电力变压器制造过程中的监造要点
- 格式:doc
- 大小:37.00 KB
- 文档页数:7
电力变压器制造监理中关键点识别及问题处理【摘要】电力变压器作为电力系统的重要设备,其质量的优劣与运行维修水平的高低,直接影响着设备的安全可靠性,因此,加强电力变压器制造中的全过程监理是必要的,本文就电力变压器制造监理中的关键点识别进行了分析,并讨论了常见问题的处理对策。
【关键词】电力变压器;监理;关键点;识别;问题处理前言在电力变压器制造中,实施设备监理已经二十多年了,实践证明,在变压器制造当中,实施设备监理,可有效提高电力变压器的产品质量,有力保证变压器投运电网之后的供电安全可靠性。
电力变压器的全过程监理主要包含设备的选型选厂、监造、合同谈判、现场安装于试验交接等。
1、电力变压器制造监理中的关键点识别在电网中,变压器高压侧的电压等级不同,线路中的变压器有10kV的配电变压器,35-110kV与220-500kV的主变压器,通常来说,电压等级越高,变电容量就会越大,绝缘性能等方面的质量要求就会越高。
现在以电压等级为220kV 容量为18万kV A(千伏安)的变压器为例,对制造监理中的关键点进行识别。
1.1识别监理服务中的关键信息在制造监理工作中,为保证电力变压器的制造监理服务质量,需要加强关键信息的识别。
关键信息主要包含变压器的监理合同、订货合同、被监理单位信息、监理法规与规章、监理方要求与其他监理服务相关信息等。
其中,变压器项目中的监理合同是监理方实施监理职权的主要参考依据;而订货合同所指的是业主和承包方所签订的合同、承包人和分包人所签订的合同以及业主其他的要求文件等。
订货合同作为监理方行使合同监督管理的主要依据;被监理单位的信息主要包含设计文件、引用标准与各种设备生产商所批准的方案等,作为生产商合同目标实现的承诺;相关监理法律法规往往处于合同之外,不过是比合同效力更高的依据;监理方要求则主要包含质量手册、作业文件与程序文件等,是生产商实施质量管理的主要依据。
1.2主要文件的识别在监理服务实施之前,应该对主要的文件给予检查,主要文件识别工作具体如下:首先,加强设备制造厂家有关ISO9001的质量管理认证书与运行记录的查证,对企业内部有无完善质量保证体系进行充分证明;其次,加强对设计任务书、制造图纸与承受短路能力的计算报告完整性进行检查,对设备与技术协议设计要求是否相符进行证实,以确定能不能进入制造的环节;再者,对变压器制造企业中各工序的工艺规程、作业指导书与质量检验等支撑文件进行检查,保证制造过程当中的质量管理系统是否有序。
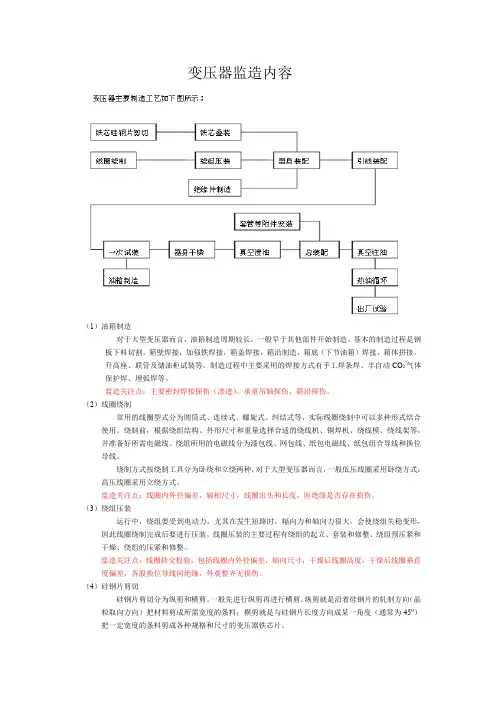
变压器监造内容(1)油箱制造对于大型变压器而言,油箱制造周期较长,一般早于其他部件开始制造。
基本的制造过程是钢板下料切割,箱壁焊接,加强铁焊接,箱盖焊接,箱沿制造,箱底(下节油箱)焊接,箱体拼接,升高座、联管及储油柜试装等。
制造过程中主要采用的焊接方式有手工焊条焊、半自动CO2气体保护焊、埋弧焊等。
监造关注点:主要密封焊接探伤(渗透)、承重吊轴探伤、箱沿探伤。
(2)线圈绕制常用的线圈型式分为圆筒式、连续式、螺旋式、纠结式等,实际线圈绕制中可以多种形式结合使用。
绕制前,根据绕组结构、外形尺寸和重量选择合适的绕线机、铜焊机、绕线模、绕线架等,并准备好所需电磁线。
绕组所用的电磁线分为漆包线、网包线、纸包电磁线、纸包组合导线和换位导线。
绕制方式按绕制工具分为卧绕和立绕两种,对于大型变压器而言,一般低压线圈采用卧绕方式,高压线圈采用立绕方式。
监造关注点:线圈内外径偏差,辐相尺寸,线圈出头和长度,匝绝缘是否存在损伤。
(3)绕组压装运行中,绕组要受到电动力,尤其在发生短路时,辐向力和轴向力很大,会使绕组失稳变形,因此线圈绕制完成后要进行压装。
线圈压装的主要过程有绕组的起立、套装和修整、绕组预压紧和干燥、绕组的压紧和修整。
监造关注点:线圈转交检验,包括线圈内外径偏差,辐向尺寸,干燥后线圈高度,干燥后线圈垂直度偏差,各股换位导线间绝缘,外观整齐无损伤。
(4)硅钢片剪切硅钢片剪切分为纵剪和横剪。
一般先进行纵剪再进行横剪。
