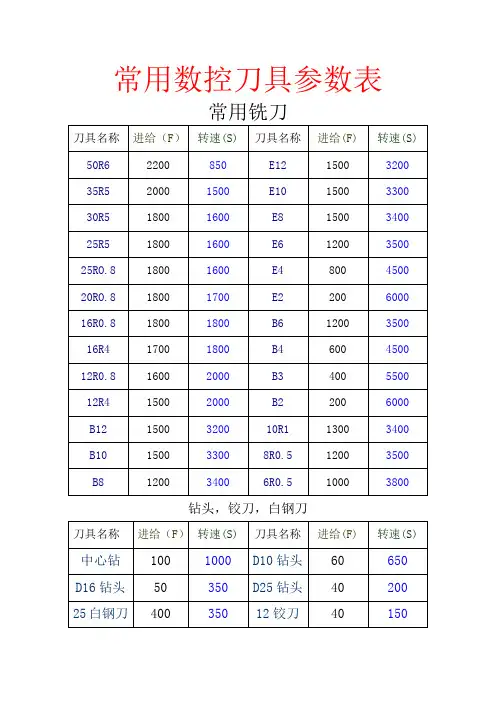
数控割嘴参数表
- 格式:xls
- 大小:10.50 KB
- 文档页数:1
激光数控切割机参数的调节
切割质量不好是件很头疼的事情,影响激光数控切割机的参数有很多:切割高度、割嘴型号、保护镜片等等。
那这些参数该如何调节呢?
1.切割高度(建议实际切割高度在0.8-1.2mm之间),如果实际切割高度不准,则需要进行标定。
2.检查割嘴的大小及型号是否用错,观察圆度是否正常。
3.光心采用1.0的割嘴进行检查,检查光心时的焦点在-1到1之间。
这样打出来的光点便于观察。
4.检查保护镜片是否干净,有时会因为天气或辅助气体太冷导致保护镜片表面结雾。
排除以上几步,至于修改切割参数就需要具体问题具体分析了。
例如不锈钢挂渣,挂渣类型有多种。
如只拐角挂渣可先考虑拐角倒圆,参数方面可以降低焦点、加大气压等。
如整体挂硬渣,需要降低焦点、加大气压、加大割嘴,但焦点过低或气压过大会导致断面分层和面粗糙。
如果整体挂颗粒状的软渣,可适当增加切割速度或降低切割功率。
切割不锈钢还可能会遇到:切割快结束的一面挂渣,可以检查是否气源供气不足气体流量跟不上。
切割碳钢一般会遇到:薄板断面不够光亮、厚板断面粗糙等问题。
其实切割过程中还会出现各种各样的问题,根据不同的情况我们要分别分析,并对参数进行调整。

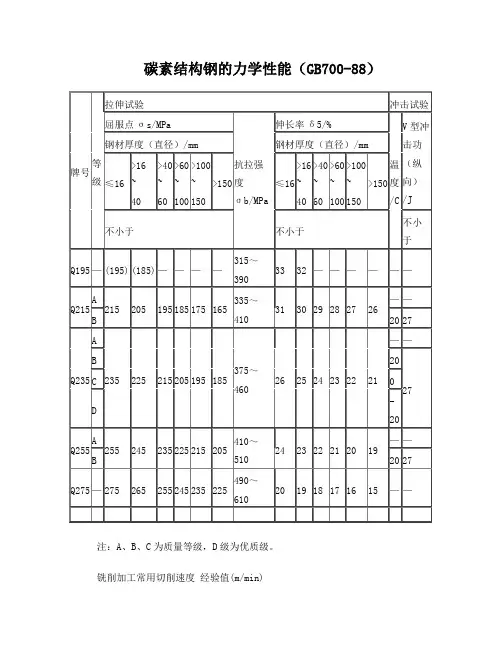
碳素结构钢的力学性能(GB700-88)注:A、B、C为质量等级,D级为优质级。
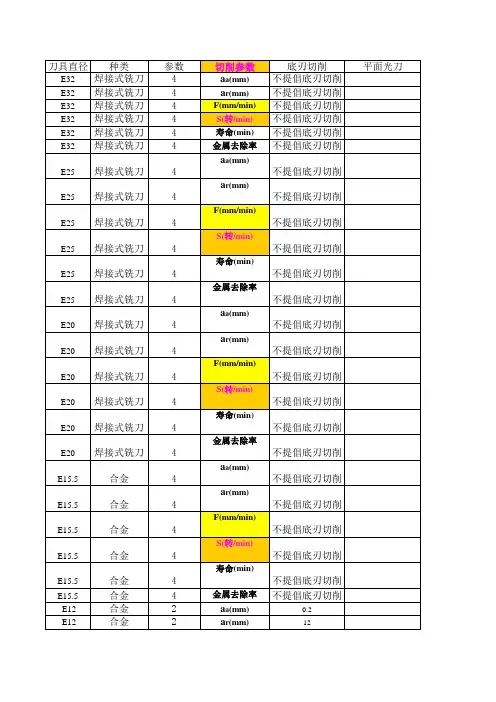
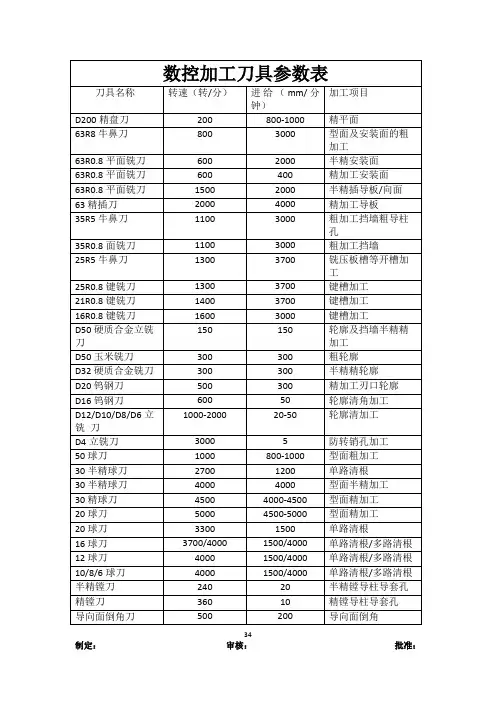
