3.薄壁不锈钢管环压连接施工工艺标准
- 格式:doc
- 大小:1.03 MB
- 文档页数:2
薄壁不锈钢管环压连接施工工法薄壁不锈钢管环压连接施工工法一、前言薄壁不锈钢管环压连接施工工法是一种常用的管道连接方法,其通过环形金属夹套将管道连接固定,并利用外力施加在夹套上的压力,使管道连接紧密可靠。
本文将详细介绍该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析以及一个工程实例。
二、工法特点薄壁不锈钢管环压连接施工工法具有以下特点:1. 施工方便快捷,无需焊接或使用其他复杂的连接方法,节约时间和人力成本。
2. 管道连接紧密牢固,具有良好的密封性能,能够承受较高的压力和温度。
3. 工法适用于各种材质的管道连接,包括不锈钢管、铜管、铝管等。
4. 工法使用的环形金属夹套具有较长的使用寿命,能够满足长期使用的需求。
5. 施工过程中无需使用明火,安全性高,适用于各种工程环境。
三、适应范围薄壁不锈钢管环压连接施工工法适用于以下范围:1. 工业管道系统,包括化工、制药、食品等领域的管道连接。
2. 建筑中的供水、排水、暖通等管道系统。
3. 石油、天然气和其他液体或气体输送管道。
四、工艺原理薄壁不锈钢管环压连接施工工法的工艺原理主要是通过金属夹套施加在管道上的压力,使夹套与管道紧密接触,进而实现管道连接的目的。
具体的施工工艺包括以下几个步骤:1. 准备工作:清理管道表面、检查夹套和密封圈的完整性。
2. 安装环形金属夹套:将夹套套在管道连接口的上方,并用扳手逐渐加压,直至达到所需的连接紧度。
3. 安装密封圈:在夹套上下端安装密封圈,确保连接处不漏水或漏气。
4. 安装支架:根据需要,安装管道支架进行固定和支撑。
五、施工工艺薄壁不锈钢管环压连接施工工法的具体施工工艺如下:1. 清理管道表面,确保管道表面无油污、灰尘等杂质。
2. 检查环形金属夹套和密封圈的完整性,确认无损坏或缺陷。
3. 根据管道连接需求,选择合适的夹套规格,并在管道上方套上夹套。
4. 用扳手逐渐加压,使夹套与管道紧密接触,并达到所需的连接紧度。
完整版)薄壁不锈钢管卡压式连接施工工艺直径32~50mm时应为50mm,工程直径65mm及以上时应为60mm。
4.管道连接1)薄壁不锈钢管卡压式连接的连接方式有三种:单卡压式、双卡压式、三卡压式。
2)连接前应确保管子插入管件的深度符合要求,卡压工具的选择应根据管子直径和卡压式连接的类型选择相应的卡压工具。
3)连接完成后,应进行水压试验,试验压力应符合设计要求,无渗漏现象。
5.管道保温1)管道保温应按设计要求进行,保温材料应符合国家现行标准。
2)保温材料的厚度应根据设计要求确定,保温层应均匀、紧密、无空鼓、无裂缝。
3)保温层表面应光滑、平整、无砂眼、无毛刺、无划痕。
4)保温层应与管道连接紧密,不得有松动现象。
6.管道试压1)管道敷设、连接完成后,应进行水压试验,试验压力应符合设计要求。
2)试验时应按设计要求逐级增加试验压力,试验时间应不少于30分钟。
3)试验中应注意观察管道和连接处是否有渗漏现象,如发现渗漏应及时处理。
7.管道冲洗消毒1)管道试压合格后,应进行冲洗消毒,确保管道卫生达标。
2)冲洗消毒应按XXX颁布的《建筑给水排水及采暖工程施工及验收规范》GB )的要求进行。
3)冲洗消毒完成后,应进行水质检测,水质应符合国家有关标准。
薄壁不锈钢管卡压式连接施工工艺可以降低管道施工成本,因为这种工艺不需要复杂的套丝机和电焊机等机具,也不需要切削液和焊剂等添加物。
