变压器制造基本流程图
- 格式:ppt
- 大小:512.00 KB
- 文档页数:1

开关电源变压器的制造工艺(以下简称变压器)变压器所用的主要材料为铁氧体磁心、固定夹、漆包线、胶带(聚脂胶带、无纺布胶带)绝缘漆、定位胶、铜箔等。
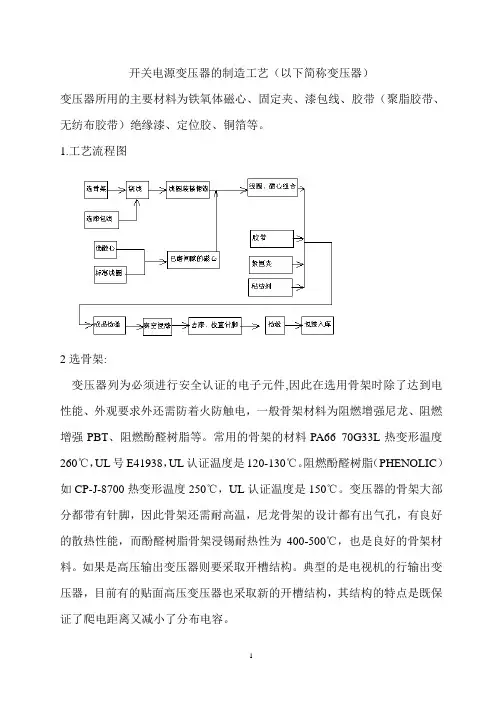
1.工艺流程图2选骨架:变压器列为必须进行安全认证的电子元件,因此在选用骨架时除了达到电性能、外观要求外还需防着火防触电,一般骨架材料为阻燃增强尼龙、阻燃增强PBT、阻燃酚醛树脂等。
常用的骨架的材料PA66 70G33L热变形温度260℃,UL号E41938,UL认证温度是120-130℃。
阻燃酚醛树脂(PHENOLIC)如CP-J-8700热变形温度250℃,UL认证温度是150℃。
变压器的骨架大部分都带有针脚,因此骨架还需耐高温,尼龙骨架的设计都有出气孔,有良好的散热性能,而酚醛树脂骨架浸锡耐热性为400-500℃,也是良好的骨架材料。
如果是高压输出变压器则要采取开槽结构。
典型的是电视机的行输出变压器,目前有的贴面高压变压器也采取新的开槽结构,其结构的特点是既保证了爬电距离又减小了分布电容。
3.选择漆包线:变压器工作在高频状态,由于集肤效应和邻近效应的影响,其高频电阻r1比其直流电阻r0大的多,因此由于高频的集肤效应,必须选择较细的导线,允许的计算导线最大直径按D y=f 2.132如果根据有效电流计算的导线直径大于此值,就必须采用多股绞线,当然多股线在绞合要有节距要求,如果是自己采用多筒线在绕制中并线,就必须保证其良好的平整度,不容许乱绕,否则会产生Q 值偏大,甚至严重发热烧坏线圈。
当然如果电流有效值很大的也采用厚度小于允许的导线直径的铜箔,铜箔的面积大于允许的导线面积就可以了,但是铜箔是用胶带作为绝缘,所以铜箔的两边要保证光滑无毛刺,不允许损伤胶带,否则会引起绕组的短路。
以下是山东新泰部分常用漆包线的耐压标准155℃直焊漆包线的最小击穿电压(V)美标线径S --单漆膜H --双漆膜T --加厚漆膜AWG25 0.455 2625 4725 6325AWG26 0.404 2550 4600 6150AWG27 0.361 2500 4500 6000AWG28 0.312 2425 4375 5850AWG29 0.287 2375 4250 5700AWG30 0.254 2300 4150 5550AWG31 0.227 2075 3825 4600AWG32 0.202 1850 3525 4275AWG33 0.179 1675 3250 3950AWG34 0.16 1500 2975 3675AWG35 0.143 1325 2750 3425AWG36 0.127 1200 2525 3175AWG37 0.113 1075 2325 2950AWG38 0.101 950 2150 2725AWG39 0.089 850 1975 2525AWG40 0.079 775 1800 2350AWG41 0.071 700 1675 2175AWG42 0.063 625 1525 2025AWG43 0.056 550 1400 1875AWG44 0.05 500 1300 1750线径:<0.1mm用圆铜法,0.1-2.5mm用扭绞法。
