宏程序车蜗杆的方法
- 格式:doc
- 大小:23.00 KB
- 文档页数:1


双线蜗杆的数控车加工技艺摘要:文章主要论述采用数控车床利用宏程序车削,进刀方法使用车槽法和左右车削法相结合的车削蜗杆方法,车削时刀具是单刃切削,使刀具每次车削都保持小的、均匀的加工量,切削平稳。
能保证加工顺利进行,提高工件加工质量,预防扎刀。
文章以实例编写了加工程序加以论述双线蜗杆的数控车加工技术。
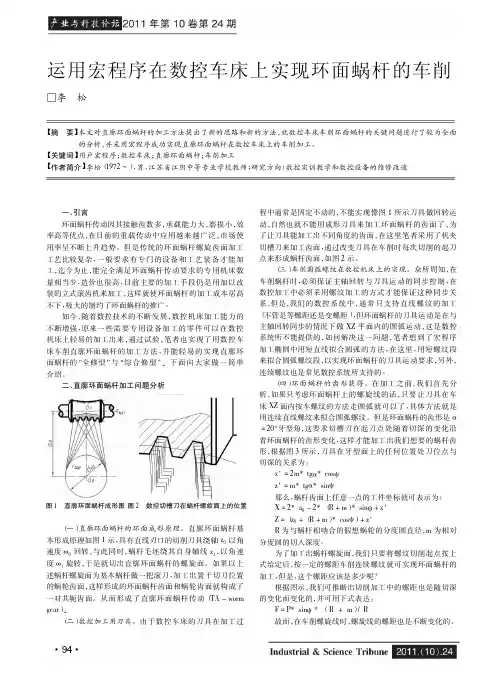
关键词:双线蜗杆;进刀方法;宏程序1 双线蜗杆零件特点蜗杆的齿形面与梯形螺纹很相似,其轴向剖面为梯形,但是蜗杆的齿形较深、导程较大、切削面积大,车削时比一般梯形螺纹难得多。
车蜗杆时,首先要合理选择车刀的几何参数,其次要采用合理的进刀方法,才能顺利完成蜗杆的车削。
2 车削加工中的难题车削蜗杆一般在普通车床加工,在加工大模数蜗杆时由于导程大,刀具运动速度快,车削时容易出现碰撞现象,技术性要求较高,由于是手动操作,加工质量难以保证,有时受到车床进给箱和挂轮的限制,如果名牌上没有相应的模数,蜗杆是无法加工的。
图1 零件图如果在数控车床上加工就能解决这一问题。
但是蜗杆在数控车床上加工时会遇到一些实际问题:因为蜗杆的齿槽比较深,如采用G92单循环指令车削蜗杆为直进法,加工时刀具三刃车削,刀具受力大,易产生振动,刀具很容易折断,刀具与工件摩擦强烈、排屑困难,齿面表面质量也很差。
如采用G76复合循环指令车蜗杆,刀具为斜进法,加工时刀具是两刃车削,刚开始车削时是比较平稳的,但随着切削深度的加深,刀具与工件接触面积越来越来越大,刀具受力逐渐增大,特别在最后几刀,刀具很容易折断,而且加工后的蜗杆齿面一侧光滑、一侧粗糙度较大,特别是大模数的蜗杆根本无法加工。
3 解决方案3.1 进刀方法的选择根据上述分析和自己多年的实践,进刀法无论采用直进法或斜进法车削模数(mx≥2)的蜗杆,其加工过程无法顺利进行,极易产生刀具折断,工件顶弯等现象,加工质量无法保证。
要想顺利加工,就要在车削时减小刀具与工件的接触面积,以达到减小切削抗力的目的。
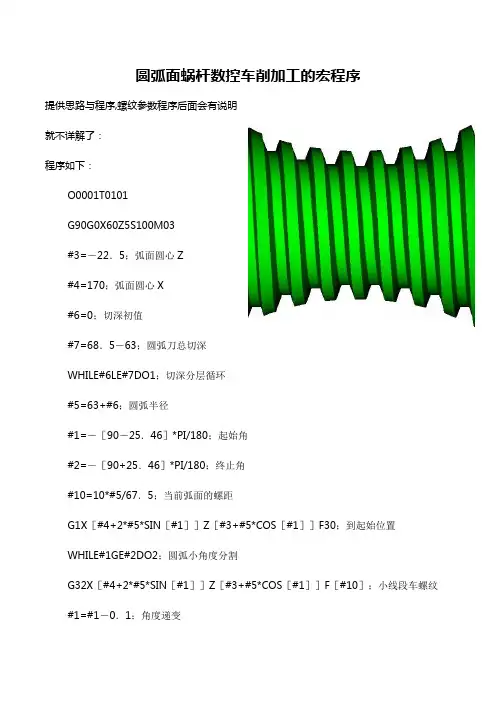
圆弧面蜗杆数控车削加工的宏程序
提供思路与程序,螺纹参数程序后面会有说明
就不详解了:
程序如下:
O0001T0101
G90G0X60Z5S100M03
#3=-22.5;弧面圆心Z
#4=170;弧面圆心X
#6=0;切深初值
#7=68.5-63;圆弧刀总切深
WHILE#6LE#7DO1;切深分层循环
#5=63+#6;圆弧半径
#1=-[90-25.46]*PI/180;起始角
#2=-[90+25.46]*PI/180;终止角
#10=10*#5/67.5;当前弧面的螺距
G1X[#4+2*#5*SIN[#1]]Z[#3+#5*COS[#1]]F30;到起始位置
WHILE#1GE#2DO2;圆弧小角度分割
G32X[#4+2*#5*SIN[#1]]Z[#3+#5*COS[#1]]F[#10];小线段车螺纹#1=#1-0.1;角度递变
ENDW2
G0X60F50G0Z5
#6=#6+0.08;切深递变
ENDW1
G0X100.Z100.
