初选压力机
- 格式:pdf
- 大小:126.25 KB
- 文档页数:9
压力机技术要求方案
压力机是工业生产过程中常用的一种设备,用于对零件进行加工、成形、冷镦、校直、压装、冲压等操作。
压力机的技术要求方案主要包括以下几个方面。
一、机械结构方面的技术要求
1.设计合理的结构,能够满足所需的最大压力和工作速度。
2.采用高强度材料,如铸钢、铸铁等,以保证机床的稳定性和刚性。
3.采用液压系统或气压系统,以提供足够的压力和工作速度。
4.采用先进的传动装置,如齿轮传动、液压传动等,以确保精确的工作。
二、操作系统方面的技术要求
1.采用人机工程学设计原理,使得操作简单易用,降低操作难度和操作失误率。
2.配备完善的安全装置,如安全光幕、安全门等,以确保操作人员的人身安全。
3.配备自动化控制系统,如PLC控制系统等,实现自动化生产,提高生产效率。
三、精度方面的技术要求
1.保证工作台的平面度和垂直度,以确保加工零件的精度。
2.保证滑块的平行度和垂直度,以确保加工零件的垂直度和平直度。
3.采用高精度的测量设备和材料,以确保加工零件的尺寸精度和表面光洁度。
4.配备精确的压力和位置传感器,以实时监测机床的工作状态。
四、安全方面的技术要求
1.设计合理的保护装置,如紧急停车装置、断电保护装置等,避免因意外原因引起事故。
2.配备可靠的智能安全系统,如温度监测装置、流量监测装置等,以避免因过热、过压等原因导致机械故障。
3.做好机械设备的定期维护和保养工作,保证设备长期稳定运行。
4.培训操作人员正确使用设备的方法和注意事项,提高操作人员的安全意识。
总结:。

压力机工作原理压力机是一种常用的机械设备,广泛应用于金属加工、塑料加工、橡胶加工等领域。
它通过施加力量将物体压缩、塑形或者切削,实现各种加工操作。
下面将详细介绍压力机的工作原理。
一、压力机的组成部份1. 主机:包括机架、滑块、传动装置等,是压力机的主要组成部份。
2. 传动装置:将电动机的动力传递给滑块,使其进行上下运动。
3. 控制系统:用于控制压力机的运行,包括启停、速度调节、压力控制等功能。
4. 工作台:用于放置被加工物体的平台,可以根据需要进行升降、旋转等操作。
二、压力机的工作原理1. 传动系统:压力机的传动系统主要由电动机、离合器、变速器和连杆机构组成。
电动机通过离合器和变速器将动力传递给连杆机构,使滑块进行上下往复运动。
2. 控制系统:压力机的控制系统可以根据加工需要进行调整,包括启停、速度调节和压力控制等。
通过控制系统,可以实现压力机的自动化操作。
3. 工作台:被加工物体放置在工作台上,通过调整工作台的位置和角度,可以实现不同角度和方向的加工操作。
4. 加工过程:在加工过程中,通过控制系统控制滑块的运动,使其下降施加压力,将物体压缩、塑形或者切削。
加工完成后,滑块上升,将加工件取出,进行下一步操作。
三、压力机的工作特点1. 高效性:压力机可以实现高速、连续的加工操作,提高生产效率。
2. 精度高:通过控制系统的精确调节,可以实现精确的加工要求。
3. 适应性强:压力机可以根据不同的加工需求进行调整,适合于各种材料和形状的加工。
4. 安全性高:压力机具有多重保护装置,确保操作人员的安全。
四、压力机的应用领域1. 金属加工:压力机可以用于冲压、拉伸、弯曲、剪切等金属加工操作。
2. 塑料加工:压力机可以用于注塑成型、挤出成型等塑料加工操作。
3. 橡胶加工:压力机可以用于橡胶制品的压缩成型、硫化等加工操作。
4. 木材加工:压力机可以用于木材的切削、压缩、成型等加工操作。
总结:压力机是一种常用的机械设备,通过施加力量将物体压缩、塑形或者切削,实现各种加工操作。
温州职业技术学院课程设计说明书课题名称:Dn12卡套坯件复合冷冲模设计作者:方文倩学号:12012110系别:机械工程系专业:模具设计与制造指导老师:何云勇专业技术职务高级工程师2014年06月浙江温州目录第一章绪论 (4)1.1卡套概述 (4)1.2卡套发展现状 (4)1.3卡套的设计与生产工艺流程 (4)第二章落料与变薄拉伸工艺 (5)2.1产品的工艺分析 (5)2.1.1冲压件工艺分析 (5)2.1.2冲压件工艺分析 (5)第三章工艺方案及模具结构类型 (6)3.1件包括落料冲压两个基本工序及参数计算 (6)3.2主要工艺参数计算 (6)3.3确定排样、裁板方案 (7)第四章本制件按此方案进行冲裁和排样 (7)4.1计算各工序压力、压力中心并初选压力机 (8)4.1.2拉伸力的计算 (8)4.1.3压边力的计算 (8)4.2工作零件刃口尺寸计算 (9)4.2.1凹模计算 (9)4.2.2凸模计算 (9)4.3本复合模凹凸模相关尺寸定的确定 (9)第五章主要模板的尺寸设计 (10)5.1 模板尺寸的确定 (10)5.2 复合凹凸模的计算: (10)5.2.1 凹模的外形尺寸: (10)5.2.2 凹模洞口形状的选择 (10)5.3凸模长度的确定 (11)第六章定位导向零件等的选用 (11)6.1 模具的闭合高度 (11)6.2 螺栓 (12)6.3 圆柱销 (12)6.4弹簧 (12)6.5螺钉 (14)6.6螺母 (15)第七章卡套的装配 (16)结论 (17)致谢 (18)参考文献 (19)1 绪论1.1卡套概述卡套式硬管接头广泛用于给类油、气、水介质的压力管路系统的连接,普通用于石化、电力、医药、航空、轻工及其他工业设备控制系统,具有连接密封可靠、抗震、耐高温耐高压、耐介质腐蚀和易于拆装更换的特点。
其中,关键零件卡套为前端带有环状单刃口和双刃口结构的环状薄壁零件,美欧俄各国均制定有相应的技术标准。