纵剪就是沿着硅钢片的轧制方向(晶粒取向方向)把材料剪成所需宽度的条料;横剪就是与硅钢片长度方向成某一角度(通常为450)把一定宽度的条料剪成各种规格和尺寸的变压器铁芯片。
监造关注点:剪切完的硅钢片是否存在毛刺、卷边、漆膜磕碰损坏,剪切断面是否生锈情况。
(5)铁芯叠装硅钢片叠片:目前普遍采用不叠上铁轭工艺,叠片的结构形式为450全斜縫,同时采用分级步进方式叠片。
监造关注点:硅钢片清洁度、硅钢片剪切质量、每级接缝处不存在搭接、每级叠片厚度及其偏差,每叠片若干级涂刷防锈漆,横向及纵向油道宽度。
变压器出厂监造管理要点分析摘要:根据作者从事变压器出厂监造管理的工作经历,对在变压器出厂监造管理工作中的个人体会及发现的问题进行了概述,针对出现的问题,从设计、材料、出厂试验、监造人员的素质等方面出发,提出了解决问题的措施或建议,指出变压器出厂监造管理人员在监造过程中应注意的问题。
最后,以220kV变压器出厂监造为例,结其特点提出具体的防范措施或建议,以保障和提高产品的质量。
关键词:变压器出厂监造工作体会存在的问题措施Abstract: According to the author in the transformer factory supervision management work experience, in the transformer factory supervision management of the human will and found problems are outlined, in view of the problems, from design, materials, testing, supervision of the quality of personnel and other aspects, proposed measures to solve the problem or suggestion, pointed out that the transformer factory supervision management in supervision process should pay attention to the problem. Finally, in the 220kV transformer factory supervision as an example, node features put forward specific prevention measures or suggestions, in order to guarantee and improve the quality of the products.Key words: Transformer factory supervisor; Work experience; Existing problems; Measures引言随着我国经济的快速发展、城市化和工业化程度的不断提高,对电力的需求也在日益增长。
浅谈电力变压器的驻厂监造工作摘要: 监造对于加强电力变压器设备制造管理与控制,促进供应商严格执行产品技术标准,提高产品质量水平,为用户提供优质产品十分重要。
文中根据作者监造实践从电力变压器监造依据、技术标准及见证方式、驻厂监造的过程、资料收集及监造成果资料的提交等方面介绍了电力变压器的驻厂监造工作。
关键词: 电力变压器驻厂监造过程体会为了加强电力变压器设备制造管理与控制,促进供应商严格执行产品技术标准,提高产品质量水平,为用户提供优质产品,用户特选派专业监造队伍对电力设备进行驻厂监造。
本人根据监造的实践工作,谈谈电力变压器的驻厂监造工作。
一、电力变压器监造依据、技术标准及见证方式1、监造依据及技术标准有很多,主要有:1.1 用户与供应商的采购合同及技术协议1.2 国家、国际、电力行业的标准、规范:DL/T 586-2008《电力设备监造技术导则》;GB/T26429-2010《设备工程监理规范》;GB1094《电力变压器》;GB/T6451《三相油浸式电力变压器技术参数和要求》;GB311.1《高电压输变电设备的绝缘配合》;GB/T16434《高压架空线路和发电厂、变电所环境污区分级及外绝缘选择标准》;GB/T15164《油浸式电力变压器负载导则》;GB4109《高压套管技术条件》;GB2536《变压器油》;GB7449《电力变压器和电抗器的雷电冲击和操作冲击试验导则》;GB10237《电力变压器绝缘水平和绝缘试验外绝缘的空气间隙》以及其它相关标准。