M05
M30
加工时,圆弧车刀以圆弧中心为刀位点对刀,其最终切深按两侧齿廓线以刀尖圆弧半径倒圆后的圆心位置来确定,圆弧段螺纹车制的起始和终止角度可按超出有效毛坯外的第一个齿槽位置求算。
采用圆弧车刀预切结束的同时也完成了齿底的加工,仅剩两侧齿廓留余量。
由于刀具采用直进直出的运动,弧面蜗杆有效齿廓线的两侧不允许有倒卷,否则会产生刀具干涉,即弧面蜗杆的弧面半径和有效区段的弧心角应受到一定的限制。
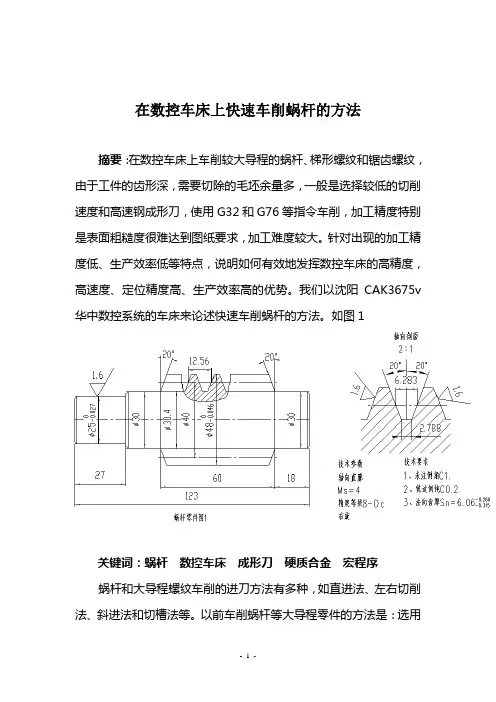
在数控车床上快速车削蜗杆的方法摘要:在数控车床上车削较大导程的蜗杆、梯形螺纹和锯齿螺纹,由于工件的齿形深,需要切除的毛坯余量多,一般是选择较低的切削速度和高速钢成形刀,使用G32和G76等指令车削,加工精度特别是表面粗糙度很难达到图纸要求,加工难度较大。
针对出现的加工精度低、生产效率低等特点,说明如何有效地发挥数控车床的高精度,高速度、定位精度高、生产效率高的优势。
我们以沈阳CAK3675v 华中数控系统的车床来论述快速车削蜗杆的方法。
如图1关键词:蜗杆数控车床成形刀硬质合金宏程序蜗杆和大导程螺纹车削的进刀方法有多种,如直进法、左右切削法、斜进法和切槽法等。
以前车削蜗杆等大导程零件的方法是:选用较低主轴转速(数控车床最低速为100转/分时转动无力)和高速钢成形车刀,车削蜗杆时的生产效率低。
为解决上述问题,我认为应从刀具材料、几何形状及角度和车削方法来谈谈快速车削蜗杆和大导程螺纹的方法。
一、突破传统选择刀具的习惯,合理选择车削蜗杆的刀具角度,使刀具的刀尖角小于齿形角车削蜗杆刀具的刀尖角如果等于蜗杆的齿形角。
这种刀具在车削时两侧刀刃与工件侧面容易发生摩擦,甚至三个刀刃同时参加切削,易产生较大的切削力而损坏刀具。
如果选择车刀的刀尖角35小于蜗杆的齿形角40,(如图2)这种车刀在车削时,可防止三个刀刃同时参加切削,减少了摩擦、切削力,能很好地避免“闷车”、“扎刀”和打刀的情况发生。
二、在数控车床上使用硬质合金车刀高转速车削蜗杆成为现实以前,车削加工蜗杆和大导程螺纹,只能用高速钢车刀低速车削加工,生产效率非常低。
如果将车刀的刀尖角磨小,使车刀的刀尖角35小于蜗杆的齿形角40,可避免三个刀刃同时参加切削,切削刀显剧下降,这时可使用较高的切削速度和硬质合金车刀对蜗杆进行车削。
当工件直径、导程越大时,可获得的线速度越高,加工出的工件表面质量越好,而且生产效率明显提高。
彻底解决在数控车床不能用硬质合金刀具车削蜗杆和大导程螺纹零件。
蜗杆加工工艺流程蜗杆加工是一种常用的机械加工工艺,用于制造各种传动装置中的蜗轮和蜗杆。
下面我将介绍一下蜗杆加工的工艺流程。
首先,在进行蜗杆加工之前,需要准备好蜗杆加工所需的原材料。
常用的材料有铸铁、钢等。
选用合适的材料来制造蜗轮和蜗杆,能够确保其强度和耐磨性,使其能够承受较大的负载和长时间的工作。
接下来,进行蜗杆的车削加工。
首先,在车床上进行转车,即将原材料装夹在车床的主轴上,并通过车刀进行切削。
在车削加工中,需要根据蜗杆的要求来选择合适的车刀和车削速度,以确保能够得到尺寸精度高、表面光洁度好的蜗杆。
然后,进行蜗杆的切割加工。
切割加工是将蜗杆的齿轮部分进行切削,以形成蜗轮。
切割加工通常使用齿轮加工机床进行,通过齿轮刀具与蜗杆进行啮合切削,使蜗轮的齿数和齿形满足设计要求。