压力机工作原理压力机是一种常见的机械设备,用于对工件施加压力,以完成加工、成型、冷锻等工艺。
下面将详细介绍压力机的工作原理。
一、压力机的组成部分1. 主机:包括机身、滑块、传动机构等,是压力机的核心部分。
2. 传动系统:包括电动机、减速器、离合器等,用于提供动力和传递动力。
3. 控制系统:包括电气控制和液压控制,用于控制压力机的动作和工作过程。
4. 保护装置:包括安全防护装置、过载保护装置等,用于保障操作人员的安全。
二、压力机的工作原理压力机的工作原理可以分为两个阶段:闭合阶段和工作阶段。
1. 闭合阶段在闭合阶段,滑块下行,通过传动机构将电动机的旋转运动转化为直线运动,使滑块逐渐接近工作台。
同时,通过液压系统提供的液压缸的作用,使滑块具有足够的压力来闭合模具。
2. 工作阶段在工作阶段,滑块下行到一定位置后,通过液压系统提供的液压缸的作用,将滑块施加在工件上的压力逐渐增大,实现对工件的加工或成型。
当达到设定的压力或行程时,压力机会自动停止工作。
三、压力机的工作过程压力机的工作过程通常包括以下几个步骤:1. 开机准备:检查压力机的各项部件是否正常运行,确保安全防护装置完好无损。
2. 调整模具:根据工件的要求,选择合适的模具,并进行安装和调整。
3. 调整工艺参数:根据工件的要求,调整压力机的工作压力、行程、速度等参数。
4. 开始加工:将工件放置在工作台上,并启动压力机,进行加工。
5. 监控加工过程:通过仪表和监控系统,实时监测压力机的工作状态,确保加工质量和安全。
6. 完成加工:当工件达到要求的尺寸、形状或工艺要求时,停止压力机的工作,取出加工好的工件。
四、压力机的应用领域压力机广泛应用于各个行业,如汽车制造、航空航天、机械制造、电子电器等。
具体应用包括冷冲压、热冲压、冷锻、热锻、压铸等工艺。
总结:压力机是一种重要的机械设备,通过闭合阶段和工作阶段的工作原理,实现对工件的加工和成型。
在工作过程中,需要进行开机准备、调整模具、调整工艺参数等步骤,并监控加工过程,确保加工质量和安全。
压力机的类型及特点你知道吗,这压力机啊,简直就是工业界的“大力士”,它们各有各的能耐,各有各的脾气。
咱们今天就来聊聊这些不同类型的压力机,还有它们那些让人眼前一亮的特点,保证让你听得津津有味。
首先,咱们得说说那最常见的“机械压力机”。
这家伙,简直就是工厂里的老黄牛,勤勤恳恳,任劳任怨。
它的特点嘛,就是力气大,速度还快,咔嚓一下,就能把钢板、铁块压得服服帖帖的。
而且啊,它操作简单,就像咱们开拖拉机一样,上手快,效率高。
不过,话说回来,机械压力机也有它的“小脾气”,比如噪音有点大,就像隔壁老王家装修时那个电钻声,让人听了有点头疼。
再来说说那“液压压力机”。
这家伙,就像是武侠小说里的内功高手,力道柔和却深不可测。
液压压力机最大的特点,就是能够实现精准控制,就像你做饭时调火候一样,轻松自如。
而且啊,它还能压制一些形状复杂、要求精度高的零件,简直就是工业界的“微雕大师”。
不过呢,液压压力机也有它的“软肋”,就是得靠液压油来驱动,一旦油液出问题,它可就“趴窝”了。
接下来,咱们得聊聊“螺旋压力机”。
这家伙,名字听起来就挺有“旋律感”的,其实啊,它是靠螺旋机构来传递压力的。
螺旋压力机的特点,就是力气大得惊人,而且能够平稳地传递压力,就像你慢慢拧紧螺丝一样,不紧不慢,但力量十足。
这种压力机特别适合压制那些需要大力量、长时间保压的零件,简直就是“耐力型选手”。
还有啊,别忘了那“摩擦压力机”。
这家伙,就像是两个老朋友在“搓手”一样,通过摩擦力来产生压力。
摩擦压力机的特点,就是结构简单、维护方便,而且它还能根据零件的形状和大小,自动调整压力的大小和方向,就像是个“智能调节器”。
不过啊,摩擦压力机也有它的“小秘密”,那就是它工作的时候得有点“预热时间”,得让那俩“老朋友”先“搓热乎”了才行。
最后啊,咱们得提一下那“气压压力机”。
这家伙,就像是吹气球的原理一样,通过压缩空气来产生压力。
气压压力机的特点嘛,就是环保、节能、速度快。
压力机的组成及工作原理压力机是一种常见的工业设备,用于对物体施加压力以实现加工、成型、压缩等工艺目的。
一般而言,压力机由以下几个主要部分组成:1. 机架:承载和支撑整个压力机的主要框架结构,通常由坚固的钢材制成。
2. 液压系统:压力机的主要动力来源,通过液压系统提供高压力的液体,驱动缸体及工作台进行运动。
液压系统包括压力油箱、液压泵、液压阀、液压缸等部件。
3. 电气控制系统:负责监控和控制压力机的运行状态以及各种动作的执行。
主要包括电控柜、电控线路、传感器等。
4. 拉杆机构:将液压系统提供的线性运动转换成压缩或拉伸力的机构。
常见的拉杆机构包括摇臂式、螺旋式、摩擦式等。
5. 工作台:用于安放待加工物体的平台,通常由坚固的钢板制成。
工作台上还可以固定模具,以实现特定的加工目的。
压力机的工作原理是利用液压系统提供的高压力液体产生大的力,通过拉杆机构将力传递给待加工物体,从而实现加工的目的。
具体工作过程如下:1. 准备阶段:打开压力机的电源,开启液压泵。
液压泵开始工作,将液压油从油箱中抽取并提供给液压系统。
电气控制系统对压力机进行监控和控制。
2. 送压阶段:将待加工的物体放置在工作台上,调整工作台的位置和方向。
通过电气控制系统控制液压泵工作,提供高压力的液压油进入液压缸。
液压油作用在液压缸的活塞上,活塞开始向外移动。
拉杆机构将活塞的直线运动转化为大的压缩或拉伸力作用在待加工物体上。
3. 加工阶段:压力机施加的力将物体进行加工,使其形成所需的形状、尺寸或压缩度。
待加工物体在压力的作用下发生形变或压缩。
4. 释放阶段:完成加工后,关闭液压泵。