2.设备监造见证方式2.1文件见证点record point(R),即对变压器设备制造的有关文件、记录或报告等进行见证的方式。
2.2现场见证点witness point(W),即对变压器设备制造的过程、工序、节点或结果等进行现场见证而预先设定的监理控制点的见证方式。
2.3停止见证点hold point(H),即由监理工程师见证并签认后才可转入下一个过程、工序、节点而预先设定的监理控制点的见证方式。
电力变压器驻厂监造注意要点摘要:本文简述了大型电力变压器驻厂监造的主要环节、注意要点,强调了监造过程中各环节的关键点,并给出了监造过程中的一些建议和经验。
关键词:监造变压器出厂试验报告前言电力变压器是电力系统的关键设备。
变压器制造质量的好坏、运行维护和检修水平的高低决定了设备的安全和可靠性。
实践证明,电力变压器的驻厂监造,降低了变压器制造故障,显著提高了启动的一次成功率。
变压器的监造工作,要求监造人员熟悉:电力工程的设计与施工,产品本身的设计与制作,技术监督和生产运营等三方面的知识。
其中,技术要求最高的是:变压器的设计、制造工艺、出厂试验。
广东火电印尼棉兰项目2台275KV的大型变压器以及孟加拉DOHAZHARI、HATHAZARI项目145KV变压器,从选型、设计、采购、监造、验收一系列工作本人均全程跟踪负责。
现就对变压器的监造工作经验总结如下:电力变压器全过程监理包括设备选型、选厂、合同谈判、设计联络会、监造、运输、现场安装、试验交接等整个过程。
监造工作的主要环节包括:监造准备、设计联络、驻厂监督变压器的生产制造进度和工艺质量、审核主材和组件的出厂报告和进厂验收报告、监督变压器的出厂试验、监造总结。
1、监造准备1.1造的该台变压器的订货合同、技术协议、图纸、技术标准、监造合同、监造协议。
熟悉技术协议,了解制造厂的生产安排、联系人员。
仔细阅读监造协议,明确监理的“知情权”,比如对于生产厂的技术文件、图纸、资料,哪些可看、哪些可抄、哪些可复制、哪些可摄像等。
1.2编制《变压器监造大纲》、《变压器监造实施计划》。
1.3了解制造厂家的质量保证体系和生产计划表,并提出审查意见。
1.4初步核实厂家主要分包方的资质,实际生产能力和质量保证体系是否符合合同的供货要求。
2、设计联络设计联络是监造工作的正式开始,是监造的龙头环节,通常由制造厂召集,由业主方、设计方、设备监造方、设备接口关联的其它生产厂共同召开。
1.监造关键内容1.1.原材料1.1.1.铁芯硅钢片材料牌号、产地、厂商与订货技术协议、标准及图纸要求必须一致。
1.1.2.线圈材料的牌号和规格与订货技术协议及图纸要求必须一致。
1.1.3.外观检查。
1.2.尺寸及总装检查1.2.1.铁芯的制作中要注意硅钢片的冲片质量和叠片质量,主要是冲片几何尺寸差、毛刺、叠片后的总厚度偏差及叠片系数。
1.2.2.线圈饶制中应经常在饶制现场进行巡检,及时注意饶制操作中有没有违反工艺的现象,加强工艺控制。
1.2.3.油箱和油柜必须经过50KPa密封试验和渗漏试验,时间24小时。
1.2.4.变压器组装期间,要全面检查器身的清洁度;引线对各部位的绝缘距离;器身真空干燥和真空注油;绝缘体清洁程度和形状;绝缘层厚度等等。
1.2.5.监控仪表安装质量检查。
1.3.外购件1.3.1.检查监控仪表:有载调压开关、油位指示器、油温测量装置、气体继电器等是否符合技术协议。
1.3.2.检查其他外购件:散热器、风机、压力释放阀等是否符合技术协议。
1.3.3.外购件主要检查内容:合格证、核对产品型号和规格、实物的宏观检查。
1.4.整机试验1.4.1.确认厂方提供的试验大纲和试验装置。