相比传统的焊接和丝扣连接,薄壁不锈钢管卡压式连接施工工艺更加简单易行,无需高超的操作技巧和大量的人工,因此可以大幅度减少工艺成本。
在进行薄壁不锈钢管卡压式连接施工工艺之前,需要进行施工准备。
这包括施工设计图纸和技术文件的齐全和会审,施工方案或组织设计的技术交底,以及材料、施工人员和施工机具等的准备。
此外,还需要了解建筑物的结构,以制定与土建工程和其他工程的配合措施。
管道敷设、连接和保温都是薄壁不锈钢管卡压式连接施工工艺的重要环节。
在敷设管道时,需要注意管道明敷的时机和固定支架的间距。
薄壁不锈钢管环压式连接施工工法薄壁不锈钢管环压式连接施工工法一、前言薄壁不锈钢管环压式连接施工工法是一种在薄壁不锈钢管道施工中常用的连接方法。
通过环压固定法连接薄壁不锈钢管,不需要焊接,可以提高施工效率并确保连接质量。
本文将介绍该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析以及工程实例。
二、工法特点薄壁不锈钢管环压式连接施工工法具有以下特点:1. 施工简便快捷:无需焊接,只需要使用环压工具进行连接,可以大大提高施工效率。
2. 连接质量高:连接点强度高,密封性好,不易漏水,安全可靠。
3. 适应性强:适用于各种规格的薄壁不锈钢管,具有广泛的适应范围。
4. 经济节能:不需要焊接材料和能源,可以降低施工成本和能源消耗。
5. 对现场条件要求低:无需预热,不会产生高温、焊烟等危害,适用于有限空间和特殊环境下的施工。
三、适应范围薄壁不锈钢管环压式连接施工工法适用于以下范围:1. 水、气、油等流体管道系统。
2. 石化、化工、食品、制药、船舶等行业的管道系统。
3. 高温、低温、压力等特殊工况下的管道系统。
4. 国内外各类薄壁不锈钢管的连接。
四、工艺原理薄壁不锈钢管环压式连接工法的理论依据是在管子外表面利用环压工具对管子进行加压,使其与连接件套管的接触表面形成硬质嵌压,并在此过程中形成密封。
实际应用时,根据管道系统的要求,采取适当的技术措施,确保施工工法的可靠性和稳定性。
五、施工工艺薄壁不锈钢管环压式连接施工工艺包括以下几个施工阶段:1. 管道准备:检查管道材料、规格和长度,清洁管道表面。
2. 环压连接:使用环压工具沿着管道长度均匀加压连接,确保密封性和连接质量。
3. 检查测试:对连接点进行检查和压力测试,确保连接的安全性和可靠性。
4. 防腐保护:对连接点进行防腐处理,延长管道的使用寿命。
六、劳动组织薄壁不锈钢管环压式连接施工需要合理的劳动组织,确保施工进度和质量。
薄壁不锈钢管双环压式连接施工工法一、前言薄壁不锈钢管双环压式连接施工工法是一种用于不锈钢管道连接的高效、安全、可靠的施工方法。
在工程实践中,该工法已得到广泛应用,并取得了良好的效果。
本文将对薄壁不锈钢管双环压式连接施工工法进行详细介绍,并对其特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施和经济技术分析等方面进行全面阐述。
二、工法特点薄壁不锈钢管双环压式连接施工工法具有以下几个特点:1. 高效性:使用该工法可以大幅度提高施工效率,节约人力和时间成本。
2. 安全可靠:通过双环压式连接,连接处更加牢固,能够承受更大的压力和拉力,保证了管道的安全运行。
3. 简便易行:该工法操作简单,施工人员只需掌握基本的操作技巧即可进行施工。
4. 适用范围广:该工法适用于各类不锈钢管道连接,包括石油、化工、制药、食品等行业。