接下来是蜗杆的磨削加工。
磨削加工是为了进一步提高蜗杆的尺寸精度和表面光洁度。
通常采用磨削机进行磨削加工,通过砂轮与蜗杆进行磨削,使其表面更加光滑、尺寸更加精确。
最后是蜗杆的热处理。
热处理是为了改善蜗杆的材料性能,提高其硬度和耐磨性。
一般采用淬火和回火两个工艺步骤进行热处理。
淬火是将蜗杆加热到临界温度后迅速冷却,使其达到所需的硬度;回火是将淬火后的蜗杆再加热到较低的温度并保持一定时间后冷却,以减轻淬火带来的脆性和应力。
综上所述,蜗杆加工工艺流程包括原材料准备、车削加工、切割加工、磨削加工和热处理。
每个工艺步骤都需要合理选择加工设备和工艺参数,才能够得到质量满足要求的蜗轮和蜗杆。
蜗杆加工工艺流程的优化和改进,能够提高蜗杆的加工效率和质量,满足各种传动装置的使用要求。
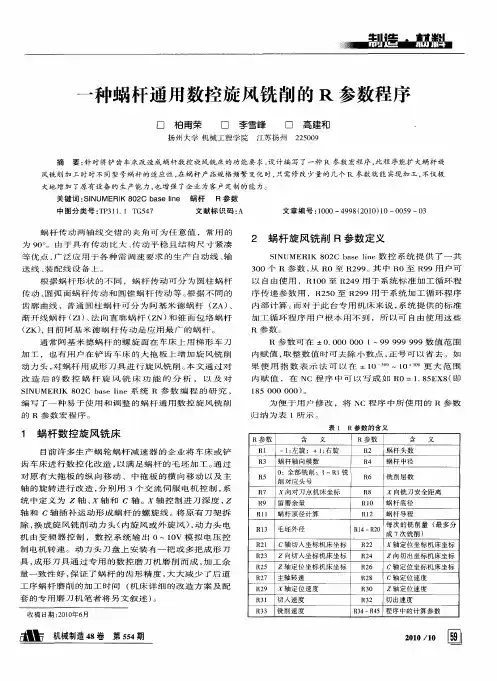
数控车床上加工蜗杆的通用宏程序广数 980TD数控车床上加工蜗杆的通用宏程序摘要很多中小型企业会遇到要在数控车床上加工大螺距梯形螺纹和蜗杆 (由于这些企业条件限制(往往不能编制好加工程序 (本文以实例探讨了数控车床中加工蜗杆和梯形螺纹通用宏程序的设计和编程(让中小企业也能轻松地应用宏程序加工蜗杆和梯形螺纹。
关键词宏程序梯形螺纹蜗杆一、前言今年本人应某中小型企业邀请(去帮他们处理数控车床加工中遇到的一些问题。
经交流得知(他们要加工一批蜗杆 ( 并从宜昌纺织机械厂请了位师傅编了个很长的程序 (但加工时还是很快损坏了刀具。
我查阅了相关说明书(并无这方面内容 (上网搜索 (也没有找到免费的可以直接使用的相关文章 (因此本人参考部分资料 (给他们编制了一个通用的加工蜗杆和梯形螺纹的程序(告诉他们使用方法后 (遇到蜗杆和梯形螺纹就可以直接套用该程序 (这样即使对宏程序不太熟悉的工人也可以加工蜗杆和梯形螺纹了。
二、加工螺纹的一般方法在数控车床加工螺纹一般有四种方法;直进法、斜进法、左右切削法和切槽刀粗切槽法四种。
1、直进法;如图 1 所示 (螺纹刀间歇性进给到牙深处 (采用此种方法加工梯形螺纹时(螺纹车刀的三面都参与切削 (导致加工排屑困难( 切削力和切削热增加(刀尖磨损严重(进刀量过大时 ( 还可能产生扎刀现象。
很显然(加工大螺距梯形螺纹和蜗杆是不可取的。
2、斜进法;如图 2 所示(螺纹车刀沿牙型角方向斜向间歇进给到牙深处(采用此种方法加工梯形螺纹时(螺纹车刀始终只有一侧刀刃参加切削(从而排屑比较顺利(刀尖的受力和受热情况有所改善(在车削中不易引起扎刀现象。
1/4页3、左右切削法;如图3所示 (螺纹车刀沿牙型角方向交错间隙进给至牙深(该方法同于斜进法(在数控车床上采用宏程序编程来实现。
3、切槽刀粗切槽法;如图 4 所示 (该方法先用切槽刀粗切槽(再用梯形螺纹车刀加工螺纹两侧面(这种方法在数控车中较难实现。
三、蜗杆和大螺距梯形螺纹特点和加工方法车削加工蜗杆和大导程螺纹(无论用斜进法还是左右切削法(切削抗力非常大( 以前只能用高速钢车刀低速车削加工(生产效率非常低。
宏程序车蜗杆编程实例蜗杆是一种常见的传动装置,它由一个蜗轮和一个蜗杆组成,通过蜗杆的旋转来驱动蜗轮的旋转。
在工业生产中,蜗杆被广泛应用于各种机械设备中,具有传动比大、紧凑结构、传动平稳等优点。
