铁路货车轮轴信息化管理办法
- 格式:doc
- 大小:101.00 KB
- 文档页数:14
《铁路货车轮轴组装检修及管理规则》目录1 总则 (1)2 基本要求 (3)3 轮轴新组装 (8)3.1基本作业条件3.2车轴加工3.3车轮加工3.4车轴、车轮选配3.5 轮对组装3.6 轴承压装4 轮轴检修 (18)4.1综合要求4.2一级修4.3二级修4.4三级修4.5四级修4.6轴承检修4.7轮对检修限度4.8轴承检修限度5 轮轴及零部件标记 (54)5.1车轴标记5.2车轮标记5.3轴承标记5.4 标志板标记6 轮轴探伤 (66)6.1综合要求6.2探测规定6.3 轮轴、轮对、车轴手工超声波探伤6.4 轮轴、轮对自动化超声波探伤6.5轴承外圈超声波探伤6.6轮轴、轮对、车轴磁粉探伤6.7轴承零件磁粉探伤7 信息化管理 (101)7.1综合要求7.2输入、输出数据规范7.3数据信息管理7.4信息共享与应用8 故障轴承鉴定分析 (107)9 备用轮轴管理 (109)9.1管理机构及职责9.2备用轮轴、轮对、车轴、车轮管理9.3备用轴承管理10 附则 (117)TG/CL224—2016铁路货车轮轴组装检修及管理规则1 总则1.1 铁路货车是铁路货物运输的运载工具,轮轴是铁路货车上重要的并且是可互换的部件,其技术状态直接影响到车辆的运行安全。
为满足铁路运输提速、重载的要求,体现新材料、新技术、新工艺、新结构的发展,统一铁路货车轮轴造修技术及管理要求,促进铁路货车修程修制发展,根据《铁路运输安全管理条例》《铁路技术管理规程》《铁路货车厂修规程》《铁路货车段修规程》《铁路货车站修规程》《铁路货车运用维修规程》以及国家、铁路专业技术管理标准有关要求和铁路货车轮轴技术发展实际,特制定本规则。
1.2本规则是对货车各级检修规程中涉及到轮轴技术、管理部分内容的细化和补充,是轮轴技术与管理的专业性文件,全面涵盖了铁路货车轮轴及零部件组装、检修、探伤技术和信息化、安全、备用轮轴等管理要求,适用于铁路货车轮轴及零部件造修单位对轮轴的组装、检修、探伤和管理,滚动轴承(简称轴承,下同)的一般检修、大修和压装,车轮、车轴的加工和标记,以及备用轮轴管理、轮轴信息化管理、热轴故障鉴定分析,其他要求仍执行《铁路货车厂修规程》《铁路货车段修规程》《铁路货车站修规程》《铁路货车运用维修规程》、中华人民共和国国家标准、中华人民共和国铁道行业标准和有关文件、电报规定,圆柱滚子轴承检修及组装要求执行《铁路客车轮轴组装检修及管理规则》。
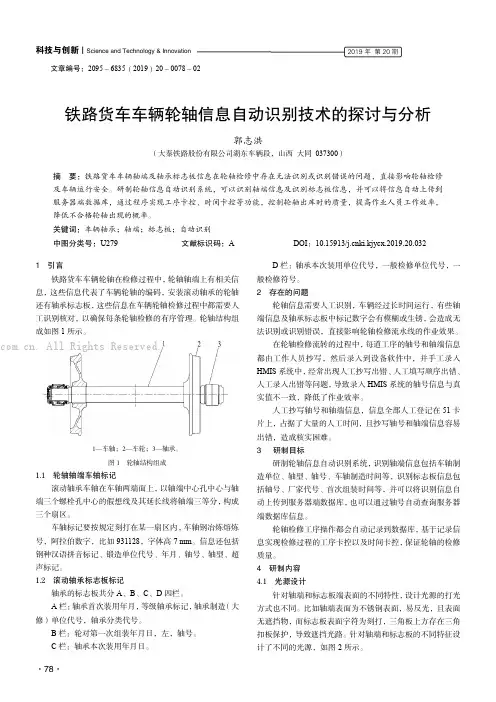
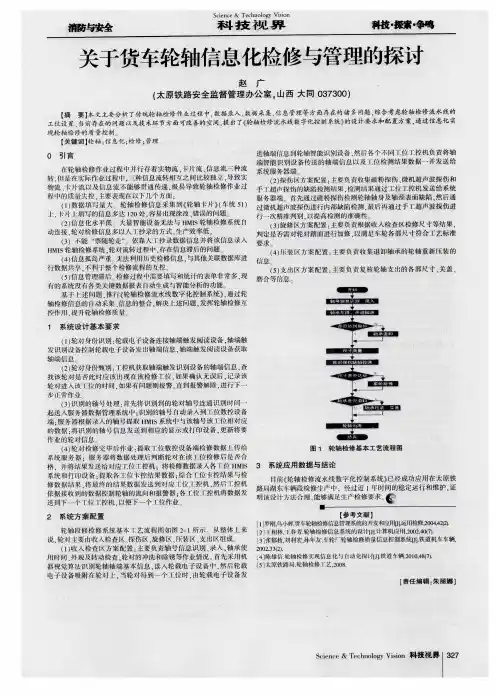
科技与创新┃Science and Technology&Innovation2019年第20期文章编号:2095-6835(2019)20-0078-02铁路货车车辆轮轴信息自动识别技术的探讨与分析郭志洪(大秦铁路股份有限公司湖东车辆段,山西大同037300)摘要:铁路货车车辆轴端及轴承标志板信息在轮轴检修中存在无法识别或识别错误的问题,直接影响轮轴检修及车辆运行安全。
研制轮轴信息自动识别系统,可以识别轴端信息及识别标志板信息,并可以将信息自动上传到服务器端数据库,通过程序实现工序卡控、时间卡控等功能,控制轮轴出库时的质量,提高作业人员工作效率,降低不合格轮轴出现的概率。
关键词:车辆轴承;轴端;标志板;自动识别中图分类号:U279文献标识码:A DOI:10.15913/ki.kjycx.2019.20.0321引言铁路货车车辆轮轴在检修过程中,轮轴轴端上有相关信息,这些信息代表了车辆轮轴的编码,安装滚动轴承的轮轴还有轴承标志板,这些信息在车辆轮轴检修过程中都需要人工识别核对,以确保每条轮轴检修的有序管理。
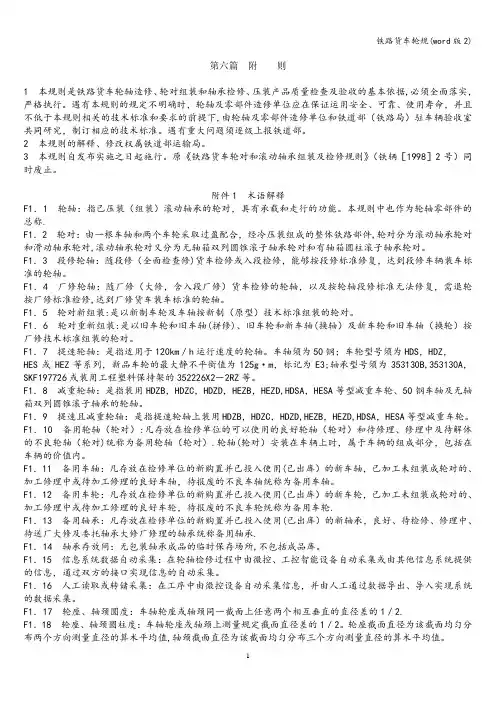
轮轴结构组成如图1所示。
1—车轴;2—车轮;3—轴承。