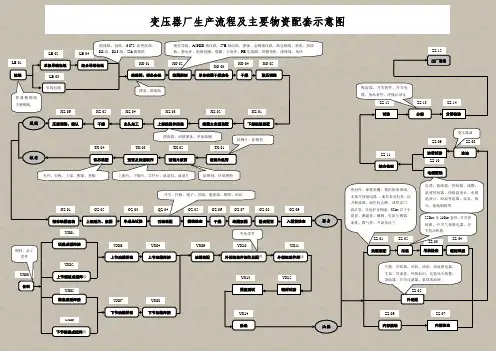
备料 上节油箱拼装 上节侧板成型焊接 上节油箱焊接 箱底成型焊接 下节油箱拼装下节侧板成型焊接下节油箱焊接油箱装配 涂装强度测试 密封试验 外部组装件焊接外部组装件制作及配焊 YX00 YX02YX05YX09 YX08YX06YX07 YX12YX11 YX10 YX14YX13 油箱油箱装配吊装密封焊接外装配内部接线注油电缆配线 综合检查分解出厂准备ZZ-08 ZZ-11 ZZ-10ZZ-04 ZZ-03 ZZ-01 ZZ-02 ZZ-05 ZZ-07 ZZ-06 ZZ-13 ZZ-09ZZ-12 ZZ-14 变压器厂生产流程及主要物资配套示意图吊装检查内部检查油密试验 试验分解检验钢材、金工零件 外协零件 LB-01 顶盖成型焊接 YX04 YX03 YX01 拉线 单根导线包纸 LB-02 引线包纸LB-03 组合导线包纸 LB-04绝缘筒、撑条安装 线圈绕制 单体线圈干燥准备 干燥 紧压调整 XQ-01 XQ-02 XQ-03XQ-04 XQ-05 下部绝缘装配 线圈主空道装配 上部绝缘件组装 出头加工 干燥 压紧调整、确认 XZ-06 XZ-05 XZ-04 XZ-03 XZ-02 XZ-01 整体线圈套装 上轭插片、紧固 引线装配 干燥 线圈紧固 器身配置 QZ-07 QZ-06 QZ-05 QZ-04 QZ-03 QZ-02 QZ-01 QZ-08 QZ-09 硅钢片纵剪 硅钢片横剪 预置及油道制作 铁芯装配 铁芯 线圈 器身入箱前检查 接线检查 半成品试验 普通裸铜线半硬铜线绝缘纸、割纸、0.075高密度纸、K8纸、K13纸、22h 微皱纸 撑条、绝缘筒 换位导线、A59DD 皱纹纸、57B 皱纹纸、撑条、金属皱纹纸、纸包铜线、垫块、挡油板、静电环、绝缘套圈、端圈、正角环、PB 压紧圈、铁轭垫块、绝缘筒、角环 硅钢片、防锈剂防锈剂、环氧树脂 上轭片、下轭片、芯柱片、油道扣、油道片 夹件、拉板、上梁、侧梁、垫脚 搭接筒、油隙撑条、单体线圈 开关、托板、端子、引线、避雷器、铜排、铝泊 片散、冷却器、风机、油泵、油流继电器、支架、导油管、外装标识、充氮灭火装置、净油器、开关过滤器、事故放油阀密封件、油枕胶囊、箱沿胶条球阀、本体气体继电器 、油位表及拉杆、压力释放阀、油位标志牌、油样活门、波纹管、导电杆及铜盖、35kv 以下小瓷套、测温管、蝶阀、电流互感器、油枕、联气管、升高及法兰电缆、接线箱、控制箱、线槽、温度控制器、绕组温度计、水银温度计、油温变送器、仪表、接头、接地铜线等变压器油吸湿器、开关附件、开关电缆、备品备件、冲撞记录仪TX-04 TX-03 TX-02 TX-01220kv 及110kv 套管、开关控制箱、开关气体继电器、开关传动机构ZZ-15。
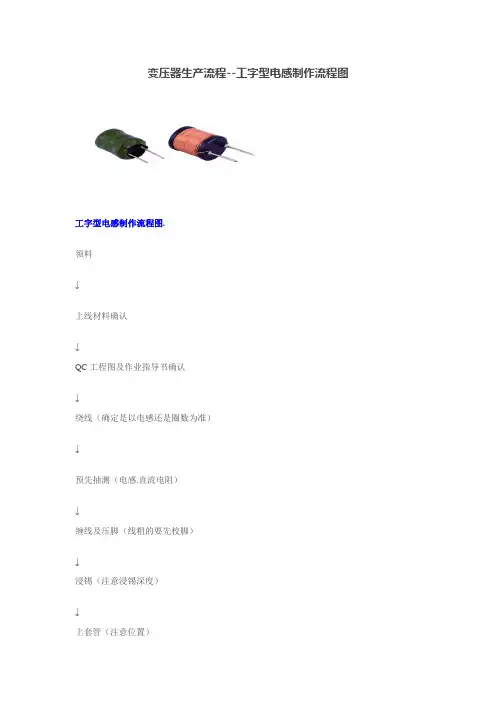
变压器生产流程--工字型电感制作流程图
工字型电感制作流程图.