在宏程序车中,蜗杆的编程实例可以有很多种,下面我们以一个简单的示例来说明。
假设我们需要编写一个宏程序来控制一台车床上的蜗杆传动系统,实现工件的加工操作。
我们需要定义蜗杆的参数,包括蜗杆的直径、螺距、齿数等。
这些参数可以根据实际情况进行设置,以确保蜗杆传动系统的性能满足要求。
接下来,我们可以使用宏程序语言来编写相应的程序代码。
假设我们需要实现的功能是蜗杆传动系统的自动进给和自动退刀。
我们可以定义两个宏指令,分别用于控制进给和退刀操作。
在进给操作中,我们可以设置蜗杆的旋转速度和进给速度,以控制工件的加工速度。
同时,我们还可以设置进给的距离,以控制工件的加工长度。
在编写代码时,我们可以使用循环结构来实现连续的进给操作,直到达到设定的加工长度为止。
在退刀操作中,我们可以设置蜗杆的旋转方向和退刀速度,以控制刀具的退刀速度。
在编写代码时,我们可以使用条件判断语句来判断蜗杆的旋转方向,并根据设定的退刀速度进行相应的控制。
除了进给和退刀操作,我们还可以在宏程序中添加其他需要的功能,例如刀具的自动换刀、工件的自动定位等。
这些功能可以根据实际需要进行设置,以提高加工效率和精度。
在实际应用中,我们可以将编写好的宏程序加载到车床的控制系统中,并通过控制面板或计算机界面来调用和执行。
在执行过程中,我们可以根据需要进行相应的调整和修改,以满足不同工件的加工要求。
蜗杆编程是宏程序车中的重要应用之一。
通过编写相应的宏指令,我们可以灵活控制蜗杆传动系统,实现各种加工操作。
在实际应用中,我们可以根据需要进行相应的调整和修改,以满足不同工件的加工要求。
同时,我们还可以添加其他功能,以提高加工效率和精度。
蜗杆编程的应用为工业生产带来了便利和效益,也为宏程序车的应用提供了更多的选择和可能性。
在数控车床上快速车削蜗杆的方法在数控车床上车削较大导程的蜗杆、梯形螺纹和锯齿螺纹,由于工件的齿形深,需要切除的毛坯余量多,一般是选择较低的切削速度和高速钢成形刀,使用G32和G76等指令车削,加工精度特别是表面粗糙度很难达到图纸要求,加工难度较大.针对出现的加工精度低、生产效率低等特点,说明如何有效地发挥数控车床的高精度,高速度、定位精度高、生产效率高的优势.我们以沈阳CAK3675v华中数控系统的车床来论述快速车削蜗杆的方法.如图1蜗杆数控车床成形刀硬质合金宏程序蜗杆和大导程螺纹车削的进刀方法有多种,如直进法、左右切削法、斜进法和切槽法等.以前车削蜗杆等大导程零件的方法是:选用较低主轴转速数控车床最低速为100转/分时转动无力和高速钢成形车刀,车削蜗杆时的生产效率低.为解决上述问题,我认为应从刀具材料、几何形状及角度和车削方法来谈谈快速车削蜗杆和大导程螺纹的方法.一、突破传统选择刀具的习惯,合理选择车削蜗杆的刀具角度,使刀具的刀尖角小于齿形角车削蜗杆刀具的刀尖角如果等于蜗杆的齿形角.这种刀具在车削时两侧刀刃与工件侧面容易发生摩擦,甚至三个刀刃同时参加切削,易产生较大的切削力而损坏刀具.如果选择车刀的刀尖角35小于蜗杆的齿形角40,如图2这种车刀在车削时,可防止三个刀刃同时参加切削,减少了摩擦、切削力,能很好地避免“闷车”、“扎刀”和打刀的情况发生.二、在数控车床上使用硬质合金车刀高转速车削蜗杆成为现实以前,车削加工蜗杆和大导程螺纹,只能用高速钢车刀低速车削加工,生产效率非常低.