铣削加工常用切削速度经验值(m/min)铣削时的切削速度铣削加工每齿进给量推荐值 (mm/z)数控铣削每齿进给量经验值H13~H7孔加工方式余量(孔长度小于5倍直径)注:当孔径≤30mm、直径余量≤4mm和孔径>30~80mm、直径余量≤6mm时,采用一次扩孔或一次镗孔。
H7与H8级精度孔加工方式及余量(在实体材料上加工) (mm)注:在铸铁上加工直径为30mm与32mm的孔可用Ф28与Ф30钻头钻一次。
按H7与H8级精度加工已预先铸出或热冲出的孔 (mm)注:1.如果铸出的孔有很大的加工余量时,则第一次粗镗可分为两次或多次; 2.如果只进行一次半精镗,由其加工余量为表中“半精镗”和“粗铰或二次半精镗”加工余量之和。
平面精铣、磨削加工方式余量(mm)注:1. 精铣时,最后一次行程前留的雨量应该≥0.5mm。
2. 热处理零件磨削的加工余量系将表中值乘以1.2。
高速钢钻头加工钢件的切削用量高速钢钻头加工铝件的切削用量高速钢钻头扩孔、钻孔的切削用量 (mm/r)高速钢铰刀铰孔的切削用量攻螺纹切削速度 (m/min)钻孔的进给量镗孔切削用量硬质合金端面铣刀的铣削用量不锈钢的铣削用量不锈钢的铣削用量硬质合金车刀粗车外圆及端面的进给量注:1、加工断续表面及有冲击的工件时,表内进给量应乘系数K=0.75~0.85;2、在无外皮加工时,表内进给量应乘第数K=1.1;3、加工耐热钢及其合金时,进给量不大于1mm/r;4、加工淬硬钢时,进给量应减小。
当钢的硬度为44~56HRC时,乘系数K=0.8;当钢的硬度为57~62HRC时,乘系数K=0.5。
5、可转位刀片的允许最大进给量不应超过其刀尖圆弧半径数值的80%。
硬质合金外圆车刀半精车的进给量(参考值) mm/r注:rε=0.5mm,用于12×12以下刀杆,rε=1mm,用于30×30以下刀杆,rε=2mm,用于30×45及以上刀杆。