1.4.2.电器试验:1.4.2.1.直流电阻不平衡相(或线);1.4.2.2.电压比测定和联接组标号检定;1.4.2.3.短路阻抗和负载损耗测定;1.4.2.4.空载电流和空载损耗测定;1.4.2.5.绕组对地绝缘电阻和(或)绝缘系统电容的损耗因数的测定;1.4.2.6.绝缘例行试验;1.4.2.7.有载分接开关试验;1.4.2.8.变压器吸收比(R60/R15)实测值;1.4.2.9.变压器介质损耗因数;1.4.2.10.绝缘油试验。
1.4.3.温升试验:顶层油温度、底层油温度、油平均温度。
1.4.4.噪音测定。
2.特别注意点2.1.变压器的整机试验是最重要的内容,检验人员必须非常认真的对待,所有试验环节必须亲临现场,认真观察和记录。
浅谈变压器监造要点摘要:本文从变压器制造厂角度出发,提出了变压器全过程监造要点,对用户开展变压器监造具有一定指导意义。
关键词:变压器;监造;要点;1引言电力变压器是电力系统中重要电气设备之一,其质量好坏对电网安全运行具有重要影响。
监造是用户对大型电力变压器质量管理的一种主要方式,近几年来,用户一直重视变压器监造,变压器监造过程发现质量问题信息庞大,需要把握好重点关注点。
本文从变压器制造厂角度出发,提出了变压器全过程监造要点,对用户开展变压器监造具有一定指导意义。
2监造要点国家电网对变压器制造过程已有相关细则文件出台,如国家电网公司物资质监〔2017〕2号文件《关于电力变压器监造规范》的通知、国家电网〔2012〕322 号《十八项电网重大反事故措施》的通知等,这些文件对变压器生产、制造等各方面已有详细规定。
本文从变压器生产厂家角度出发,提出了变压器全过程监造要点,供广大监造人员参考。
2.1变压器设计仿真能力有限元数值模拟技术是提升产品质量、缩短设计周期、提高产品竞争力的一项有效手段,有限元法在工程设计和科研领域得到了越来越广泛的重视和应用。
对变压器制造厂家来说,从电、磁、力、热等方面是否具备有限元仿真能力至关重要,需要从设计源头通过仿真计算把好变压器质量第一关。
2.2变压器生产和试验设备保障情况优质的产品离不开好的生产设备,设计参数保障需要一定的设备加工能力。
线圈绕制需要带压紧及拉紧装置的绕线机,这样才能保证线圈绕紧;铁心裁剪需要控制毛刺大小,铁心起立要有专用液压翻转台,以保证铁心起立过程不出现变形。
为防止不合格产品出厂,变压器均要进行过程(半成品)及出厂试验,先进试验设备才能准确反应产品性能参数。
变压器制造及试验过程设备众多,作为监造用户,需要关注生产厂家制造及试验设备是否具备生产优质变压器的能力,部分设备见图1。
铁心自动剪切线 300t液压铁心翻转台雷电冲击发生器工频发生器图1 部分生产及试验设备2.3变压器制造流程及质量关注点作为监造人员首先要了解变压器制造工艺流程,有了工艺规程过程管控就有利于保证产品质量,指导车间的生产工作。
电力变压器制造监理中关键点识别及问题处理对策本文主要介绍在变压器制作的监理过程中应当注意的问题。
怎样高效的对关键点进行识别、对生产过程中出现的问题进行处理,都是本文所要重点分析的内容。
所谓对关键点的识别就是指对制作商与业主之间的各种协议或合同信息的识别、对生产方的相关产品设计信息的识别以及对制作过程和出厂前后的见证识别等等。
其次就是对变压器产品制作过程中可能出现的问题提出解决方案。
例如铁心爬距不达标、铁心的接地点数量不符合规定等等。
本文的目的不仅在于分析对变压器制造过程的监理方法,更是从深层次说明监理工作对保障变压器的出厂质量以及对提高供电系统的可靠性具有的重要意义。
标签:电力变压器;制造监理;关键点;处理对策在电力系统的运行中,变压器起到了重要的作用,同时变压器的自身质量水平、安全性能都决定着电力网能否正常运行。
故对所采购的变压器要进行认真筛选与监督管理。
从变压器的生产到变压器的出厂,再到接收、检验,全部都要进行监理,以此来提高变压器的生产质量和可靠水平。
合理的监理方式可以减少在使用变压器过程中出现的故障,避免因非正常因素而导致的业主与生产厂家之间不可调和的矛盾。
从上个世纪末开始,我国多项变压器的制造项目就已进行制造监理,到目前为止所取得的效果也相当显著。
1.关键点识别在变压器制作过程中,一般由监理方派遣的监理人员长期待在制作厂内,对变压器的制作过程进行实时监理。