如果将车刀的刀尖角磨小,使车刀的刀尖角35小于蜗杆的齿形角40,可避免三个刀刃同时参加切削,切削刀显剧下降,这时可使用较高的切削速度和硬质合金车刀对蜗杆进行车削.当工件直径、导程越大时,可获得的线速度越高,加工出的工件表面质量越好,而且生产效率明显提高.彻底解决在数控车床不能用硬质合金刀具车削蜗杆和大导程螺纹零件.只要数控车床能承受,尽可能选择较高的线速度,在车削模数Ms=4时,选用350转/分钟.如图3图2 刀尖角35小于齿形角40 图3 硬质合金车刀三、利用数控车床的精度高、定位准,用车削斜面的方法代替成形刀车削蜗杆,能保证蜗杆的齿形角如果蜗杆车刀的刀尖角直接决定被加工螺纹牙形角的大小,这显然是用成形刀来车削蜗杆.当使用成形刀车削较大导程蜗杆工件时,有可能整过刀刃甚至是三个刀刃同时参加切削,切削力陡增.由于数控车床在低转速转动时无力,用成形刀在数控车床上车削蜗杆或大导程螺纹会出现“闷车”和“扎刀”.为解决以上问题,可用左右分层车削斜面的方法取代成形刀法来车削蜗杆和大导程螺纹,可彻底避免在车削中经常出现三个刀刃同时参加切削而导致切削力增大、排屑不畅、“闷车”和“扎刀”等现象.车削斜面的方法是:车螺纹时,车刀在第一次往复车削后,刀尖在通过轴线剖面的牙侧上车削出了A点,经过多次往复循环车削,刀尖在通过轴线剖面的牙侧上分别车削出了B、C、D、E、F……N个点,将ACEN和BDF等多个点分别连接起来成为两条倾斜的直线,形成了蜗杆两侧的齿面和齿形角.如图4图4 蜗杆齿侧的形成四、使用宏程序能满足加工加工要求粗车如图1模数Ms=4的蜗杆,大约只需10分钟左右.粗车蜗杆的加工宏程序如下:%0001T0303M03S350F1001=蜗杆全齿高2=齿根槽宽W=3= 刀头宽t=WHLIE 1GE04=12+ 计算X轴尺寸.齿根圆为5=1TAN20PI/1802+2 计算Z轴尺寸WHLIE 5GE3G00 X50 Z8 M08 循环起点G00 Z8+5-3/2 Z轴向右边移动G82 X4 Z-87 车蜗杆G00 Z8-5-3/2 Z轴向右边移动G82 X4 Z-87 车蜗杆5=5-3 每次循环的切削宽度ENDW1= 每次循环的切削深度ENDWG0X150Z8M09M30精车时必须修改粗车的宏程序如下:1、测量粗车后的法向齿厚Sn/Cos20=Sx轴向齿厚.2、将宏程序的程序段2=修改为2=+ Sx/2轴向齿厚/23、将宏程序的程序段1=修改为1=4、将宏程序的WHLIE 5GE3、5=5-3、ENDW删除.5、将修改后的宏程序重新调用加工一次,精车蜗杆大约只需10分钟左右.修改后,精车蜗杆宏程序如下:%0001T0303M03S350F1001=蜗杆全齿高2=+ Sx/2 齿根槽宽+轴向齿厚Sx/23= 刀头宽t=WHLIE 1GE04=12+ 计算X轴尺寸.齿根圆为5=1TAN20PI/1802+2 计算Z轴尺寸G00 X50 Z8 M08 循环起点G00 Z8+5-3/2 Z轴向右边移动G82 X4 Z-87 车蜗杆G00 Z8-5-3/2 Z轴向右边移动G82 X4 Z-87 车蜗杆1= 每次循环的切削深度ENDWG0X150Z8M09M30五、结束语在数控车床上快速车削蜗杆和大导程螺纹的方法有三个特点:一是摆脱了在普通车床上车削蜗杆要求工人有较高的操作技能和技巧.二是解决了数控车床不能车削大导程的蜗杆和螺纹.