图1轮轴结构组成1.1轮轴轴端车轴标记滚动轴承车轴在车轴两端面上,以轴端中心孔中心与轴端三个螺栓孔中心的假想线及其延长线将轴端三等分,构成三个扇区。
车轴标记要按规定刻打在某一扇区内,车轴钢冶炼熔炼号,阿拉伯数字,比如931128,字体高7mm。
信息还包括钢种汉语拼音标记、锻造单位代号、年月、轴号、轴型、超声标记。
1.2滚动轴承标志板标记轴承的标志板共分A、B、C、D四栏。
A栏:轴承首次装用年月,等级轴承标记,轴承制造(大修)单位代号,轴承分类代号。
B栏:轮对第一次组装年月日,左,轴号。
C栏:轴承本次装用年月日。
D栏:轴承本次装用单位代号,一般检修单位代号,一般检修符号。
2存在的问题轮轴信息需要人工识别,车辆经过长时间运行,有些轴端信息及轴承标志板中标记数字会有模糊或生锈,会造成无法识别或识别错误,直接影响轮轴检修流水线的作业效果。
铁路货车轮轴备用轮轴管理制度本章规定了铁路货车轮轴造修单位的铁路货车备用轮轴、备用轮对、备用车轴、备用车轮和备用轴承的管理。
9.1 总公司所属单位国铁货车的备用轮轴、轮对、车轴、车轮管理9.1.1 总公司所属单位的备用轮轴、轮对、车轴、车轮数量管理9.1.1.1总公司所属单位的备用轮轴、轮对、车轴、车轮由铁路局车辆主管部门进行数量管理。
9.1.1.2铁路局车辆主管部门、车辆段均须建立动态管理台账,应定期核对,做到数量一致、账账相符、账物相符。
9.1.1.3铁路局车辆主管部门参加处理车辆段报废的备用车轴和备用车轮。
9.1.1.4车辆段检修、运用(站修)车间备用轮轴、轮对数量管理9.1.1.4.1符合下列条件之一时,办理《车辆段检修、运用(站修)车间轮轴(轮对)保有、收支及修理台账》(车统-54-1)的增加统计手续:(1)调入或购入的轮轴、轮对;(2)由报废车上卸下的轮轴;(3)由检修车上卸下的轮轴。
9.1.1.4.2符合下列条件之一时,办理《车辆段检修、运用(站修)车间轮轴(轮对)保有、收支及修理台账》(车统-54-1)的减少统计手续:(1)调出的轮轴、轮对;(2)向检修车上安装使用的轮轴。
9.1.1.5车辆段车轮(轮轴)车间备用轮轴及部件数量管理9.1.1.5.1符合下列条件之一时,办理《车辆段车轮(轮轴)车间轮轴(轮对)、车轴、车轮保有、收支及修理台账》(车统-54-2)的增加统计手续:(1)备用车轴a.调入或购入的车轴;b.备用轮对解体后的车轴。
(2)备用车轮a.调入或购入的车轮;b.备用轮对解体后的车轮。
(3)备用轮轴、轮对a.新组装、换轴、换轮或拼修的轮轴、轮对;b.调入的轮轴、轮对;c.委托修理的轮轴、轮对。
9.1.1.5.2符合下列条件之一时,办理《车辆段车轮(轮轴)车间轮轴(轮对)、车轴、车轮保有、收支及修理台账》(车统-54-2)的减少统计手续:(1)备用车轴a.调出的车轴;b.报废的车轴;c.经加工组装成轮对的车轴。
铁路货运中心计算机信息设备管理暂行办法为保障货运中心信息系统运行正常,确保信息系统安全,针对集宁货运中心信息系统中的各类设施、设备和重要信息系统的实际情况,为迅速、有效的处置信息系统可能发生的事故或突发事件,最大限度地保证信息系统正常运行,维护日常生产的安全、畅通,特制定本管理办法。
一、组织机构为适应信息化建设发展的需要,成立集宁货运中心信息化领导小组。
领导小组对全货运中心信息化工作进行全面领导,并制定发布全中心信息化建设的总体规划,审查并批准各部门系统信息化和年度计划,制定有关信息化工作的政策、规定和实施办法,对重大问题进行决策和协调。
货运中心小组下设办公室。
办公室设在技术管理部,按照货运中心信息化领导小组的要求,负责全中心信息化建设工作的日常组织、管理、监督、协调、检查工作,并定期向中心领导小组汇报全中心信息化建设工作。
中心各车间应成立信息化工作领导小组,并指定一名车间领导具体负责信息化工作,要健全机构,落实人员,将信息化工作提上重要意识日程。
二、管理、维修、维护工作1.基本要求⑴在主管副总经理的领导下,由中心技术管理部统一管理全中心信息技术工作。
