已接近极限位置时,以适当摘除数节链条,以保证链条的张紧和运行的平衡。
编制:审核:
设备管理处
中频透热炉日常点检、保养内容
1、加热设备的通电、停电应由专人进行。
2、开动以前检查水压是否正常。
3、电气箱各个元器件内的水流动是否畅通。
4、检查各连接管是否松动,有无滴漏。
5、感应器内的炉衬是否完好。
6、各控制按钮功能可靠、灵活。
7、在工作过程中,出现停水事故,必须将加热材料取出,严禁无水干烧现象。
8、工作完毕,切断电源,冷却管保持通水10分钟以上。
9、下班前清理炉体氧化皮等杂物,查看设备有无外露电源线。
编制:审核:
设备管理处
主齿轮安装距垫片检测机点检表
审核:编制:
主齿轮隔套垫片检测机点检表
审核:编制:
专机点检表
批准:审核:编制:。