三是充分利用了数控车床的精度高、定位准的特点,突破了传统的选择蜗杆车刀的习惯,将刀具的刀尖角选得小于齿形角,车削时防止了三个刀刃同时参加切削,排屑顺利,减小了切削力,使用硬质合金车刀,高速切削蜗杆和大导程螺纹成为现实在数控车床上加工较大直径和较大导程的蜗杆优势更大.粗车和精车如图1的蜗杆大约需要20分钟左右的时间,生产效率有了较大的提高,是普通车床的10倍左右.在数控车床上车削蜗杆和大导程螺纹注意三点:一是要求有编辑和修改宏程序、准备车刀和安装工件的能力.二是用硬质合金车刀车削梯形螺纹,不能选用过高的主轴转速,应考虑车床的承受能力.如车削模数Ms=4的蜗杆,主轴转速可选350转/分左右,否则,会由于大滑板换向太快而影响车床丝杆和螺母的精度.三是如果被切削的工件直径较小,车削时的线速度较低,车削出齿侧的表面粗糙度只能达到左右.当车削较小直径的工件时,可在数控车床上粗车,留下较小的精车余量,然后选用高速钢车刀低速精车来解决工件的表面粗糙度.资料来源。
浅析在数控车床用宏程序加工蜗杆方法作者:黄广和来源:《学校教育研究》2020年第05期摘要:蜗杆在通常加工中常用低速加工,工人加工劳动量大,加工难度高,工作效率低。
本文以实例探讨数控车床中高速加工蜗杆通用宏程序的设计和编程,以减少工人劳动强度,提高加工效率。
关键词:数控车加工、蜗杆加工、宏程序编程本文以下图为例,讲解在数控车床上如何利用宏程序编程加工蜗杆的实例。
一、加工工艺的安排1.锅杆在数控车床上进行加工编程的内容十分复杂,工艺的安排在蜗杆的加工过程中起到了重要的作用。
首先关于起刀点,要设置在蜗杆的右侧起刀,编程也应当将起点设置在右端面。
另外为了应对背吃刀量的问題,加工过程中对蜗杆的全齿和削法也有着明确的规定。
还有一夹一顶的装夹方式是被优先选用的装夹方式,对蜗杆生产来说误差也是一个很重要的方面,在数控车床加工中,减小误差是十分重要的。
2.相关数据的计算。
在蜗杆加工编程的过程中,很重要的事就是对蜗杆相关参数进行计算。
其中起刀点是一项主要需要测算的项目之一,它计算的依据主要是距离、转程、导程,在计算起刀点的过程中升速段和减速段是主要被参考的对象,另外在蜗杆加工之前还有许多的数据需要经过严密的计算才能够确定并且投入加工生产中。
3.蜗杆的加工方法。
由于蜗杆导程大,牙高深,所以无论用斜进法还是左右切削法,切削抗力非常大。
如果要在数控车床上用高速加工蜗杆,因此我采用了“分层切削"的方法来加工。
把螺纹或蜗杆的牙槽分成若干层,转化成若干个较浅的螺纹槽来进行切削,这样可以有效地控制切除余量,保证表面质量和刀具的使用寿命。
(如图2)二、蜗杆加工宏程序编程宏程序,简单的说,它就是一种利用变量来进行表示的一种程序,它的变量分三种,即有:局部变量、公共变量、系统变量,蜗杆加工时利用宏程序来控制蜗杆的灵活性,在编程过程中,参数的不同就会加工出不同型号的锅杆,而参数的改变常被用于加工相似的蜗杆,用这样的方式,可以提高蜗杆加工的效率。
如何在数控车床上车削多线蜗杆齿形作者:方媛州来源:《证券市场周刊》 2017年第4期在车削加工培训实践中,车削蜗杆,特别是车削大模数、多线蜗杆,其主要难点在于齿形切削面积大、切削抗力大;另外,其多次周而复始、紧张单调的操作,使得劳动强度增大,并容易出现始料未及的问题,因此车削多线蜗杆往往令人望而生畏。