⑵全中心计算机工作在专业技术业务上受铁路局信息技术处领导。
⑶遇有涉及计算机工作的重大事宜,由中心信息化工作领导小组讨论决定。
⑷由技术管理部负责制定、完善计算机管理、维护、检修应用的各项规章制度,经中心信息化领导小组讨论通过后,各部门遵照执行。
⑸中心所属各部、车间、营业站(班组)要与技术管理部密切配合,责任到人。
⑹计算机设备的维修、维护工作必须坚持预防为主,安全第一的方针。
不断改善和提高设备的安全性,稳定性和可靠性,使设备经常保持良好的工作状态,并延长其使用寿命,设备的维护工作由使用人员、计算机维护人员共同负责。
2.根据本办法的有关规定进行日抽查、月考核、并将考核结果纳入安全通报。
3.计算机维修制度⑴技术管理部负责全中心计算机维修工作,并指派有专业技术人员负责保管、安装、拆装、检查维护交接验收签字等工作。
铁路货车轮轴组装检修及管理规则基本要求2.1轮轴新组装和检修修程2.1.1铁路货车轮轴新组装是新品车轴、车轮、轴承及附件的全新组装,可装用于新造铁路货车和各级修程货车。
2.1.2 铁路货车轮轴检修修程从低级到高级依次分为一级修、二级修、三级修和四级修。
一级修是经对轴承、车轮外观技术状态检查,无需退卸轴承,仅对车轮踏面进行旋修的轮轴检修,主要结合货车站修进行,修复后装用于辅修、临修货车。
二级修是经对轮轴外观技术状态检查,无需退卸轴承但需探伤的轮轴检修,主要结合货车段修、入段厂修进行,修复后装用于段修及以下修程货车。
三级修是经对轮轴外观技术状态检查,需退卸轴承而不需分解轮对的轮轴检修,主要结合货车段修、入段厂修、工厂(公司)厂修进行,修复后可装用于各级修程货车,其中单端退卸轴承的修复后装用于段修及以下修程货车。
四级修是检修过程中需分解轮对并重新组装,且车轮踏面经过旋修(新品车轮除外)的轮轴检修,主要在车辆段轮轴(车轮)车间和工厂(公司)进行,修复后可装用于各级修程货车。
铁路货车轴承检修分为一般检修和大修。
2.2 质量保证铁路货车车轴、车轮、轮对、轮轴、轴承实行质量保证,时间统计精确到月,在正常运用和维护条件下,其质量保证要求规定如下:2.2.1 车轴制造的质量保证在规定的车轴使用寿命期内,凡由于车轴材质和制造质量问题而造成的行车事故,应由车轴制造单位承担事故责任;凡由于车轴材质和制造质量问题危及行车安全的缺陷车轴,由车轴制造单位免费更换。
2.2.2 车轮制造的质量保证在车轮的整个使用期内,凡由于车轮材质和制造质量问题而造成的行车事故,应由车轮制造单位承担事故责任;凡由于车轮材质和制造质量问题危及行车安全的缺陷车轮,由车轮制造单位免费更换。
2.2.3 轮对组装的质量保证2.2.3.1 质量保证期限双列圆锥滚子轴承LZ40钢车轴的轮对为5年,LZ50钢、LZ45CrV钢材质车轴的轮对为6年,圆柱滚子轴承的轮对为4年。

《铁路货车轮轴专用设备检修维护管理规程》实施细则第一章总则第一条根据《铁路货车轮轴专用设备检修维护管理规程》(以下简称《规程》)制定本实施细则。
第二条本实施细则对《规程》的要求、标准作了明确规定。
第三条本细则适用于转向架车间轮轴探伤、检测、压装设备的检修维护管理,主要包括半自动环形件(轴承内、外圈)磁粉探伤机、半自动轮对专用磁粉探伤机、车轴荧光磁粉探伤机、轮轴微机控制超声波自动探伤机、多通道数字超声波探伤仪、轮对综合自动测量机、轮对压装机、滚动轴承压装机。
第二章职责第四条车间设立以技术副主任为首的设备职能组,全面负责轮轴专用设备检修维护管理工作。
第五条职责5.1 车间技术副主任的职责负责检查、指导轮轴专用设备检修维护管理工作。
5.2 车间设备员的职责(1)负责制定轮轴专用设备管理制度、设备操作规程。
(2)负责编制并提报轮轴专用设备年度更新改造、大、中修建议计划。
(3)负责编制轮轴专用设备定保、小修工作计划和备品备件的制作、采购计划,并组织实施。
(4)负责轮轴专用设备使用、维修人员的培训、考核。