监理人员要对变压器的设计、变压器的现场制作、零件组装、出厂前产品试验的过程,直至最后的出厂包装、产品运输等各个环节,进行亲力亲为的监督管理。
监理人员在监理过程中要注意几个关键点的识别,掌握基础的识别方法。
下面就简单说明监理过程中的关键点识别方法。
1.1对监理过程中关键信息进行识别增强监理力度对提高变压器的制作质量有一定的决定作用。
在变压器的制造过程中,合理识别相关的重要信息是制造监理工作中的一个重要步骤。
其主要内容有:变压器产品的监理合同与订货协议、生产商的基本信息、相关监理的规章制度等等。
变压器是电力系统中非常重要的设备之一,它的质量和可靠性直接关系到电力系统的安全运行。
因此,在变压器的制造过程中,需要进行严格的督造,以确保变压器的质量和性能符合要求。
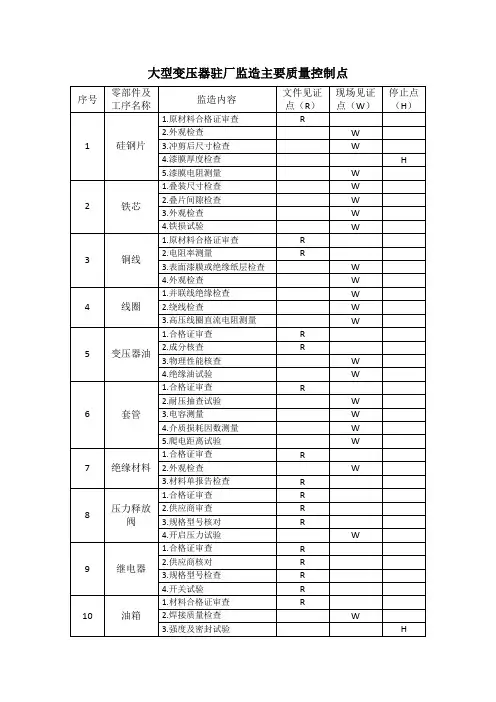
变压器督造的内容包括以下几个方面:
1. 原材料检验:对变压器使用的原材料进行检验,确保原材料的质量符合要求。
2. 生产过程监督:对变压器的生产过程进行监督,确保生产过程符合相关标准和规范。
3. 质量检验:对变压器进行质量检验,包括外观检查、电气性能测试、机械性能测试等,确保变压器的质量符合要求。
4. 试验验证:对变压器进行试验验证,包括空载试验、短路试验、温升试验等,确保变压器的性能符合要求。
5. 包装运输监督:对变压器的包装和运输进行监督,确保变压器在运输过程中不受损坏。
6. 安装调试监督:对变压器的安装和调试进行监督,确保变压器的安装和调试符合相关标准和规范。
总之,变压器督造是一个非常重要的环节,它可以确保变压器的质量和性能符合要求,从而保证电力系统的安全运行。
特高压变压器制造过程中的监造要点一:掌握业主与制造厂签定的变压器的技术合同(协议)的详细内容和条款特高压变压器的技术合同是监造工作的主要技术依据,并依此监督制造厂严格履行、兑现技术合同的各项条款和承诺,也是业主对制造厂行为的主要约束和限制手段。
技术合同的内容包括:1.技术条件及技术性能参数绝缘水平、局部放电量、电压比、空载损耗及空载电流、负载损耗及短路阻抗、声级、温升、油箱机械强度等,监造方监督试验并验证这些性能参数。
2.主要原材料的要求对电磁线、硅钢片、绝缘出线装置、正、反角环等绝缘成形件、绝缘纸板、绝缘油、钢材等原材料的型号、生产厂家的明确要求,在监造过程中,监造方监督制造厂使用的主要原材料必须遵守技术合同的要求。
3.组部件的要求对套管、分接开关、冷却器、压力释放阀、瓦斯继电器、油温计、绕组温度计、油位计等组部件的型号、生产厂家的明确要求,监造方监督制造厂使用的组部件也必须遵守技术合同的要求。
4.制造质量要求业主向制造厂提出的专门的、针对性的制造质量要求:有绝缘撑条及垫块的加工质量要求、线圈绕制及焊接质量的要求、关键部位绝缘纸板的适形要求、铁心的制作要求、油箱(包括钢板厚度、焊接、防锈处理及油漆等)的制作要求、器身的一次油浸渍要求等。
监造方在监造过程中须仔细、认真地监督。
二.了解和掌握变压器的结构特点:创造条件积极参加变压器的设计评审会议、设计联络会,尽可能详细了解变压器的结构特点。
如冲击电位、工频电位梯度计算及绝缘裕度设计(涉及线圈的结构形式、线圈之间的绝缘距离、对地绝缘距离、线圈匝绝缘、段绝缘的尺寸、改善线圈端部及出线部位的电位分布的具体措施、线圈端部静电环、油隙合理分割、绝缘撑条及垫块的要求、低电位高场强问题的处理、适形绝缘纸板的应用、出线绝缘成形件的设计)。
如温度分布计算及油道、油流流向设计。
漏磁场计算及承受短路电动力的计算及裕度设计(电磁线的品种和形式、电磁线的机械强度计算、线圈电抗高度偏差10mm的抗短路电动力的能力计算、线圈的预紧力及撑紧要求)等。
核电厂主变压器制造过程中的监管要点主变压器是核电厂日常经营不可或缺的电气装置,主要负责电力传送,并有效地支持着机组的安全运转。
主变压器质量对整个核电厂的运转起到关键作用,必须确保主变质量,加强主变制造过程的监管。
文章分析了核电厂主变压器制造过程监管的要点。