液压油停止流动,液压缸的活塞停止运动。
通过手动或自动操作将工作台上的物体移除,准备进行下一轮的加工。
需要注意的是,压力机的具体结构和工作原理可能会因不同类型和用途的压力机而有所不同,以上是一般压力机的常见组成和工作原理。
压力机的组成及工作原理
压力机是一种用来对材料施加压力的机械设备,通常由以下几个主要组成部分构成:
1. 底座:压力机的整体支撑结构,通常由重型钢板焊接而成。
2. 水平梁:连接在两侧立柱上的平行梁,用于支撑上横梁和滑块,使其能够在水平方向上运动。
3. 立柱:连接在底座上的垂直支撑柱,用于支撑水平梁和滑块,并能够保持其垂直运动轴向。
4. 上横梁:连接在两个立柱之间,并与水平梁平行的横梁,用于支撑滑块和压力机工作渠道。
5. 滑块:安装在上横梁上的运动部件,用于施加压力在工作件上。
滑块通常由电机或液压系统提供的动力进行驱动。
6. 工作台:用于支撑和夹紧工作件的平台,可以根据需求进行升降或水平调整。
压力机的工作原理可以简单概括为以下几个步骤:
1. 准备工作:将待加工的工作件放置在工作台上,并根据需要进行夹紧固定。
2. 加力:通过控制滑块的运动来施加压力在工作件上。
滑块可
以通过电机、液压系统或其他力传递装置进行驱动。
通常,滑块会在上横梁的导向下进行垂直运动。
3. 加工:当压力施加到工作件上时,其可以进行压制、冲裁、成形等不同类型的加工操作。
这些操作通常由特定的模具或刀具完成。
4. 释放压力:当加工操作完成后,滑块可以回退到其起始位置,并释放对工作件的压力。
5. 取出工件:最后,从工作台上取出已加工完毕的工件,准备进行下一步的加工或使用。
总的来说,压力机通过施加压力并借助特定的工具或模具完成对工作件的加工和成形。
根据不同的应用需求,压力机的工作原理和组成部分可能有所差异。
课程设计说明书目录1 冲压工艺分析 (3)1.1 冲裁件的结构工艺性 (3)1.2 零件尺寸精度与表面粗糙度分析 (3)1.3 零件材料分析 (4)1.4 冲压加工的工艺分析 (4)3 工艺尺寸计算 (5)3.1排样、计算条料宽度及确定步距 (5)3.2 冲裁力的计算 (7)3.3 压力中心的计算 (8)3.4 刃口尺寸的计算 (10)4 模具零件设计 (11)4.1 卸料板的设计 (11)4.2 弹性元件橡胶的设计 (11)4.3 落料凹模 (12)4.4 模架的选择 (13)4.5 凸凹模固定板,凸模固定板厚度 (14)4.6 凸模的设计 (15)4.7 凸凹模的设计 (16)5 参考资料 (17)6 附录: (17)课题材料08钢,料厚2mm,生产批量,小批量图1—零件尺寸1 冲压工艺分析1.1 冲裁件的结构工艺性由零件图可知,该零件结构简单,呈T行,上下对称,可采用少废料排样。
零件内部有两个较大直径的孔,零件外形存在清角。
无悬臂和窄槽。
两孔的尺寸d>1.0t,两孔之间的间距d1>1.5t,两圆孔的孔边距k>1.5t。
符合工艺性。
、图2—两件尺寸1.2 零件尺寸精度与表面粗糙度分析工件为图一冲孔落料件,材料厚度为2毫米,冲裁件尺寸较大。
零件图上所有尺寸均未标注公差,属自由公差,可按IT14级确定工件尺寸的公差。
通过普通冲裁即可达到零件精度要求。
1.3 零件材料分析材料为08钢,厚度t=2mm材质为极软的碳素钢,。
抗拉强度σb (MPa):≥325,屈服强度σs (MPa):≥195,抗剪切强度τ(MPa)≥260。
其强度、硬度较低,而韧性、塑性却较高,适合冲裁。
图3—材料性能1.4 冲压加工的工艺分析根据工件的形状、尺寸、精度分析,孔的直径寸,孔边距等,都能满足冲裁加工工艺要求。
但为了提高模具寿命,建议将所有90°清角改为R1的圆角。
结论:综合以上材料性能、零件结构、尺寸精度的分析,该零件可以采用普通冲裁的方法获得。
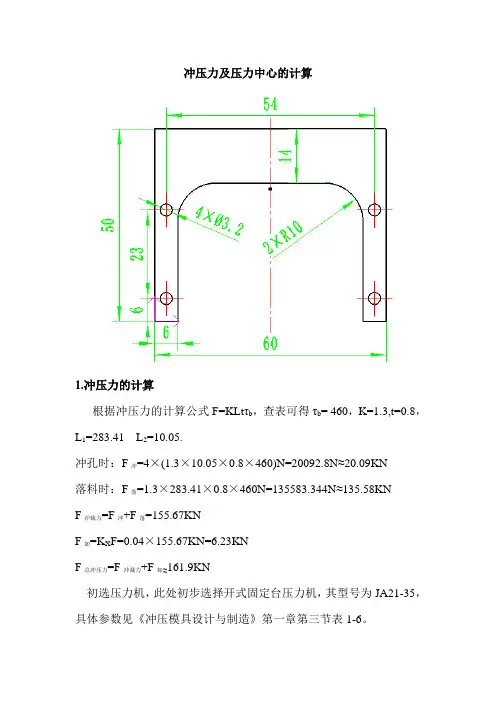
冲压力及压力中心的计算1.冲压力的计算根据冲压力的计算公式F=KLtτb,查表可得τb= 460,K=1.3,t=0.8,L1=283.41 L2=10.05.冲孔时:F冲=4×(1.3×10.05×0.8×460)N=20092.8N≈20.09KN落料时:F落=1.3×283.41×0.8×460N=135583.344N≈135.58KNF冲裁力=F冲+F落=155.67KNF卸=K X F=0.04×155.67KN=6.23KNF总冲压力=F冲裁力+F卸≈161.9KN初选压力机,此处初步选择开式固定台压力机,其型号为JA21-35,具体参数见《冲压模具设计与制造》第一章第三节表1-6。
2.压力中心的计算如上图所示,以冲压件的左下角建立直角坐标系,计算出每一段线段及圆弧的长度,标出每一段线段及圆弧的压力中心的坐标,列入下表。
线段符号长度线段或圆弧压力中心的坐标L150 (0,25)L260 (30,50)L350 (60,25)L4 6 (57,0)L526 (54,13)L615.7 (51.071,33.071)L728 (30,36)L815.7 (8.929,33.071)L926 (6,13)L10 6 (3,0)L1110.05 (3,6).L1210.05 (3,29)L1310.05 (57,29)L1410.05 (57.6)依据压力中心的计算公式x0=(L1x1+L2x2+…+L14x14)/(L1+L2…+L14 )y0=(L1y1+L2y2+…+L14y14)/(L1+L2…+L14 ) 把上表中的数值代人上述公式可得:x0=30,y0=34.48即冲压件的压力中心坐标为(30,34.48)。