(5)掌握轮轴专用设备事故和故障情况,组织参与设备事故的调查、分析和处理工作。
(6)负责轮轴专用设备管理工作。
5.3 设备使用人员的职责负责轮轴专用设备的使用维护(主要包括日检、日校、季检、保养)。
5.4 维修人员的职责负责轮轴专用设备的巡检检修(主要包括巡检、季检、临修、小修)。
第三章程序第六条日检6.1 每班开工前设备操作者应按《设备点检、运转记录卡》规定的内容对设备逐项进行日检,保持设备外观状态、紧固状态、润滑状态、清洁状态良好,正常运转,并认真填写《设备点检、运转记录卡》签认。
日检记录由设备操作者次月5日前交回车间保存,保存期为2年。
6.2 设备员每月对日检记录填写情况进行检查,提出考核意见。
第七条巡检7.1 设备维修人员每班按设备维护规程对相关设备进行一次巡检。
7.2 巡检时必须携带常用工具及测量器具,对设备的机械部分、液压部分、电气部分、传感器等组成部分进行常规性检查。
《铁路货车轮轴组装检修及管理规则》目录1 总则 (1)2 基本要求 (3)3 轮轴新组装 (8)3.1基本作业条件3.2车轴加工3.3车轮加工3.4车轴、车轮选配3.5 轮对组装3.6 轴承压装4 轮轴检修 (18)4.1综合要求4.2一级修4.3二级修4.4三级修4.5四级修4.6轴承检修4.7轮对检修限度4.8轴承检修限度5 轮轴及零部件标记 (54)5.1车轴标记5.2车轮标记5.3轴承标记5.4 标志板标记6 轮轴探伤 (66)6.1综合要求6.2探测规定6.3 轮轴、轮对、车轴手工超声波探伤6.4 轮轴、轮对自动化超声波探伤6.5轴承外圈超声波探伤6.6轮轴、轮对、车轴磁粉探伤6.7轴承零件磁粉探伤7 信息化管理 (101)7.1综合要求7.2输入、输出数据规范7.3数据信息管理7.4信息共享与应用8 故障轴承鉴定分析 (107)9 备用轮轴管理 (109)9.1管理机构及职责9.2备用轮轴、轮对、车轴、车轮管理9.3备用轴承管理10 附则 (117)TG/CL224—2016铁路货车轮轴组装检修及管理规则1 总则1.1 铁路货车是铁路货物运输的运载工具,轮轴是铁路货车上重要的并且是可互换的部件,其技术状态直接影响到车辆的运行安全。
为满足铁路运输提速、重载的要求,体现新材料、新技术、新工艺、新结构的发展,统一铁路货车轮轴造修技术及管理要求,促进铁路货车修程修制发展,根据《铁路运输安全管理条例》《铁路技术管理规程》《铁路货车厂修规程》《铁路货车段修规程》《铁路货车站修规程》《铁路货车运用维修规程》以及国家、铁路专业技术管理标准有关要求和铁路货车轮轴技术发展实际,特制定本规则。
1.2本规则是对货车各级检修规程中涉及到轮轴技术、管理部分内容的细化和补充,是轮轴技术与管理的专业性文件,全面涵盖了铁路货车轮轴及零部件组装、检修、探伤技术和信息化、安全、备用轮轴等管理要求,适用于铁路货车轮轴及零部件造修单位对轮轴的组装、检修、探伤和管理,滚动轴承(简称轴承,下同)的一般检修、大修和压装,车轮、车轴的加工和标记,以及备用轮轴管理、轮轴信息化管理、热轴故障鉴定分析,其他要求仍执行《铁路货车厂修规程》《铁路货车段修规程》《铁路货车站修规程》《铁路货车运用维修规程》、中华人民共和国国家标准、中华人民共和国铁道行业标准和有关文件、电报规定,圆柱滚子轴承检修及组装要求执行《铁路客车轮轴组装检修及管理规则》。
铁路货车轮轴组装检修及管理规则基本要求2.1轮轴新组装和检修修程2.1.1铁路货车轮轴新组装是新品车轴、车轮、轴承及附件的全新组装,可装用于新造铁路货车和各级修程货车。
2.1.2 铁路货车轮轴检修修程从低级到高级依次分为一级修、二级修、三级修和四级修。
一级修是经对轴承、车轮外观技术状态检查,无需退卸轴承,仅对车轮踏面进行旋修的轮轴检修,主要结合货车站修进行,修复后装用于辅修、临修货车。
二级修是经对轮轴外观技术状态检查,无需退卸轴承但需探伤的轮轴检修,主要结合货车段修、入段厂修进行,修复后装用于段修及以下修程货车。