标签:核电厂;主变压器;制造过成;监管要点在整个的核电厂核电系统中,主变压器发挥着关键功能和作用,然而,近年来由于主变故障引发的核电厂爆炸事故较多,带来了严重的经济损失与人身安全事故问题,对核电厂自身的安全运转带来威胁。
因此,必须加强核电厂主变压器制造过程的监管,提高主变压器生产制造质量,注重对每一个环节的标准化监督,从整体上确保主变质量,从而维护核电厂的安全。
1 监管监察的主要内容现阶段,核电厂主变未达到一定的安全等级,主要安装在发电机出口一侧,主要负责交换或隔离电流与电压,通常其电压达到220-500kV,主变容量则参照核电厂的堆型、网络条件等来针对性设计,通常运行周期达到40年。
现阶段,主变压器设备有着一定的级别划分,具体包括:核安全级别、抗震等级、质保等级等。
对于核电厂来说,变压器制造过程的监管则应该重点参照HAF003内的相关质量等级标准展开,这其中主要包括:设计水平、采购水平、工艺过程等。
实际的监管工作重点围绕以下几方面展开:主变制造前条件检查、原料与构件检查、主要工艺检查、成品检查等。
每一项检查与监管都要遵照一定的行业标准与国家法规规定,而且要遵循一定原则和方法。
2 核电厂主变压器制造过程中的监管要点2.1 制造前条件检查主变压器正式加工前,监管人员应该事先做好各项条件检查,具体的检查项目为:(1)人员资质检查。
具体包括:技术操作员、计量员、质保员等资质、能力等的检查。
同时,正式工作前要加强对这些岗位人员的专业教育与技术指导,提高他们的技术专业水平。
(2)主变制造的相关设备、机器等的运行状态、标识清楚与否。
主体原料复检能否达到规定标准等。
浅谈变压器制造过程监造的关键点尹义新发表时间:2018-08-07T09:45:10.843Z 来源:《电力设备》2018年第12期作者:尹义新[导读] 摘要:变压器是电力传输和应用系统中最重要的设备之一,是变电站中的关键设备,其运行的可靠性直接影响变电站的安全运行。
(山东泰开变压器有限公司山东泰安 271000)摘要:变压器是电力传输和应用系统中最重要的设备之一,是变电站中的关键设备,其运行的可靠性直接影响变电站的安全运行。
它的用途广泛,品种规格繁多,—般可分为电力变压器和特种变压器两大类。
电力变压器可分为发电机变压器、输电变压器、联络变压器和配电变压器。
特种变压器有整流变压器、电炉变压器、矿用变压器、试验变压器等。
变压器是通过改变电压而传输交流电能的静止电气设备,它有—个共有的铁心和与其交链的绕组,且其空间位置相对不变。
大型电力变压器主要由器身、油箱、调压装置、出线装置、冷却装置和保护装置组成。
鉴于变压器在输变电系统中的重要作用,需要对变压器生产加工的过程进行严格监控,并对关键点作重点检查。
关键词:变压器;制造过程;器身装配;1 器身装配前的工序检验1.1 器身装配前的线圈检验。
现场查看待套装的线圈,必须有上道工序检验合格证,确认在运转中无磕碰损伤。
在线圈套装的监造过程中,首先要查看工艺文件,对照图纸,观察实际操作。
由于线圈套装的大部分工序操作是由操作人员手工完成的,对其技能和责任心有较高的要求,监造人员及时跟踪旁站到操作现场,能起到—个促成作用。
对于—些特殊设计的工序环节,必须要求制造方安排操作熟练的人员根据制造厂的工艺文件及图纸严格执行。
套装完毕后,监造人员需要检查绕组的内径、外径、轴向高度等是否符合图纸要求;绕组各出头位置、出线头方向是否符合图纸要求;绕组导向隔板有没有过于凹凸的现象;饼间无短路、无机械破损伤、绝缘纸无破损;内部换位有没有向内突出,确保符合要求。
1.2 铁心检查及就位。
变压器制造过程监造作业指导书2011-08-03阿拉善电业局修试管理处一、变压器制造过程监造的基本概述(一)监造的目的严格把好质量关、控制进度节点,努力消灭常见性、多发性、重复性质量问题,提供优质产品按期出厂,确保电力工程建设项目顺利实施。
(二)监造依据和方式1、监造依据(1)设备采购合同:项目单位与制造单位签订的设备供货合同(含技术协议等附件)。
(2)标准:与该设备相关的国际、国家、行业、国家电网公司标准、内蒙古电网标准以及制造单位企业标准。
(3)技术文件:监造大纲、监造实施细则和该设备的技术文件。