冲压件工艺性分析与计算一.冲压件工艺性分析〔1〕材料分析08F是优质沸腾钢,强度低和硬度、塑性、韧性好,易于拉伸和冲裁成形。
〔2〕结构分析冲压件为外形为弧形和直边组成近似矩形的结构、有凸缘筒形浅拉深、冲三个圆孔的结构。
零件上有3个孔,其中最小孔径为5.5mm,大于冲裁最小孔径dmin ≥1.0t=1.2mm的要求。
另外,孔壁与制件直壁之间的最小距离满足L=3.475≥R+0.5t=1.6.的要求。
因此,该零件的结构满足冲裁拉深的要求。
〔3〕精度分析零件上有4个尺寸标注了公差要求,由公差表查得其公差要求都属于IT11~IT13,因此,一般冲裁能够满足零件的精度要求。
由以上分析可知,该零件能够用一般冲裁和拉深的加工方法制得。
二.冲压件工艺方案的确定〔1〕冲压方案完成此工件需要落料、拉深、冲孔三道工序。
因此能够提出以下5种加工方案分:方案一:先落料,再冲孔,后拉深。
采纳三套单工序模生产。
方案二:落料—拉深—冲孔复合冲压,采纳复合模生产。
方案三:冲孔—拉深—落料连续冲压,采纳级进模生产。
方案四:拉深—冲孔复合冲压,然后落料,采纳级进模生产。
方案五:落料—拉深复合冲压,然后冲孔。
采纳两套模生产。
〔2〕各工艺方案的特点分析方案一和方案五需要多套工序模,模具制造简单,修理方便,但生产成本较低,工件精度低,不适合大批量生产;方案二只需一副模具,冲压件的形状位置精度和尺寸精度易于保证,且生产效率高。
方案三和方案四的级进模,生产效率高,但模具制造复杂,调整修理苦恼,工件精度较低;〔3〕工艺方案的确定比较三个方案,采纳方案五生产更为合理。
尽管模具结构较其他方案复杂,但 由于零件的几何形状简单对称,模具制造并不困难。
因此,在本设计中,将采纳落料、拉深复合模的设计方案。
三.冲压工艺运算〔1〕凸、凹模刃口尺寸的运算依照零件形状特点,刃口尺寸运算采纳分开制造法。
落料件尺寸的运算,落料差不多运算公式为A 0max A )(δ+-=X ΔD D0min max 0min A T T T )()(δδ----=-=Z X ΔD Z D D尺寸44mm ,经查得该零件凸、凹模最小间隙Z min =0.126mm ,最大间隙Z max =0.180mm ;凸模制造公差m m 02.0T =δ,凹模制造公差m m 03.0A =δ。
编号:课程设计说明书题目:TIPTOP—QDT53型调整垫片级进模设计院(系):机电工程学院专业:机械设计及其自动化学生姓名:学号:0901120513指导教师:职称:讲师题目类型:理论研究实验研究工程设计工程技术研究软件开发2012 年 6 月25 日摘要本课程设计的是一个标准件的级进模设计,它是一个由TIPTOP公司生产的工装元件——QDT53型调整垫片。
本文首先分析了冲压技术在社会中的地位和发展前景,结合国内市场的情况,模具要改进的地方以及要向别人借鉴的地方。
首先要对所给的设计课题进行分析,要分析模具进行加工的方向,所用的材料及精度是否符合要求。
其次在此基础上,提出了冲裁模的总体结构方案,详细的分析了模具的类型及根据生产条件来确定制件的操作,根据出件的容易程度来确定出件方式和卸料方式。
当确定了模具的总体结构方案后,对冲裁件的工艺进行计算,计算后就对模具进行总体的结构零件的设计及选择。
本课题取得的结论就是对零件进行工艺性分析,提出了制件的工艺性方案为级模,采用此工艺方案提出了冲件有较好的精度和平整度。
根据零件的冲裁工艺方案,采用正装式级进模;采用自动送料,为保证制件的质量提出了弹压卸料形式;制件的出件方式为上出件;考虑废料的遗留问题,采用下出件的方式。
对压力中心的计算是提出初选压力机的依据,确定初选的压力机后,对凸模、凹模的刃口进行计算,因主要冲裁件的尺寸精度主要取决于凸模、凹模刃口尺寸及公差的计算,模具的合理间隙也是靠刃口尺寸及其公差来保证;模具总装图零件图的绘制等。
作为模具的设计与制造,本课题提出的级进模设计方案仍然有许多不完善的地方,比如还是用半自动化操作,若要发展此行业就要不断的提高生产效率,降低生产成本,尽量采用全自动化的机器来代替人工操作。
对于现在国内的发展情况来看,本课题的研究结果仍然具有相当的成效,并有较高的参考价值和实用价值。
关键词:级进模;工艺性分析;结构方案;零部件;总装图;零件图AbstractThis course design is a standard of progressive die design, it is a production company of equipment by the TIPTOP components-QDT53 type adjustment washers. This paper first analyzes the stamping technology in social status and the development prospect, combining the domestic market, mould to improve the place and ask people reference place. First of all to the design task analysis, the analysis of the direction of the mould processing, used materials and precision whether meet the requirements. Then based on this, puts forward the general structure of the stamping die scheme, and detailed