三级修是经对轮轴外观技术状态检查,需退卸轴承而不需分解轮对的轮轴检修,主要结合货车段修、入段厂修、工厂(公司)厂修进行,修复后可装用于各级修程货车,其中单端退卸轴承的修复后装用于段修及以下修程货车。
四级修是检修过程中需分解轮对并重新组装,且车轮踏面经过旋修(新品车轮除外)的轮轴检修,主要在车辆段轮轴(车轮)车间和工厂(公司)进行,修复后可装用于各级修程货车。
铁路货车轴承检修分为一般检修和大修。
2.2 质量保证铁路货车车轴、车轮、轮对、轮轴、轴承实行质量保证,时间统计精确到月,在正常运用和维护条件下,其质量保证要求规定如下:2.2.1 车轴制造的质量保证在规定的车轴使用寿命期内,凡由于车轴材质和制造质量问题而造成的行车事故,应由车轴制造单位承担事故责任;凡由于车轴材质和制造质量问题危及行车安全的缺陷车轴,由车轴制造单位免费更换。
2.2.2 车轮制造的质量保证在车轮的整个使用期内,凡由于车轮材质和制造质量问题而造成的行车事故,应由车轮制造单位承担事故责任;凡由于车轮材质和制造质量问题危及行车安全的缺陷车轮,由车轮制造单位免费更换。
2.2.3 轮对组装的质量保证2.2.3.1 质量保证期限双列圆锥滚子轴承LZ40钢车轴的轮对为5年,LZ50钢、LZ45CrV钢材质车轴的轮对为6年,圆柱滚子轴承的轮对为4年。
第六篇附则1 本规则是铁路货车轮轴造修、轮对组装和轴承检修、压装产品质量检查及验收的基本依据,必须全面落实,严格执行。
遇有本规则的规定不明确时,轮轴及零部件造修单位应在保证运用安全、可靠、使用寿命,并且不低于本规则相关的技术标准和要求的前提下,由轮轴及零部件造修单位和铁道部(铁路局)驻车辆验收室共同研究,制订相应的技术标准。
遇有重大问题须逐级上报铁道部。
2 本规则的解释、修改权属铁道部运输局。
3 本规则自发布实施之日起施行。
原《铁路货车轮对和滚动轴承组装及检修规则》(铁辆[1998]2号)同时废止。
附件1 术语解释F1.1 轮轴:指已压装(组装)滚动轴承的轮对,具有承载和走行的功能。
本规则中也作为轮轴零部件的总称.F1.2 轮对:由一根车轴和两个车轮采取过盈配合,经冷压装组成的整体铁路部件,轮对分为滚动轴承轮对和滑动轴承轮对,滚动轴承轮对又分为无轴箱双列圆锥滚子轴承轮对和有轴箱圆柱滚子轴承轮对。
F1.3 段修轮轴:随段修(全面检查修)货车检修或入段检修,能够按段修标准修复,达到段修车辆装车标准的轮轴。
F1.4 厂修轮轴:随厂修(大修,含入段厂修)货车检修的轮轴,以及按轮轴段修标准无法修复,需退轮按厂修标准检修,达到厂修货车装车标准的轮轴。
F1.5 轮对新组装:是以新制车轮及车轴按新制(原型)技术标准组装的轮对。
F1.6 轮对重新组装:是以旧车轮和旧车轴(拼修)、旧车轮和新车轴(换轴)及新车轮和旧车轴(换轮)按厂修技术标准组装的轮对。
F1.7 提速轮轴:是指适用于120km/h运行速度的轮轴。
车轴须为50钢;车轮型号须为HDS,HDZ,HES或HEZ等系列,新品车轮的最大静不平衡值为125g·m,标记为E3;轴承型号须为353130B,353130A,SKF197726或装用工程塑料保持架的352226X2-2RZ等。
F1.8 减重轮轴:是指装用HDZB,HDZC,HDZD,HEZB,HEZD,HDSA,HESA等型减重车轮、50钢车轴及无轴箱双列圆锥滚子轴承的轮轴。
铁路车务段货运系统安全信息管理工作制度第一条根据《集团公司安全信息管理制度》,为确保运输生产中安全信息的及时传递,及时处理各类安全信息,准确把握现场安全生产情况,准确掌握全局货运安全动态,研判安全风险,提高安全分析、统计、处理质量,为货运安全管理决策提供可靠依据,实现安全管理预防预控,结合车务段货运安全工作实际,特制定本制度。
第二条安全信息管理的原则1.真实性原则。
凡反馈的安全信息,必须做到件件真实,来源可靠、实事求是,具有可追踪性,杜绝虚假信息、失效信息、重复信息,保证安全信息的真实性。
2.准确性原则。