三、适应范围薄壁不锈钢管双环压式连接施工工法适用于下列工程项目:1. 石油、天然气输送管道工程2. 化工设备管道安装工程3. 制药设备管道安装工程4. 食品加工设备管道安装工程5. 锅炉、热交换器管道安装工程6. 污水处理设备管道安装工程四、工艺原理薄壁不锈钢管双环压式连接施工工法基于以下工艺原理:1. 连接密封性原理:通过将双环套入两管端,再施加压力使其密封,实现管道连接。
2. 强度控制原理:通过控制连接压力,使两管连接处能够承受相应的压力和拉力。
3. 技术措施:采取引入双环连接不锈钢管、采用特殊的双环接头以及配套的压力工具等技术措施,确保连接的牢固性和可靠性。
五、施工工艺薄壁不锈钢管双环压式连接施工工法的施工工艺分为以下几个阶段:1. 准备工作:包括材料准备、工具准备、施工人员培训等。
2. 管道准备:清理管道表面、检查管道质量、切割管道等。
3. 双环安装:将双环套入管道两端,确保安装牢固。
4. 压力连接:使用压力工具施加压力,将连接处固定紧密。
5. 质量检验:对连接处进行压力测试,确保连接密封性和牢固性。

薄壁不锈钢管卡压式连接施工工艺直径32~50mm时应为50mm,工程直径大于50mm时应为60mm。
4.管道连接1)管道连接前应先将管道内外表面清洁干净,管道插入管件时应注意方向和深度。
2)薄壁不锈钢管卡压连接时,应先将管子插入管件内,再用专用的卡压工具卡压。
瞬间即可完成连接。
连接前应检查卡压工具是否正常、管子是否插入到位。
3)管道连接后,应进行试压,试压时间不少于30分钟,试压压力应达到设计压力的1.5倍,无渗漏为合格。
5.管道保温1)管道保温应在管道敷设、连接、试压后进行,保温材料应符合国家现行有关标准。
保温层厚度应符合设计要求。
2)保温材料应密实、平整,保温层表面应涂刷防腐漆。
3)管道保温后,应进行保温层厚度、密度、压缩率等检查,合格后方可进行下一步工作。
薄壁不锈钢管卡压式连接施工工艺一、工艺原理传统的不锈钢管连接工艺,无论是焊接还是丝扣连接,对管材壁厚有严格的要求,需要使用套丝机、电焊机等机具,添加切削液、焊剂等副材料,而且需要熟练的操作工才能完成。
这些复杂的操作需要消耗大量人工,工艺成本较高。
相比之下,采用薄壁钢管卡压连接施工工艺,只需要用专用的卡压工具卡压管子插入管件,即可瞬间完成连接作业。
不需要螺纹连接时复杂的套丝作业,也不需要焊接时前处理、后处理作业,管道施工综合成本大幅度减少。
二、工艺流程与操作要点1.工艺流程2.施工准备1)管道安装工程施工前,必须具备以下条件:施工设计图纸和其它技术文件齐全并经过审查、施工方案或施工组织设计已进行技术交底、材料、施工人员、施工机具等能保证正常施工、施工现场的用水、用电和材料贮放场地条件能满足需要、提供的管材和管件符合国家现行有关产品标准,其实物与资料一致,并附有产品说明书和质量合格证。
2)在了解建筑物的结构后,根据设计图纸和施工方案制定与土建工程及其它工程的配合措施。
安装人员应经过专业培训,熟悉薄壁不锈钢管和管件的性能,掌握操作要点。
3)管件和管材的外观和接头应及时清洗,清除污物和杂质。
建筑给水薄壁不锈钢管环压式连接施工技术摘要:结合给水薄壁不锈钢管的工程应用实例,对比优选可环压式连接方法,在要求规范执行施工工艺的基础上,针对施工中存在的伸缩补偿量不足、连接接口易漏水、安装后强度低等问题采取了对策,达到了有效保证施工质量的目的。
本文采集自网络,本站发布的论文均是优质论文,版权和著作权归原作者所有。
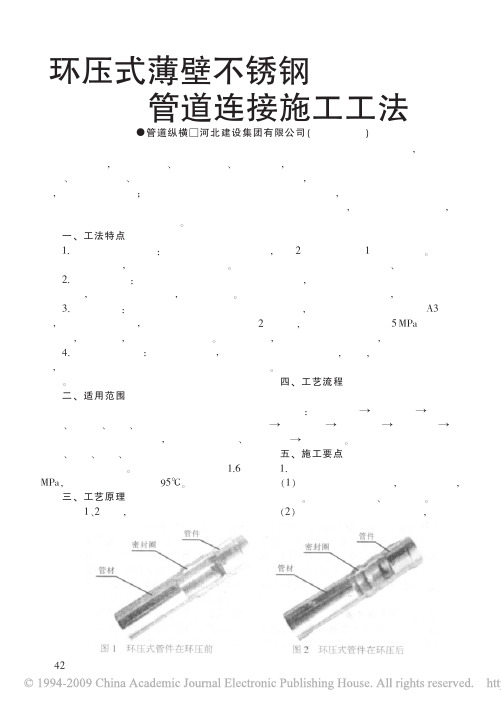