在数控车床上车削多线大模数蜗杆时,如果我们采用普通车床的车削加工方法,不能充分利用数控机床的特点。
为此,我们收集、总结蜗杆齿形车削刀具方面的经验,尝试利用数控车床的宏程序设计功能,解决车削多线大模数蜗杆这一加工难题。
数控系统宏程序,是以变量的组合,通过各种算术和逻辑运算、转移和循环等指令而编制的一种可以灵活运用的程序,其只需改变变量的值,即可实现同类型不同尺寸的加工和操作。
以FANUC 0i数控系统为例,在数控车床上加工普通螺纹,一般使用的指令有G32单行程螺纹车削和螺纹切削循环与G92、G76等几种,但在车削大导程、多线蜗杆时,应用该指令编程其功能是不能实现的。
因为该指令为斜进法切削,其适合切削的刀尖角度只有80°,60°,55°,30°,29°,0°共六种,而常用蜗杆的齿形角度为40°,如果使用直进法进刀G32指令和G92指令方式,则加工难度较大,容易出现“扎刀”现象。
但如果使用宏程序功能即可解决这一问题。
为此笔者探讨在数控车床上对车削蜗杆齿形的车刀与操作方法进行改进,以及用宏程序编制车削大导程、多线蜗杆的加工程序。
多线蜗杆零件如图1所示。
一、多线蜗杆加工工艺要求及车削刀具分析1.多线蜗杆加工工艺要求如图1所示,多线蜗杆为模数4m,线数3线,导程37.699mm、导程角8°58′21″、齿全高8.8mm的阿基米德蜗杆。
该蜗杆切削面积大,要求工件刚性好,故需采用一夹一顶的装夹方式车削。
2.车削刀具分析多线蜗杆车削加工采取“分层切削”的方式,需法向安装车刀(阿基米德蜗杆齿形是一种轴向直廓齿形,精车时应轴向安装车刀,并且为正常发挥车刀各角度的作用、提高功效,需采用法向装刀方式)。
蜗杆传动装置主要应用在减速机构中,在很多机械设备上要应用,如车、铣、刨、磨等设备上都要应用。
蜗杆因螺距大、螺旋槽深,在普通车床上加工比较耗时,且劳动强度较大,并对工人技术要求较高,而在数控车床上采用宏程序加工蜗杆,只需通过变量参数设置就能完成蜗杆加工时的分层、分头、借刀等动作,减轻了劳动强度,提高了生产效率。
1 蜗杆相关尺寸分析根据蜗杆齿廓形状的不同,常用蜗杆的齿形分轴向直廓蜗杆和法向直廓蜗杆两种。
轴向直廓蜗杆的轴向齿廓为直线,在垂直于轴线的截面内,齿形是阿基米德螺旋线,又称阿基米德蜗杆。
法向直廓蜗杆是法向齿廓为直线,在垂直于轴线的截面内,齿形是延长渐开线,又称延长渐开线蜗杆。
在加工法向直廓蜗杆、轴向直廓蜗杆时,法向直廓蜗杆的制造比较困难,一般轴向直廓蜗杆在机械设备中应用的最多,下面根据轴向直廓蜗杆计算相关尺寸。
(1)根据图1计算轴向直廓蜗杆部分理论几何尺寸螺距:P=πx m =3.14*4=12.56 m m全齿高:h=2.2m x =2.2*4=8.8 m m 轴向齿顶宽:a s =0.843mx=0.843*4=3.372 m m轴向齿根槽宽:f e =0.697mx=0.697*4=2.788 m m分度圆直径:d 1=d -2mx=60-8=52 m m齿根圆直径:f d =d -4.4mx=60-17.6=42.4 m m轴向齿厚:x s =p/2=12.56/2=6.28 mm(2)根据图1尺寸公差要求计算蜗杆几何尺寸根据轴向齿厚尺寸公差取中间公差值得到的尺寸6.205 m m ,在分度圆直径、全齿高不变的情况下齿根槽宽和齿顶宽的尺寸发生了变化。