各类安全信息的数据统计和综合分析,要做到全面、客观、准确,避免信息错、漏。
3.实效性原则。
安全信息的反馈要及时、迅速,严格按照规定时限、周期提报,不得人为拖延,导致信息滞后或漏报。
4.归口原则。
各站安全信息管理必须实行归口管理,货管部接到的安全信息要归口到货管部,装管部接到的安全信息归口到装管部,归口管理科室要建立安全信息库,将安全信息入库并按照规定程序进行处理。
5.闭环原则。
安全信息处理由专业主管科室牵头处理,必须做到传递、处置、整改、反馈和复查闭环管理。
6.共享原则。
各类安全信息要及时汇总分析,及时通报,共同吸取教训,防止同类问题重复发生。
第三条安全信息管理网络按分层管理、逐级负责、上下贯通、逻辑严谨的原则,建立货运系统安全信息管理网络体系。
第四条安全信息的分类安全信息分为:安全事故信息、设备故障信息、安全检查信息、安全动态信息、安全管理信息、各种检测(监控、记录)信息、危及行车安全信息和其他安全信息。
1.安全事故信息。
《铁路交通事故调查处理规则》规定的各类事故信息以及非铁路交通事故造成的作业人员伤亡等事故信息。
2.设备故障信息。
《铁路行车设备故障调查处理办法》明确规定的各类故障信息。
3.安全检查信息。
各级管理人员等检查发现的各类安全问题及隐患。
4.安全动态信息。
上级领导重要安全活动信息,集团公司和地方政府有关安全文电及外部的重要事故信息,人民来信、来电、来访及媒体网络信息等。
铁路货车轮轴信息化管理办法7.1综合要求7.1.1 铁路货车HMIS轮轴技术管理信息系统(简称HMIS轮轴子系统,下同)是HMIS的重要组成部分,贯穿铁路货车轮轴制造、检修、运用、报废全寿命周期管理过程,为实现铁路货车轮轴全寿命数字化、动态化技术状态管理和质量追溯提供基础信息。
7.1.2 HMIS轮轴子系统的建设和应用是轮轴造修单位生产过程管理的基本条件和质量标准之一,须随着工艺流程变更、技术条件的升级而及时升级。
7.1.3 HMIS轮轴子系统须实现采集、共享、统计、上报轮轴组装检修及管理等信息功能,信息须包括轮轴新组装、检修、装车、站修换轮、故障、报废等,并实现质量追溯。
7.1.4 HMIS轮轴子系统由总公司、铁路局、车辆段(公司)大三级系统和车辆段(公司)、车间(分厂)、工位小三级系统构成。
7.1.5 HMIS轮轴子系统各级应用单位须将该系统纳入本单位的技术和生产管理体系,制定相应的管理制度和实施办法,保证系统正常运行。
7.1.6 HMIS轮轴子系统的基础数据编码须符合HMIS相关要求,由总公司统一组织编制、发布。
各应用单位应根据工作中的实际情况,及时提供基础数据编码的修改建议。
7.1.7 HMIS轮轴子系统输入、输出的质量记录和台账报表是货车轮轴造修的原始资料,是进行轮轴全过程管理、掌握造修质量、进行质量追溯的重要依据,货车轮轴基础信息需实现电子存储、传递、校核、上报,利用信息系统采集并打印记录进行保存,逐步替代手工记录,HMIS轮轴子系统打印的质量记录和台账报表签章后与手工填写的记录具有同等效力。
7.1.8 HMIS轮轴子系统中原始记录须项目齐全、内容准确,输入、输出符合HMIS技术规范的要求,信息存储期限须符合轮轴质量记录和台账报表存储要求。
7.1.9 HMIS轮轴子系统信息采集、存储、处理、传输要及时便于数据检索利用。
各级主管领导和工程技术人员须核查分管范围内的系统信息数据,主管领导每月不少于1次,工程技术人员每周不少于1次。
11信息化管理11.1 综合要求11.1.1 铁路货车技术管理信息系统(以下简称HMIS)的建设和应用是铁路货车段修生产的基本条件之一。
11.1.2 HMIS应用及管理分为铁道部、铁路局、车辆段大三级系统和车辆段、车间、工位小三级系统。
11.1.3 铁道部、铁路局、车辆段网络和硬件配置应符合铁路货车信息化规划总体要求,保证铁路货车生产、管理信息的存储、传输和应用。
11.1.4按照“信息共享,过程控制,逐级负责”的基本要求,依据铁路货车技术信息库,铁路货车技术管理数据资源规范、统一,数据存储实时、完整,信息资源高度共享,信息分析准确、快捷。