analysis of the types and the die according to the production conditions to make sure the product's operation, according to a degree of easy to determine a way and discharging mode. Be sure the overall structure of the die after scheme, hedge cutting a process of calculation, to die in overall after the structure of the components of the design and choice.This subject is the conclusion is obtained to parts technology are analyzed, and the drawing of the scheme for the technology level modules, use this technology plan put forward the stamping is of high precision and smoothness. According to the parts of the cutting process plan, the loading is progressive die; The automatic feed, to ensure that the product's quality put forward when unloading form; Drawing of a way for on a; Consider the legacy of waste, adopt a way. The calculation of the pressure center is put forward based on primary press, determine the primary after press, to the punch, concave die calculated the blade, for the main blanking pieces mainly depends on the size of the accuracy of the punch, concave die size and the calculation of the tolerance, mould reasonable clearance is also depend on the size and tolerance to ensure; Mold assembly figure component drawing, etc. As the die design and manufacture, the subject of the proposed design scheme of progressive die there are still many drawbacks, such as or with half an automatic operation, if we are to develop this industry will continuously improve the production efficiency, reduce the production cost, make use of the automatic machine instead of manual operation. For now the development of domestic situation, this topic research results are still quite results and have higher reference value and practical value.Keywords: progressive die; Technology analysis; Structure scheme; and Components. Assembly figure; Parts drawing目录引言.......................................... 错误!未定义书签。
压力机工作原理一、什么是压力机?压力机,是一种用于加工金属材料的设备,主要用于以下四种加工操作:拉、压、转和压缩。
在各个行业中,压力机都扮演着非常重要的角色。
例如,在汽车制造业中,压力机用于制造汽车零部件;在航空航天业中,压力机用于制造飞机部件;在家具制造业中,压力机则用于制造家具骨架。
二、压力机的工作原理压力机的工作原理有以下几个方面:1.传动系统压力机的传动系统由电动机、离合器、齿轮、连杆等组成。
电动机通过带动离合器来使机床运动。
2.液压系统液压系统由油泵、油管、油箱、油缸、压力表组成。
电动机通过油泵向油沼中压入油后,油通过管路进入油缸中。
由于机械力的作用,油在油缸中产生压力,从而完成压力机的工作。
3.机床系统机床系统包括滑板、压板、支撑架和铝圆柱等部件。
滑板与压板之间的距离称为行程,行程可以通过机床系统的调整来实现。
三、压力机的分类按照不同的结构,压力机可以分为以下几种:1.液压压力机液压压力机主要依靠液压油缸产生的压力来完成工作,具有压制精度高、工作平稳等特点。