关键词:薄壁不锈钢管;环压式连接;支吊架;伸缩补偿;质量控制薄壁不锈钢管主要采用环压式连接和卡压式连接两种形式,环压式连接由卡压式连接发展而来,作为薄壁不锈钢管的一种新型连接方法,用专用的工具将封闭良好的密封圈环压在连接件和薄壁不锈钢管之间形成一个封闭的密封腔,从而实现密封。
薄壁不锈钢管环压连接简化了施工工序,具有安装简单、安装精度不高且暗装和明装都适合,易于掌握、不易腐蚀且等优点,但在实际工程应用中依然存在伸缩补偿量不足,连接接口易漏水,安装后强度低等问题。
结合薄壁不锈钢管环压连接技术在中石化昌平会议中心-会议、文体中心等4项工程施工中的运用,从施工过程各个阶段按顺序入手,围绕在日常质量管理中以及在检查中所发现的普遍性问题进行逐一分析、制定对策,并提出合理的质量控制要点。
1 工程概况中石化昌平会议中心-会议、文体中心等4项工程位于北京市昌平区,我项目部承建了其中的客房楼工程,建筑总面积35396m2,地上四层,局部地下一层或两层。
给水水源由会议中心自备生活水井供水,水质达到生活饮用水标准。
生活给水全部变频加压供水,水泵出口加紫外线消毒器。
厨房、洗衣房由会议中心自备生活水井供水,客房、单宿、会议、文体中心洗浴用水及游泳池补水由会议中心自备地热温泉水井供水,温泉水经脱硫、除铁、除锰、初氟达到生活饮用水标准后使用。
室内给水、热水供回水管和中水主干管和立管采用薄壁不锈钢管,房间内暗装嵌墙埋支管采用外覆塑薄壁不锈钢管,钢管的管径为DN15,DN150。
2 环压式连接工艺2.1 环压式连接的工艺原理环压式连接技术属于机械形式的连接,连接可靠、永久性好。
薄壁不锈钢管的施工工艺1、施工工艺流程施工准备f资料进场检验f下料f放线f支、吊架制作安装f阀门检验f管道焊接安装f酸洗、钝化f系统试压f管道冲洗a.不锈钢管焊接工艺:焊接母材:不锈钢管,壁厚5=1.5-2mm,材质304焊接资料:不锈钢焊丝,©,材质304焊接形式:手工无填补氩弧自熔焊(管道全充气)钨极规格:©=2.0mm焊机电流:60〜160A焊机氩气流量:9〜20ml/s管内氩气流量:依据焊工操作手法而定。
质量标准:焊缝外观与母体表面平齐,呈鱼鳞状,无氧化、气孔、裂纹凸凹表面熔合、错边等缺点,焊缝宽度为母材厚度的2倍左右。
单面焊接双面成形。
内壁要求:圆滑,与母体内壁平齐,其余同上。
焊接检验及质量控制:焊接质量检验包含焊接前、焊接过程中和焊接结束后三个过程,一般应注意以下几点:(1)对多层焊接来说焊缝外观检验应在外行尺寸范围内,焊缝余高1~2mm,焊缝宽度约为坡口宽度,大于坡口双侧1〜2mm,表面不得有气孔、裂纹等。
(2)焊缝边沿与母材应圆滑过渡,所有焊缝应成形雅观。
(3)无损检验探伤依照国家标准履行。
(4)质量控制除前面所述以外,还应恪守以下原贝g:①禁止在焊件上引弧、试电流等。
②多层焊时接头应错开,收弧时将弧坑填满。
③米纳氩弧焊时保证焊接一次达成。
④焊接完成后除去焊缝及焊接时飞溅等杂物。
⑤仔细填写焊接工作记录等有关焊接表格。
b、操作工艺:将对接两零件的两个端面用坐拐尺卡校修磨绝对平齐、垂直,达到两头面凑近后无透视野为准,多焊点将两头面点焊坚固,距焊缝两端加堵成腔,调整好充气气压和焊机气压,使充气处于流动状态。
将管内空气排净后再施焊。
关于管道内充氩气一般采纳的方法有:①采纳堵板将管道焊件两头堵上,用氩气胶管把氩气送入管内,被焊管件内的氩气纯度达到焊接要求时方可进行施焊,压力流速为0.3—0.5升/分钟。
②采纳速溶纸将管道焊件离焊口30mm处堵上,从焊口处用氩气胶管直接送气到管内,以达到氩弧焊接条件要求,达成焊接。