11.1.5 铁路货车段修单位的出入口应安装能独立运行的车号自动识别标签地面识别设备(以下简称AEI),对通过入线车辆标签信息进行实时识别,并将识别的信息处理后,通过网络传至数据信息集中管理设备(CPS)。
11.1.6 H MIS的基础数据编码要求,由铁道部统一组织编制、发布实施。
11.2 HMIS基本要求11.2.1 铁路货车段修技术管理采用智能化控制11.2.1.1 应按规定设置各配件检修信息的必填数据、寿命期限、尺寸范围控制等项目,建立“货车检修智能控制数据库”,当工位采集数据不符合规定时,系统应能自动报警。
11.2.1.2 应建立铁路货车检修“工艺流程调整平台”,采用计算机通过检测设备互联互通,按规定标准自动对段修技术管理规章制度的执行情况进行监控。
11.2.1.3 应在检修车间建立铁路货车检修“标准发布平台”。
实现对铁路货车检修相关文件的工位机动态挂接。
工作者利用工位机、工控机可及时、准确、动态获取最新标准。
11.2.1.4 应组成数据采集区域。
接入微控、工控智能检测设备自动采集检修数据。
系统按日、周、月、季、年对生产信息进行自动统计、对比、分析,根据需要形成报表和分析结果,对异常情况及时进行预警。
11.2.1.5 应以铁路货车为载体系统建立铁路货车从扣车到修竣的全部电子档案,一车一档。
铁路货车轮轴信息化管理办法
7.1综合要求
7.1.1 铁路货车HMIS轮轴技术管理信息系统(简称HMIS轮轴子系统,下同)是HMIS的重要组成部分,贯穿铁路货车轮轴制造、检修、运用、报废全寿命周期管理过程,为实现铁路货车轮轴全寿命数字化、动态化技术状态管理和质量追溯提供基础信息。
7.1.2 HMIS轮轴子系统的建设和应用是轮轴造修单位生产过程管理的基本条件和质量标准之一,须随着工艺流程变更、技术条件的升级而及时升级。
7.1.3 HMIS轮轴子系统须实现采集、共享、统计、上报轮轴组装检修及管理等信息功能,信息须包括轮轴新组装、检修、装车、站修换轮、故障、报废等,并实现质量追溯。
7.1.4 HMIS轮轴子系统由总公司、铁路局、车辆段(公司)大三级系统和车辆段(公司)、车间(分厂)、工位小三级系统构成。
7.1.5 HMIS轮轴子系统各级应用单位须将该系统纳入本单位的技术和生产管理体系,制定相应的管理制度和实施办法,保证系统正常运行。
7.1.6 HMIS轮轴子系统的基础数据编码须符合HMIS相关要求,由总公司统一组织编制、发布。
各应用单位应根据工作
中的实际情况,及时提供基础数据编码的修改建议。
7.1.7 HMIS轮轴子系统输入、输出的质量记录和台账报表是货车轮轴造修的原始资料,是进行轮轴全过程管理、掌握造修质量、进行质量追溯的重要依据,货车轮轴基础信息需实现电子存储、传递、校核、上报,利用信息系统采集并打印记录进行保存,逐步替代手工记录,HMIS轮轴子系统打印的质量记录和台账报表签章后与手工填写的记录具有同等效力。
7.1.8 HMIS轮轴子系统中原始记录须项目齐全、内容准确,输入、输出符合HMIS技术规范的要求,信息存储期限须符合轮轴质量记录和台账报表存储要求。
7.1.9 HMIS轮轴子系统信息采集、存储、处理、传输要及时便于数据检索利用。
各级主管领导和工程技术人员须核查分管范围内的系统信息数据,主管领导每月不少于1次,工程技术人员每周不少于1次。
7.1.10 总公司、铁路局、车辆段(公司)网络和硬件配置须符合铁路车辆信息化规划总体要求,保证轮轴生产、管理信息的正常存储、传输和应用。
7.1.11轮轴造修用微控、工控智能设备须具备HMIS轮轴子系统数据交换的接口,系统间信息交换须符合铁路货车信息系统相关技术规范和公用数据编码规范要求。
7.1.12 HMIS轮轴子系统应具有与铁路货车安全防范系统等
相关系统的信息接口,实现货车轮轴造修、运用、监控等大数据信息共享。
