外圆切削循环指令编程
- 格式:ppt
- 大小:740.50 KB
- 文档页数:18


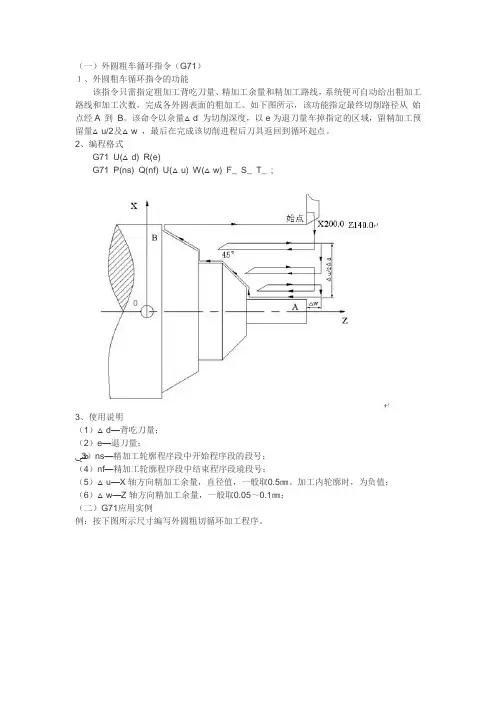
(一)外圆粗车循环指令(G71)1、外圆粗车循环指令的功能该指令只需指定粗加工背吃刀量、精加工余量和精加工路线,系统便可自动给出粗加工路线和加工次数,完成各外圆表面的粗加工。
如下图所示,该功能指定最终切削路径从始点经A 到B。
该命令以余量△d 为切削深度,以e为退刀量车掉指定的区域,留精加工预留量△u/2及△w ,最后在完成该切削进程后刀具返回到循环起点。
2、编程格式G71 U(△d) R(e)G71 P(ns) Q(nf) U(△u) W(△w) F_ S_ T_ ;3、使用说明(1)△d—背吃刀量;(2)e—退刀量;ﴈ3)ns—精加工轮廓程序段中开始程序段的段号;(4)nf—精加工轮廓程序段中结束程序段璄段号;(5)△u—X轴方向精加工余量,直径值,一般取0.5㎜。
加工内轮廓时,为负值;(6)△w—Z轴方向精加工余量,一般取0.05~0.1㎜;(二)G71应用实例例:按下图所示尺寸编写外圆粗切循环加工程序。
1、选择刀具:90º硬质合金车刀,刀尖半径0.4mm,置于1号刀位。
2、确定切削用量:1)背吃刀量:粗车时为2mm,精车时为0.25mm。
2)进给量:粗车时为0.2mm/r,精车时为0.15mm /r。
3)主轴转速:粗车时为300 r /min,精车时为500 r /min 。
(三)、编程O0006N10 T0101;N20 G00 G40 X120.0 Z10.0 M08 ;N30 M03 S300;N40 G71 U2.0 R0.5;N50 G71 P60 Q120 U0.5 W0.25 F0.25;N60 G00 G42 X40.0 ;//nsN70 G01 Z-30.0 F0.15;N80 X60.0 Z-60.0;N90 Z-80.0;N100 X100.0 Z-90.0;N110 Z-110.0;N120 G40 X120.0 Z-130.0;//nfN130 G00 X125.0 ;N140 X200.0 Z140.0;N150 M30;。