(4)法律:国家和行业的有关设备监造的法律、法规、规定。
2、监造方式监造方式一般采用现场见证(W点)、文件见证(R点),以及监造单位专门停工见证(H点)。
(1)现场见证(W点):尤其是复杂的关键工序,测试、试验项目应有监造人员在场见证。
制造单位应提前通知监造单位(具体时间见双方协议),如监造人员不能按期参加,W点可自动转为R点。
(2)文件见证(R点):是指需要进行文件见证的质量管理点,由监造人员查阅制造单位的技术文件、试验记录、试验报告、包装储运规定和配套件等合格证明等,可以不在现场见证。
(3)停工待检(H点):是指重要工序、关键的试验验收点,制造单位必须提前通知,等待监造人员或项目单位代表在场时进行见证。
3、监造的责任和义务(1)监造的责任:设备的制造质量由制造单位全面负责,监造过程不代替项目单位对设备的质量最终验收,监造单位对监造设备的制造质量承担监造责任。
(2)监造的义务:1)监造协议书中的知情权必须明确。
制造厂应尽力提供监造所需的技术资料,对于制造厂的技术保密原则下不宜公开的内容应该在双方订立合同前就协商一致。
2)监造方必须认真履行的义务:监造人员必须保守供方提前声明的业务和技术秘密,否则应承担相应的法律责任。
二、变压器制造过程监造的质量控制要求变压器制造过程监造的具体内容和要点,一般可根据变压器的电压等级、结构特点和制造工艺情况等编制设备监造实施细则执行。
特高压变压器制造过程中的监造要点
一:掌握业主与制造厂签定的变压器的技术合同(协议)的详细内容和条款
特高压变压器的技术合同是监造工作的主要技术依据,并依此监督制造厂严格履行、兑现技术合同的各项条款和承诺,也是业主对制造厂行为的主要约束和限制手段。
技术合同的内容包括:
1.技术条件及技术性能参数
绝缘水平、局部放电量、电压比、空载损耗及空载电流、负载损耗及短路阻抗、声级、温升、油箱机械强度等,监造方监督试验并验证这些性能参数。
2.主要原材料的要求
对电磁线、硅钢片、绝缘出线装置、正、反角环等绝缘成形件、绝缘纸板、绝缘油、钢材等原材料的型号、生产厂家的明确要求,在监造过程中,监造方监督制造厂使用的主要原材料必须遵守技术合同的要求。
3.组部件的要求
对套管、分接开关、冷却器、压力释放阀、瓦斯继电器、油温计、绕组温度计、油位计等组部件的型号、生产厂家的明确要求,监造方监督制造厂使用的组部件也必须遵守技术合同的要求。
4.制造质量要求
业主向制造厂提出的专门的、针对性的制造质量要求:有绝缘
撑条及垫块的加工质量要求、线圈绕制及焊接质量的要求、关键部位绝缘纸板的适形要求、铁心的制作要求、油箱(包括钢板厚度、焊接、防锈处理及油漆等)的制作要求、器身的一次油浸渍要求等。
监造方在监造过程中须仔细、认真地监督。
二.了解和掌握变压器的结构特点:
创造条件积极参加变压器的设计评审会议、设计联络会,尽可能详细了解变压器的结构特点。
如冲击电位、工频电位梯度计算及绝缘裕度设计(涉及线圈的结构形式、线圈之间的绝缘距离、对地绝缘距离、线圈匝绝缘、段绝缘的尺寸、改善线圈端部及出线部位的电位分布的具体措施、线圈端部静电环、油隙合理分割、绝缘撑条及垫块的要求、低电位高场强问题的处理、适形绝缘纸板的应用、出线绝缘成形件的设计)。
如温度分布计算及油道、油流流向设计。
漏磁场计算及承受短路电动力的计算及裕度设计(电磁线的品种和形式、电磁线的机械强度计算、线圈电抗高度偏差10mm的抗短路电动力的能力计算、线圈的预紧力及撑紧要求)等。
1.变压器的总体结构:
单相自耦中性点无励磁变磁通调压变压器,高压1050kV/√3、中压525kV√3、低压110kV。
是三柱并联、还是二柱并联、每柱容量334MV A、500MV A。
高压线圈中部出线、中压线圈端部出线。
调压补偿变压器的布置(外设、旁柱设置)。
铁心:两心柱两旁轭、
三心柱两旁轭。
冷却方式OFAF。
油箱:筒式、钟罩式。
2.线圈的结构: 不同的制造厂可能会采取不同的结构形式。
高、中压线圈的结构形式:高压线圈中部出线成1050kV首端与高压套管相连,高压线圈上下并联构成尾端与中压线圈的525kV 首端和中压套管相连,中压线圈的尾端与中性点套管相连,也称高压线圈为串联线圈、中压线圈为公共线圈。