齿根槽宽增加了0.075 m m ,尺寸为2.863 m m ,蜗杆车刀刀头刃宽为2.5 m m ,齿顶宽减少了0.075 m m,尺寸为3.297 m m。
2 蜗杆编程工艺分析(1)加工方法选择 在车床上加工蜗杆一般采用直进法、斜进法、左右借刀法三种加工方法,在数控车床上加工大模数蜗杆我采用左右借刀法加工。
数控车床上加工蜗杆的通用宏程序摘要很多中小型企业会遇到要在数控车床上加工大螺距梯形螺纹和蜗杆,由于这些企业条件限制,往往不能编制好加工程序,本文以实例探讨了数控车床中加工蜗杆和梯形螺纹通用宏程序的设计和编程,让中小企业也能轻松地应用宏程序加工蜗杆和梯形螺纹。
关键词宏程序梯形螺纹蜗杆一、前言今年本人应某中小型企业邀请,去帮他们处理数控车床加工中遇到的一些问题。
经交流得知,他们要加工一批蜗杆,并从宜昌纺织机械厂请了位师傅编了个很长的程序,但加工时还是很快损坏了刀具。
我查阅了相关说明书,并无这方面内容,上网搜索,也没有找到免费的可以直接使用的相关文章,因此本人参考部分资料,给他们编制了一个通用的加工蜗杆和梯形螺纹的程序,告诉他们使用方法后,遇到蜗杆和梯形螺纹就可以直接套用该程序,这样即使对宏程序不太熟悉的工人也可以加工蜗杆和梯形螺纹了。
二、加工螺纹的一般方法在数控车床加工螺纹一般有四种方法:直进法、斜进法、左右切削法和切槽刀粗切槽法四种。
1、直进法:如图1所示,螺纹刀间歇性进给到牙深处,采用此种方法加工梯形螺纹时,螺纹车刀的三面都参与切削,导致加工排屑困难,切削力和切削热增加,刀尖磨损严重,进刀量过大时,还可能产生扎刀现象。
很显然,加工大螺距梯形螺纹和蜗杆是不可取的。
2、斜进法:如图2所示,螺纹车刀沿牙型角方向斜向间歇进给到牙深处,采用此种方法加工梯形螺纹时,螺纹车刀始终只有一侧刀刃参加切削,从而排屑比较顺利,刀尖的受力和受热情况有所改善,在车削中不易引起扎刀现象。
3、左右切削法:如图3所示,螺纹车刀沿牙型角方向交错间隙进给至牙深,该方法同于斜进法,在数控车床上采用宏程序编程来实现。
3、切槽刀粗切槽法:如图4所示,该方法先用切槽刀粗切槽,再用梯形螺纹车刀加工螺纹两侧面,这种方法在数控车中较难实现。
三、蜗杆和大螺距梯形螺纹特点和加工方法车削加工蜗杆和大导程螺纹,无论用斜进法还是左右切削法,切削抗力非常大,以前只能用高速钢车刀低速车削加工,生产效率非常低。
运用宏程序编程实现直廓环面蜗杆的车削加工
雷欣荣
【期刊名称】《军民两用技术与产品》
【年(卷),期】2016(000)004
【摘要】本文通过对直廓环面蜗杆的数学模型,推导出直廓环面蜗杆轮廓几何要素曲线与数学模型表达式。
采用宏程序指令编程,实现直廓环面蜗杆在数控车床上加工。
【总页数】2页(P197-198)
【作者】雷欣荣
【作者单位】广东省机械技师学院,广州 510450
【正文语种】中文
【相关文献】
1.基于UG二次开发的直廓环面蜗杆副虚拟加工建模研究 [J], 吴彬;刘晓婷;李昌冉;张璐;刘丰恕
2.直廓环面蜗杆副的加工 [J], 谢鹏
3.基于4条引导线的直廓环面蜗杆参数化设计 [J], 周立轩;郑守帮;袁和相;丁炜
4.直廓环面蜗杆-圆柱斜齿轮传动的几何建模与接触特性分析 [J], 赵超飞;魏冰阳
5.异参数直廓环面蜗杆的五轴车铣复合加工 [J], 韩俊峰;梁军华;宋翔宇;唐静
因版权原因,仅展示原文概要,查看原文内容请购买。