外圆循环g71编程实例外圆循环G71编程实例在数控车床上,我们经常需要使用G71指令进行外圆粗车循环和G70指令进行精车循环。
下面,我们通过一个实例来介绍如何编写外圆循环G71编程。
假设我们需要加工一个直径为100mm的圆,材料为铸铁,硬度较高。
我们可以使用G71指令进行粗车,然后使用G70指令进行精车。
1. 首先,我们需要确定粗车和精车的切削用量。
例如,粗车时,我们可以选择切削速度为80m/min,进给速度为0.2mm/r,切削深度为3mm;精车时,我们可以选择切削速度为100m/min,进给速度为0.1mm/r,切削深度为1.5mm。
2. 设置刀具参数。
例如,我们可以选择一把直径为100mm的硬质合金车刀,刀尖角度为10°,刀宽为2mm。
3. 编写G71指令的程序。
程序如下:```O0001;G99;M03 S600;T0101;G0 X100. Z100.;G71 U2 R1.5;G71 P1 Q2 U0.3 W0.1 F0.2;N1 G0 X50. Z2.;G1 Z-25. F0.2;X65.;W-15.;X80.;W-30.;G0 Z100.;N2 G0 X100. Z100.;G70 P1 Q2 F0.1;M30;```在这个程序中,我们首先设置了主轴转速为600r/min,选择了T0101刀位。
然后,我们使用G0指令将机床移动到工件坐标系原点。
接下来,我们使用G71指令进行粗车循环,设置切削深度为2mm,精车余量为1.5mm。
在N1段,我们编写了粗车的走刀路径,包括X方向走刀、Z方向走刀和切槽。
在N2段,我们使用了G70指令进行精车循环。
最后,我们使用M30指令结束程序。
通过这个实例,我们可以看出外圆循环G71编程的主要步骤包括:设置切削用量、设置刀具参数、编写G71指令和G70指令。
在实际加工中,我们还需要根据工件的实际情况和刀具的性能来调整切削用量和走刀路径。
在这个实例中,我们使用了G71和G70指令来完成一个简单的外圆加工。

外圆切槽循环G75指令格式:G75 R(e);G75 X(U)Z(W)P(Δi)Q(Δk)R(Δd) F ;指令意义:执行该指令时,系统根据程序段所确定的切削终点以及e、Δi、Δk和Δd 的值来决定刀具的运行轨迹:从起点径向(X轴方向)进给、回退、再进给……直至切削到与切削终点X轴坐标相同的位置,然后轴向(Z轴方向)退刀、径向回退至与起点X轴坐标相同的位置,完成一次径向切削循环;轴向再次进刀后,进行下一次径向切削循环;切削到切削终点后,返回起点(G75的起点和终点相同),完成循环加工。
G75的轴向进刀和径向进刀方向由切削终点X(U)、Z(W)与起点的相对位置决定,此指令用于加工径向环形槽或圆柱面,径向断续切削起到断屑、及时排屑的作用。
指令轨迹:指令运行轨迹见图3-46:图3-46 G75指令运行轨迹相关概念:切削终点:X(U)、Z(W)指定的位置,最后一次径向(X方向)进刀的终点,图3-46中表示为点B f ;径向(X方向)切削循环起点:每次径向进刀,开始切削循环的位置。
图3-46中表示为A n(n=1,2,3……),A n的X轴坐标与起点A相同,A n与A n-1的Z轴坐标的差值为Δk。
第一次轴向切削循环起点A1与起点A为同一点,最后一次轴向切削循环起点(表示为A f)的Z轴坐标与切削终点相同;径向(X方向)进刀终点:X轴方向上,每次切削循环中进刀的终点位置,图3-46中表示为B n(n=1,2,3……),B n的X轴坐标与切削终点相同,B n的Z轴坐标与A n 相同,最后一次轴向进刀终点(表示为B f)与切削终点为同一点;轴向(Z方向)退刀终点:在完成每次到达径向进刀终点B n(n=1,2,3……)后,刀具沿轴向退刀(退刀量为Δd)的终点位置,图3-46中表示为C n(n=1,2,3……),C n 的X轴坐标与切削终点相同,C n与A n Z轴坐标的差值为Δd;径向(X方向)切削循环终点:从轴向退刀终点径向退刀的终点位置,图3-46中表示为D n(n=1,2,3……),D n的X轴坐标与起点相同,D n的Z轴坐标与C n相同。