高压、中压线圈的绕制方式有全纠结、纠结连续式、内屏连续式等。
低压线圈结构形式:低压线圈110kV为全绝缘结构。
线圈绕制方式有螺旋式、连线式。
线圈的套装排列结构:铁心-低压-中压-高压
3.铁心结构:
两心柱两旁轭、三心柱两旁轭,不叠上轭,上下夹件、拉板、拉带锁紧,环氧玻璃丝带或热缩半导体绑扎,设热缩半导体铁心地屏或金属地屏。
三.了解和掌握制造厂的生产准备情况
1.原材料购置情况:
电磁线:杨行(主体变),宏远、句容、天威线材(调压补偿变);
硅钢片:新日铁(主体变),韩国(调压补偿变);
1000kV绝缘出线装置:瑞士魏德曼;
500kV绝缘出线装置:自制,泰州新源、常州英中;
正、反角环等绝缘成形件:瑞士魏德曼、泰州新源、常州英中;
绝缘纸板及撑条:瑞士魏德曼、泰州魏德曼、泰州新源、常州新源;
2. 组部件购置情况:
套管:1000kV级ABB、P&V;
500kV级ABB、P&V;
110kV级西瓷、抚顺传奇、ABB;
分接开关:MR;
冷却器:保定多田、昆山东升、西电西变;
调压补偿变片散:西安启源、昆山东升、保定多田
瓦斯继电器、油及绕组温度计:美国、德国。
3. 排产计划的审核及调整:
按照国网公司的工程的最后关门时间要求,倒排变压器的工期。
几个关键点:运输到达工地现场的规定时间、启运时间、出厂试验的结束时间、入炉干燥开始时间、器身装配开始时间等。
工艺时间是不能压缩、缩短的(从入炉干燥――静置结束)。
四.在监造过程中监督制造尺寸符合图纸的要求、原材料的正确使用、制造工艺要求能得到具体严格落实。
1.多了解和掌握图纸的内容和制造加工工艺要求,
1.线圈制造:
线圈绕制的尺寸要符合图纸的尺寸要求、绕制要紧实、换位处绝缘不能损伤并要垫实、线圈出头要扎紧、S弯绝缘纸无破损并垫实、撑条及垫块布置均匀、整齐;线圈的垫块油道尺寸符合要求无狭窄及阻塞迹象。
焊接:焊接处的机械强度要高于未焊接处(要有好的焊接设备、好的技工、严格的工艺要求、可靠的验证检验手段);焊接处的绝缘重包。
线圈的干燥及淋油:恒压干燥(水分蒸发、收缩、保证线圈紧实);淋油(避免吸收水分);
线圈的套装:线圈之间要撑紧、线圈上下要压紧、要保证线圈之间的电抗高度偏差得到控制,确保线圈的抗短路电动力的能力。
2.绝缘件加工:
线圈端部压板:除加工尺寸符合图纸要求外,热压多层绝缘纸板数控机床加工、表面及加工断面光滑,无缝隙、空洞、裂纹、杂质。
垫块、撑条:燕尾槽及边倒角、用铣床最好、光滑;撑条要求整体成形,不能采用两根胶粘(可能产生空腔、气泡,胶中的水分不易挥发,引起线圈的内经侧或外径侧局放、沿面爬电,近期750kV变压器故障的原因。
正反角环等绝缘成形件、纸板、围屏:形状、尺寸符合要求、无起层开裂现象、色泽均匀、清洁无污染、无鼓包、
无杂质、无变形。
高压、中压出线装置:瑞士魏德曼、国产或自制,入厂验收(外观色泽、破损、位移、变形情况的检查)关于X光射线对绝缘件的检查:制造厂有无检查设备、有无检查工艺文件要求、是否实施?
3.铁心加工:硅钢片的产地是否符合要求、表面漆膜有无破损、厚度及色泽是否均匀、有无弯曲折痕;垫片是否平整整齐、铁心油道无阻塞;拉板、拉带的固定及绝缘牢靠、铁心绑扎是否牢固(环氧玻璃带、半导体热缩带)。
4.静电环及静电屏的制作:金属屏蔽带无断裂、引线焊接牢固可靠、外包绝缘均匀无破损、无变形。
5.油箱制作:钢材型号符合要求、焊缝均匀(超声检查、油箱机械强度试验0.12Mpa/13Pa;);磁屏蔽、电屏蔽的制作,绝缘要可靠、接地要牢靠,器身固定桩及器身垫绝缘。
6.器身装配:绕组堆的下底板(磁屏蔽)、绝缘垫块、正反角环、静电环、绕组堆、静电环、正反角环、绝缘垫块、上部压板、撑条围屏撑紧、施压收紧(预紧力)、外部围屏布置(大面积的绝缘隔板及适形绝缘隔板、固定绝缘纸螺栓);引线制作与冷压接,直阻、变比试验检查;试下箱,测量绝缘距离及尺寸。
7.器身干燥:煤油气相干燥,130℃、20Pa、出水率、总出水量、时间。
变压真空、逐步升温以利于出水。
5.总装:时间控制,真空泄漏率测量、抽真空持续时间、一次浸油(真空)速度、热油循环(加负载电流)、静置及排气。