薄壁不锈钢管道施工工艺一、材料要求:给水管道采用不锈钢304管道,连接方式为卡压式连接。
工程直径DN大于100的薄壁不锈钢管材采用沟槽式连接。
不锈钢给水管及管件规格品种应符合设计要求,应具有国家认可的产品检测机构的差评检验报告和出厂质量证明书,还应有卫生部门的认可文件。
薄壁不锈钢管的管壁、折叠、分层、及氧化皮等现象。
二、主要机具:2.1 机具:电动油泵、手动液压钳、滚槽机、台钻、电锤、砂轮机、切割机等。
2.2 工具:手动切管器、手动液压钳、高压管、钳口、钳座等。
2.3 其它:水平尺、线坠、钢卷尺、小线、六角量规等。
三、作业条件:3.1 地下室给水管道的铺设必须在地库墙面抹灰及刮白完成后进行施工。
3.2 塔楼给水管道安装必须在地库墙面抹灰及贴砖完成后进行施工,且地面土建作业完成。
3.3 塔楼标准层内生给水管道安装,在墙面抹灰完成后进行施工。
四、施工顺序及操作工艺4.1薄壁不锈钢管施工顺序:4.2安装前准备4.2.1根据设计图纸及技术交底、检查,核对预留孔洞大小尺寸是否正确,将管道坐标、标高位置画线定位。
4.2.2材料、施工人员、施工机具等能保证正常施工。
4.2.3施工现场用水用电和材料存放满足要求。
4.2.4提供的管材和管件符合国家现行有关产品标准,其实物与资料一致,并附有产品说明书及质量合格证明书。
4.2.4安装人员应经专业培训,熟悉薄壁不锈钢管和管件的性能,掌握操作要点。
4.2.5对管材和管件弯管和接头认真检查,及时清理管材及管件上的污物和杂质。
4.3支架安装:4.3.1 支管明装。
将预制好的支管从立管甩口处依次逐段进行安装,有阀门时应将阀门盖卸下再安装,根据管道长度适当加好临时固定卡,核定不同卫生器具的冷热预留口高度、位置是否正确,找平找正后栽支管卡件,去掉临时固定卡,上好临时丝堵。
支管如装有水表应先装上连接管,试压后在交工前拆下连接管,安装水表。
4.3.2支管暗装。
确定支管高度后画线定位,剔出管槽,将预制好支管敷在槽内,找平找正定位后用勾钉固定。
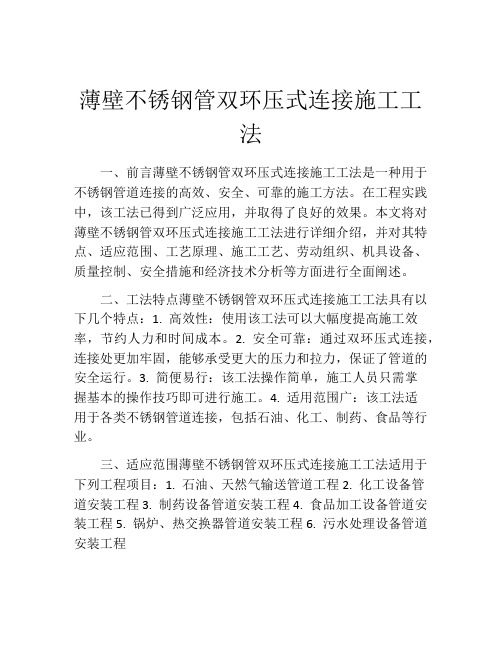
工艺标准图名称
薄壁不锈钢管环压、卡压连接施工工艺标准
编号 JWA-JPS-003
工艺流程:断管-画线-插管-环压-检查确认 标准参考图
标准要求
①因为环压连接需一次成功,在
断管之前需做现场测量,跟施工图纸做比对,如建筑尺寸无误,才可按图下料。
使用电动机械有齿切割手动割刀或者不锈钢专用切管设备切断管子。
②为避免刺伤密封圈,使用专用工具或锉刀将毛刺完全除净,将密封橡胶圈放置适当位置;
③使用画线器在管端画标记线一周,做记号,以保证管子插入深度正确;
①
②
③
④将管子笔直地插入挤压式管件内,注意不要碰伤橡密封圈,并确认管件端部与画线位置的距离,公称直径10~25mm 时为3mm ;公称直径32~100mm 时为5mm ;
⑤把环压(或卡压)工具钳口的环状凹槽与管件端部内装有橡胶圈的环状凸部靠紧,钳口应与管子轴心线垂直,开始作业后,凹槽部应咬紧管件,直到产生轻微
振动才可结束环压连接过程;
⑥用六角量规确认尺寸是否正确,封压处完全插入六角量规即
封压正确。
其它要求:
薄壁不锈钢管道与阀门、水表、水嘴等的连接采用转换接头,严禁在薄壁不锈钢管上套丝。
管子插入长度基准值如下表(mm ):
管径 10 15 20~25 32 40 50 65 80 100 插入长度基准值
18
21
24
39
47
52
53
60
75
④
⑤
⑥。