领料
↓
上线材料确认
↓
QC工程图及作业指导书确认
↓
绕线(确定是以电感还是圈数为准)
↓
预先抽测(电感.直流电阻)
↓
缠线及压脚(线粗的要先校脚)
↓
浸锡(注意浸锡深度)
↓
上套管(注意位置)
↓
烘烤套管
↓
剪脚(注意尺寸)
↓
喷码印字(注意方向)
↓
外观检查处理
↓
校脚
↓
测试(电感.直流电阻)
↓
验脚包装
↓
送检QA检验
↓
外观尺寸检验(治工具确认)↓
电性检验(仪器设备调试)↓
上锡实验
↓
印字恒久性实验
↓
入库.装箱
↓
出货资料准备(出货检验报告.材质证明.ICP测报告.耐压保证书.ROHS保证书)等.
1.线细的产品必须注意浸锡温度不能过高,否则易断线!
2.线粗的产品尽量在先校好脚后再浸锡处理,以免脚被拉变形浸锡后无法校直.。
变压器的最基本型式,包括两组绕有导线的线圈,并且彼此以电感方式称合一起。
当一交流电流(具有某一已知频率) 流于其中之一组线圈时,于另一组线圈中将感应出具有相同频率的交流电压,而感应的电压大小取决于两线圈耦合及磁交链的程度。
一般指连接交流电源的线圈称之为“一次线圈”(Primamary Coil) ;而跨于此线圈的电压称之为“一次电压”。
在二次线圈的感应电压可能大于或小于一次电压,是由一次线圈与二次线圈间的“匝数比”所决定的。
因此,变压器区分为升压与降压变压器两种。
大部份的变压器均有固定的铁心,其上绕有一次与二次的线圈。
基于铁材的高导磁性,大部份磁通量局限在铁心里,因此,两组线圈藉此可以获得相当高程度的磁耦合。
在一些变压器中,线圈与铁心二者间紧密地结合,其一次与二次电压的比值几乎与二者的线圈匝数比相同。
因此,变压器的匝数比,一般可作为变压器升压或降压的参考指标。
由于此项升压与降压的功能,使得变压器已成为现代化电力系统之一重要附属物,提升输电电压使得长途输送电力更为经济,至于降压变压器,它使得电力运用方面更加多元化,我们可以这幺说,倘无变压器,则现代工业实无法达到目前发展的现况。
电子变压器除了体积较小外,在电力变压器与电子变压器二者之间,并没有明确的分界线。
一般提供60Hz 电力网络的电源均非常庞大,它可能是涵盖有半个洲地区那般大的容量。
电子装置的电力限制,通常受限于整流、放大,与系统其它组件的能力,其中有些部份属放大电力者,但如果与电力系统发电能力相比较,它仍然归属于小电力的范围。
各种电子装备常用到变压器,理由是:提供各种电压阶层确保系统正常操作;提供系统中以不同电位操作部份得以电气隔离;对交流电流提供高阻抗,但对直流则提供低的阻抗;在不同的电位下,维持或修饰波形与频率响应。
“阻抗”的其中一项重要概念,即电子学特性,是一种假想的设备,即当电路组件阻抗系从一阶层改变到另外的一个阶层时,其间要使用到一种设备—变压器。