2.机械压力机机械压力机主要通过机械力量来完成工作,具有生产效率高、成本低、操作简单等特点。
3.气动压力机气动压力机主要通过气压缸产生的气压来完成工作,具有使用寿命长、维护简单等特点。
四、压力机的应用压力机被广泛应用于各个行业中,主要包括以下几个方面:1.汽车制造业压力机被用于制造汽车零部件,例如发动机缸体、车身结构等。
2.航空航天业压力机被用于制造飞机部件,例如机翼、飞行控制面等。
3.家具制造业压力机被用于制造家具骨架和沙发靠背等部件。
4.电子制造业压力机被用于制造电子元器件,例如电容器、电感等。
五、如何维护压力机?1.定时润滑定时润滑可以使机器能够更加平稳地工作,减少机器磨损。
2.注意电机的散热压力机电机散热是非常重要的,应该确保其良好的通风和散热。
3.定时检查电线连接定时检查电线连接是否松动或腐蚀,确保电机运转正常。
4.清洁机器定期清洁机器,可以减少机器磨损和机器故障的发生。
315t压力机参数315t压力机是一种重要的机器,它可以在工业生产中承担多项任务。
为了让大家更加了解这个设备,下面将从不同的角度出发,介绍315t压力机的相关参数信息。
第一步,我们来关注315t压力机的主要参数。
这种压力机的最大压力为315吨,最长活塞行程可达400毫米,其最大工作台面积为800毫米,从而使得它可以满足大多数加工需求。
在使用这种设备的过程中,其最大下行速度可达180毫米/秒,最大冲程可达280毫米/秒,而其最大冲次则为50次/分钟,因此315t压力机可以在强力和效率上两者兼备。
第二步,我们需要了解315t压力机的动力参数。
这种机器通常由电机或液压机械驱动,从而使得它的工作效率能够得到保证。
其中,当使用电动机驱动时,其功率通常在22千瓦至45千瓦之间,极大地提高了设备的生产效率。
而当使用液压机械时,其油泵流量通常为100升/分钟至200升/分钟之间,从而满足了设备高强度的工作需求。
第三步,我们需要了解315t压力机的控制参数。
如今,随着计算机技术的发展,数字控制技术已经普及到了各行各业中,而压力机也不例外。
采用数字控制技术的315t压力机能够进行精准控制,从而大大提高了制造精度和稳定性。
同时,这种机器还配备了自动保护装置,一旦出现异常情况,设备就会自动停止工作,以避免损坏设备和人身安全。
综上所述,315t压力机是一种优秀的工业生产设备,其主要参数包括最大压力、最长行程、工作台面积以及动力参数和控制参数,这些都是决定设备质量和性能的关键因素。
在今后的生产中,我们应该更加重视这些参数,充分利用315t压力机的实用性和高效性,以提高我们的生产效率和质量。
压力机的规格和主要参数1. 压力机的定义压力机是一种工业设备,用于对物体施加压力或压缩力以改变其形状或性质。
它可以广泛应用于金属加工、塑料加工、橡胶加工等领域,用于冲压、压模、压缩、拉伸等工艺。
2. 压力机的主要参数2.1 最大工作压力最大工作压力是指压力机所能产生的最大压力。
不同类型的压力机的最大工作压力有所不同,一般在数千牛顿到数百千牛顿之间。
2.2 动作速度动作速度是指压力机在加工过程中的行程速度。
压力机的加工过程一般分为下行、工进、上升和回程四个阶段,每个阶段的速度都可以独立调节。
根据不同的加工需求,可以通过调节动作速度来控制加工的效率和质量。
2.3 工作台尺寸工作台尺寸是指压力机工作台的长度和宽度。
不同规格的压力机的工作台尺寸有所差异,可以根据具体的加工需要选择合适的规格。
2.4 施加力的方式压力机施加力的方式有两种:机械力和液压力。
机械力是通过传动装置和机械结构产生的力,一般适用于小型的压力机;液压力是通过液压系统产生的力,可以实现大范围的力调节,适用于大型的压力机。
2.5 控制系统控制系统是指压力机的自动化控制装置,用于控制压力机的运行和工艺参数的调节。
常见的控制系统有手动控制、半自动控制和全自动控制,不同的控制系统可以满足不同的加工需求。
2.6 安全装置安全装置是保证压力机运行安全的重要部件,常见的安全装置有双手保护装置、光电保护装置和急停开关等。
安全装置可以及时停止压力机的运行,以避免事故的发生。
3. 压力机的规格3.1 机身结构压力机的机身结构有两种:C型结构和H型结构。
C型结构压力机的机身呈C形,适用于小型和中型的压力机;H型结构压力机的机身呈H形,适用于大型的压力机。
机身结构的选择应根据具体的加工需求和工作台尺寸来确定。
3.2 驱动方式压力机的驱动方式有电动驱动、液压驱动和气动驱动等。
电动驱动的压力机使用电动机作为动力源,适用于大部分加工需求;液压驱动的压力机使用液压系统作为动力源,可以实现大力气的调节;气动驱动的压力机使用气动系统作为动力源,一般用于小型的压力机。
小型压力机的发展历程
小型压力机是一种用于对物体施加压力的设备,它在工业生产
和制造过程中起着至关重要的作用。
随着科学技术的不断发展,小
型压力机经历了多个阶段的发展,逐步实现了从简单粗糙到精密高
效的演变。
最早的小型压力机可以追溯到古代,人们利用简单的机械原理
和手工操作来进行压制和成型。
随着工业革命的到来,小型压力机
得到了更大的发展。
蒸汽动力的应用使得压力机的压力和效率得到
了大幅提升,从而推动了工业生产的进步。
20世纪初,随着液压技术的发展,小型压力机逐渐从传统的机
械式转变为液压式,这使得压力机的精度和稳定性得到了显著提高。
随后,随着电子技术的进步,电子控制系统被引入到小型压力机中,使得其自动化程度大大提高,生产效率得到了显著提升。
近年来,随着智能制造技术的兴起,小型压力机也开始向智能化、自动化方向发展。
采用先进的传感器技术和智能控制系统,使
得小型压力机能够实现更加精准的控制和监测,从而满足了不同行