7.1.13轮轴(车轴)在新组装和检修过程中采用“轴型+轴号+制造单位代号+制造年月”作为唯一标识,轮轴运用中采用“轴型+轴号+制造日期+制造单位+装车车号+位数”作为跟踪的唯一标识,车轮唯一跟踪标识为“轮型+制造单位代号+制造年月+熔炼炉罐号+车轮顺序号”,轴承的唯一跟踪标识为“新造单位代号+新造年月+新造顺序号”。
7.1.14轮轴零部件造修单位应逐步建立铁路货车轮轴管理信息系统,采集轮轴零部件造修信息,实现轮轴零部件制造、检修信息共享。
7.2 输入、输出数据规范
轮轴信息的输入、输出数据须规范,实现产品质量可追溯,管理信息化、规范化、现代化。
轮轴信息化管理质量记录和台账报表明细及要求如表7-1、表7-2所示。
表7-1 轮轴信息化管理输入质量记录和台账报表明细及
要求
顺号编号名称适用单位
保存期
限
1 车统-50A 轮轴、轮对发送单铁路货车轮轴造
修单位
3年
号编号名称适用单位
限
2 车统-50B 车轮发送单铁路货车轮轴造
修单位
3年
3 车统-50C 轴承发送单铁路货车轴承检
修单位
2年
4 车统-51A 轮轴卡片车辆段车轮(轮
轴)车间
7年
5 车统-51C 轮轴卡片车辆段检修车间、
运用(站修)车间
3年
6 车统-51D 轮轴卡片铁路货车造修工
厂(公司)
7年
7 车统-52A 铁路货车轮轴(轮
对、车轴、车轮)超
声波(磁粉)探伤发
现缺陷记录
铁路货车轮轴造
修单位
工厂(公
司)、车
辆段车
轮车间7
年,车辆
段检修
车间3年
8 车统
-52A1
铁路货车轮轴B/C
型显示超声波自动
探伤发现缺陷记录
铁路货车轮轴造
修单位
工厂(公
司)、车
辆段车
号编号名称适用单位
限
轮车间7
年,车辆
段检修
车间3年
9 车统-52B 铁路货车轴承零件
磁粉探伤发现裂纹
记录
铁路货车轴承检
修单位
8年
10 车统-53A 铁路货车轮轴(轮
对、车轴、车轮)超
声波(磁粉)探伤记
录
铁路货车轮轴造
修单位
工厂(公
司)、车
辆段车
轮车间7
年,车辆
段检修
车间3年
11 车统-53B 铁路货车轴承零件
磁粉探伤记录
铁路货车轴承检
修单位
8年
12 车统-57 轮对压装压力曲线
图表
铁路货车轮对新
组装和四级修单
位
7年
13 辆货统铁路货车轴承退卸铁路货车轴承一8年
号编号名称适用单位
限-403A 及检修记录单般检修单位
(352226X2-2RZ
型轴承)
14 辆货统
-403B
铁路货车轴承退卸
及检修记录单
铁路货车轴承一
般检修单位(SKF
197726型轴承)
8年
15 辆货统
-403C
铁路货车轴承退卸
及检修记录单
铁路货车轴承一
般检修单位
(353130B型轴
承)
8年
16 辆货统
-403D
铁路货车轴承退卸
及检修记录单
铁路货车轴承一
般检修单位
(353132A
(352132A)型轴
承)
8年
17 辆货统
-403E
铁路货车轴承退卸
及检修记录单
铁路货车轴承一
般检修单位
(353132B(353132
X2-2RS)型轴承)
8年
18 辆货统铁路货车轴承入厂轴承大修单位8年
号编号名称适用单位
限-414 大修台账
19 辆货统
-415
铁路货车轴承送厂
大修及返回台账
轴承大修单位、轴
承装用单位
8年
20 辆货统
-416
铁路货车轴承送厂
大修及入厂鉴定记
录单
轴承大修单位、轴
承装用单位
8年
21 辆货统
-417
铁路货车轴承送厂
大修回执单
铁路货车轴承大
修单位、轴承装用
单位
3年
22 辆货统
-421
轴承检测仪开工前
校验记录簿
铁路货车轴承一
般检修单位
3年
23 辆货统
-422
车轮加修记录簿
铁路货车轮轴造
修单位
3年
24 辆货统
-424
磁粉探伤机日常性
能校验记录
铁路货车轮轴、轴
承造修单位
3年
25 辆货统
-426
铁路货车轮轴超声
波探伤系统日常性
能校验记录
铁路货车轮轴造
修单位
3年
26 辆货统
-427
轮轴微机控制超声
波自动探伤机日常
铁路货车轮轴造
修单位
3年。