业对于生产精度和效率的需求。
可以预见,随着科学技术的不断进步,小型压力机将会继续朝着更加智能化、高效化的方向发展,为工业生产和制造业带来更大的便利和效益。
冲裁件的工艺性分析一.硅钢片的结构工艺性1.冲裁件材料。
电工硅钢D422.冲裁件结构。
该零件结构简单,内外有尖角。
3.冲裁件上的悬臂与凹槽。
硅钢属于低碳钢,其宽度B 为16mm ,长度为80mm ,符合悬臂与凹槽的最小宽度B 和最大长度L 。
二.硅钢片的精度和断面粗糙度精度,硅钢片其要求最高加工精度为012.016 ,属于IT11级。
其余内、外形尺寸均可选用IT11级巨额满足冲裁要求。
结论:该零件冲裁工艺良好,可以冲裁加工。
三.确定冲压工艺方案该零件是个落料件,只有落料一道基本工序。
采用单工序模生产。
四.工艺计算1.计算冲压力,采用刚性卸料装置和下出料方式冲模。
1.1.冲裁力F ,根据冲裁力的计算公式b Lt F σ=,根据网上获取取MPa b 480=σ)(7689616803280328032801696128mm L =+++++++++++=,得)(2949124808.0768N Lt F b =⨯⨯==σ1.2推件力T F ,根据推件力的计算公式F nK F T T =,查表1-8取055.0=T K ,且凹模洞口直刃高度h 取4mm ,58.04=÷==t h n ,得)(8.81100294912055.05N F nK F T T =⨯⨯==1.3总冲压力Z F ,计算总冲压理,)(3800008.3760128.81100294912N F F F T Z ≈=+=+= 2.初选压力机。
根据总冲压力Z F 选择压力机的标称压力,因为%80630380380000⨯<=KN KN N ,所以初选为J23-63型开式可倾曲柄压力机五.剪板机1.板料规格。
选用mm mm mm 8.012502000⨯⨯ 2.剪板机型号选用六.填写冲压工艺过程卡。
按分析计算的结果填写冲压过程工艺卡,见下表。
冲压工艺过程卡班级:模具0933 姓名:陈XX日期:2010-10-14。
建东职业技术学院设计说明书支撑板弯曲模设计料厚:2mm生产批量:中1.弯曲摸设计的前期准备在确定工件类型是弯曲件后,要根据零件图及生产批量要求分析弯曲件的工艺性。
2.阅读弯曲件产品图。
阅读弯曲件产品的主要目的是了解产品图中弯曲件的尺寸要求材料要求是没否满足弯曲件的工艺要求,若工件某个尺寸不能满足弯曲件的工艺要求,若工件某个尺寸不能满足弯曲工艺要求。
3.分析弯曲件工艺。
如支撑板工件是典型的U形件,零件图中的尺寸公差为未注公差,在处理这类零件公差等级时,均按工件IT14级要求。
弯曲圆角半径尺为2MM。
大雨最小弯曲半径,故此件形状尺寸精度均满足弯曲工艺的要求,可用弯曲工序加工。
4.弯曲模总体方案的确定。
1弯曲模类型的确定。
根据工件的形状,尺寸要求来选择弯曲模的类型。
此工件属于典型的U形弯曲状,故采用U形件弯曲模结构。
2弯曲模结构形式的确定。
U形件弯曲模在结构上分顺出件与逆出件两大类型。
次工件采用逆出件弯曲模结构。
3.弯曲模结构简图的画法。
根据所确定的弯曲模结构形式,把弯曲工件疾厄宫部分画出,这时画出的结构图是工件示意图,不需要按比例画,其目的是为了分析所确定的结构是否合理,毛胚弯曲后能否满足产品技术要求,根据分析结果对模具简图进行修正,为最后确定弯曲模结构做准备如图:{1}模具的组成,支撑板弯曲模的上模主要由上模座1.凸模2.下模主要由凹模组成3.凹模固定板4顶板5凹模垫板6顶杆7螺杆8下模座9等零件组成。
{2}模具的特点该模具结构简单,在压力机上安装,调整方便,顶板在弯曲时与凸模将板料夹紧,并且背压力可以根据需要调节大小始终能对工件底部施加较大的反顶压力,能使工件底部保持平整,能有效的防止弯曲件的滑移,由于弯曲结束时制件能得到可靠的校正,因而大大的减小了制件的回弹量。
{3}模具的工作过程,工作时先将板料放在固定板上模下行,凸模工与顶板与将板料夹紧。
凸模与凹模对板料进行弯曲直至顶板与凹模垫板接解,并对弯曲件施加了校正力,弯曲结束后顶板可将弯曲件顶出凹模.5.弯曲工艺计算。
1.弯曲件展开长度计算。
{1}无圆角半径的弯曲件根据毛胚制件等体积法计算。
{2}有圆角半径的弯曲件根据中性层长度不变原理计算因为r=3.5>0.5t=0.5*2.5=1.25mm.属于有圆角半径的弯曲件。
所以弯曲件的展开长度按直边区与圆角区分段进行计算。
视直边区在弯曲前后长度不变,圆角区展开长度按弯曲前后中性层长度不变条件进行计算。
{1}变形区中性层曲率半径ρ=r+kt=3.5+0.38*2.5=4.45mm {2}毛胚尺寸L2=∑l+∑A其中A=[(180°-β)π/180°]*ρA=παρ/180°=(3.14*90°/180°)*4.45=6.98mm该零件的展开长度为L2=26*3.5+42+6.98*2=146.96mm以上格式中ρ-中性曾弯曲半径mm k-中性层位系数,查表k=0.38r-弯曲内弯曲半径mm t-弯曲件材料厚度mmL2-弯曲件的展开长度mmα-弯曲中心角(°)β-弯角(°)2.弯曲件圆弹值的计算。
(1)小变形程度时的回弹值,小变形程度,回弹大,先计算凸模圆角半径,再计算凸模角度。
{1}凸模工作部分的圆角半径r1=r/(1+18sr/Et)mm{2}凸模角度α1=rα/r1=r(180°-βjc°)(2)大变形程度时的回弹值,大变形程度,回弹半径回弹小不必计算,只计算凸模角度。
α为90°时a查表得到△α90的值b计算回弹角△α=α△α90/90°计算凸模中心角α1=α-△α以上各式中E-弯曲件材料为弹性模量,Mpa6s-弯曲件材料的层服极限MpaR1-凸模的圆角半径mmr-弯曲件材料的厚度mmt-弯曲件材料厚度mmα1-凸模的圆角部分中心角(°)α-弯曲件的中心角β-弯曲件的弯角(3)校正弯曲时的回弹值α查表得到△α90的值b计算回弹角△α=α△α90/90 c将回弹角进行修正△α=k△αd计算凸模中心角α1=α-△αj式中△αj-校正弯曲时的回弹角,k-修正系数,可查表得到(4)工件回弹问题的解决,当工件精度要求不高或校正弯曲时生产中常采取调整凸凹模间隙的方法解决工件回弹问题。
设计弯曲结构时,把凹模做成成可调式,本例即采用此方法。
6.弯曲力的计算。
(1)U形件的弯曲的弯曲力P=KBt6b(2)U形件接触弯曲的弯曲力p触=0.7KBt6b/r+t(3)校正弯曲的弯曲力p校=AP(4)顶件力及压料力P顶=P压=(0.3-08)P=(0.3-0.8)P以上各式中K-系数,一般取K=1.3B-弯曲线长度mmt-板料厚度mm6b-材料抗拉强度MPaA-校正部分投影面积mm P-单位面积上的校压力MPa P=100MPa7冲压力的总和.(1)无压力时的弯曲P总=P面=P触(2)有压料时的弯曲P总=P触+P压(2)校正弯曲时P总=P校校正弯曲力最大是在压力机工作到下死点的位置,且校压力远远大于自由弯曲力,而在弯曲工作过程中=又不是同时存在,因此,只计算校压力,即P总=P校=45*55*100=247.5KN初选压力机(1)公称压力的选择选择压力机时,要根据模具结构来即冲压时工艺力的确定,当施力行程较大时(50%~60%)P>P总,总和不能大于压力机公称压力的50%~60%。
校正弯曲时,更要使额定压力有足够的富裕,一般压力机的公称压力要大于校正弯曲力的1.5~2倍。
公称压力=1.8X200=360(kn)初选压力机的公称压力喂400N,即J23-40型压力机(2)行程次数选择用于弯曲的压力机行程次数主要考虑以下因素:1.考虑操作方式2.弯曲时,金属变形需要过程次数来提高生产效率3该件为小批量,不需要较大的行程次数啦提高生产效率J23-40型压力机的行程次数有45次/min和90次/min等,依据上述因素,选择45次/min。
(3)滑块行程S滑块行程是指滑块最大运动距离,即曲柄旋转一周,上死点至下死点的距离。
其值为去曲柄半径的2倍:S=2R选择用于弯曲的压力机的滑块行程主要考虑:1要保证毛坯放进和工件取出,应使滑块行程大于工件高度2倍以上,S>2H2该件为小批量,不需要以限制行程来增加行程次数来提高生产效率J23-40型压力机的滑块行程为80mm,大于工件高度的2倍。
满足电极板弯曲时的冲压行程。
即.S>2H80>2x30(4)闭合高度压力机的闭合高度是指滑块再下死点时,滑块底面到工作台之间的距离。
1压力机的闭合高度可以通过调整连杆长度来改变其大小,将连杆调至最短时,闭合高度最大。
反之最小。
J23-40型最大闭合高度为330mm,连杆调整至65mm,故最小闭合高度为265mm2当压力机工作台面上有垫板时,用压力机的闭合高度减去垫板厚度,就是压力机的装模高度,没有垫板的压力机,其装模高度与闭合高度相等。
3模具的闭合高度是指压力机滑块在下止点位置时,模具上模座上平面至下模座下平面之间的距离。
它与压力机的配合关系应遵循:(Hmax-Hd)-5>H>(Hmin-Hd) +10330-5>H>265+10325>H>275(5)工作台尺寸压力机工作尺寸应大于下模周界50~70mm。
J23-40型压力机的工作台面为460x700mm,那么模具的下模座为460x700mm(6)模柄孔尺寸直径x深度为50x70mm弯曲模零件设计计算(1)凸模圆角半径1当弯曲件r>10时,凸模圆角半径为R1=R/1+3(b r/Et)2当弯曲件较小时,凸模圆角半径为R1=R(2)凹模圆角半径凹模圆角半径不能过下,以免增加弯曲力,擦伤工件表面。
此工件两边弯曲高度想同,属于对称弯曲,凹模两边圆角半径Ra应取大小一致,该工件厚度为t=2mm,故凹模圆角半径Ra=2t=4mm(3)凹模工作部分深度计算凹模工作部分深度将决定板料的进模深度,同时也影响到弯曲件直边的平直度,对工件的尺寸精度造成一定的影响。
U型弯曲摸凹模工作部分深度可查相关设计资料即能满足要求。
此弯曲件的直边高度为30mm,板厚2mm,查《冲压工艺与模具设计》得凹模工作部分深度ha=20mm(4)凹凸模间隙由于设计模具结构时把凹模设计为可调式,故也将模具间隙值定为材料厚度。
(5)凸凹模横向尺寸及公差依据零件图得知工件标注内形尺寸,故设计凸凹模时以凸模为基准,间隙取在凹模上。
凸模横向尺寸Lt=(L+K1⊿)=(50+0.75x0.39)=50.29凹模横向尺寸La=(Lt+Z)=(50.29+2x2)=54.29弯曲模其他零件的设计和选用1)弹顶器弹顶器采用聚氨酯橡胶做弹性元件,弹性元件的高度按凸模工件进入凹模深度5倍指取出2)定位定位采用毛坯外形定位弯曲模闭合高度的设计计算弯曲模闭合高度是指冲床运行到下死点时模具工作状态的高度。
故模具闭合高度为H=Hs+Hg+Ha+Hd+Hx+Y=35+25+40+15+40+25=190式中:H:模具闭合高度Hs:上模座高度Hg:凸模固定板厚度Ha:凹模厚度Hd:垫板厚度Hx:下模座厚度Y:安全距离,一般取20~25mm弯曲模在压力机上的安装根据弯曲模的闭合高度,下模座的平面尺寸及所选压力机的额定压力,确定要安装的设备,磨具安装时,先装上模,固定好,根据上模的安装位置,调整下模与上模的间隙。
调整好后,把下模预紧,经冲床空运行无问题,停机后,吧下模固定好,再经行试摸。
压力机的选择根据弯曲力的计算选压力机型号为J23-40。