齿轮模具设计及制作标准
- 格式:doc
- 大小:188.00 KB
- 文档页数:5
环球市场工程管理/-245-齿轮模具的设计与制造孙伯明兰州飞跃农机有限公司前言:目前,国内外生产的塑料编织机械设备上,有许多注塑件,为了形成成品的系列化,需要开发许多塑料模具。
开发过程中,齿轮模具是一个难点,就目前的加工手段,加工齿轮模腔有两种方法:一种是用插齿机,另一种是用微控电火花线切割机成型。
笔者就电火花线切割机成型,进行了研究和实践,加工出了合格的产品。
为此,整理成文供同行参考。
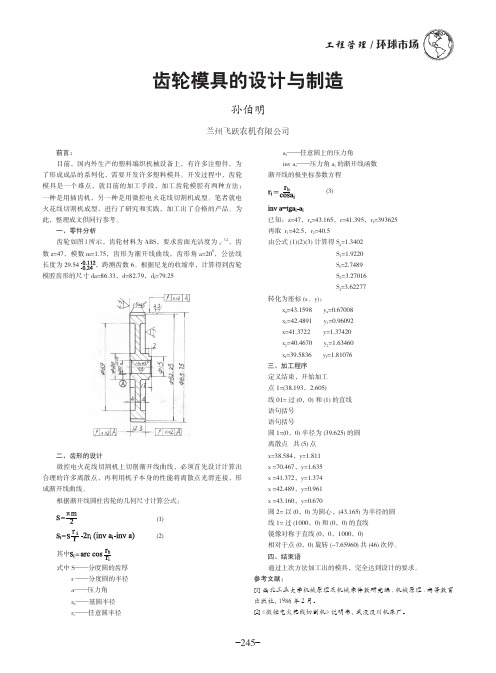
一、零件分析齿轮如图l 所示,齿轮材料为ABS,要求齿面光洁度为√3.2,齿数z=47,模数m=1.75,齿形为渐开线曲线,齿形角a=200,公法线长度为29.54,跨测齿数6。
根据尼龙的收缩率,计算得到齿轮模腔齿形的尺寸da=86.33,d=82.79,d f=79.25二、齿形的设计微控电火花线切割机上切削渐开线曲线,必须首先设计计算出合理的许多离散点,再利用机子本身的性能将离散点光滑连接,形成渐开线曲线。
根据渐开线圆柱齿轮的几何尺寸计算公式:(1)(2)其中式中S——分度圆的齿厚 r ——分度圆的半径 a——压力角 r b ——基圆半径 r i ——任意圆半径a i ——任意圆上的压力角 inv a i ——压力角a i 的渐开线函数渐开线的极坐标参数方程(3)已知:z=47,r a =43.165,r=41.395,r f =393625再取 r 1=42.5,r 2=40.5由公式(1)(2)(3)计算得S a =1.3402 S 1=1.9220 S r =2.7489 S 2=3.27016 S f =3.62277转化为座标(x、y):x a =43.1598 y a =0.67008x 1=42.4891 y 1=0.96092x=41.3722 y=1.37420x 2=40.4670 y 2=1.63460x f =39.5836 y f =1.81076三、加工程序定义结束,开始加工点1=(38.193,2.605)线01=过(0,0)和(1)的直线语句括号语句括号圆1=(0,0)半径为(39.625)的圆离散点 共(5)点x=38.584,y=1.811x =70.467,y=1.635x =41.372,y=1.374x =42.489,y=0.961x =43.160,y=0.670圆2=以(0,0)为圆心,(43.165)为半径的圆线1=过(1000,0)和(0,0)的直线镜像对称于直线(0,0,1000,0)相对于点(0,0)旋转(-7.65960)共(46)次停。

齿轮模具设计要点齿轮模具设计是机械制造中的重要环节,它直接关系到齿轮的质量和使用效果。
在进行齿轮模具设计时,需要注意一些要点,以确保设计的高质量和高效率。
以下是一些关键要点。
1. 确定齿轮的类型和规格在进行齿轮模具设计之前,首先需要确定所需齿轮的类型和规格。
不同的齿轮类型和规格具有不同的设计要求和特点。
例如,斜齿轮和直齿轮的设计要求不同,外齿轮和内齿轮的设计要求也不同。
2. 选择合适的材料齿轮模具的材料选择直接影响到齿轮的质量和使用寿命。
在选择材料时,需要考虑齿轮的使用环境、工作条件和负荷情况。
常见的齿轮模具材料包括高强度合金钢、铸铁和铜合金等。
3. 确定齿轮的参数齿轮的参数包括齿轮的模数、齿数、压力角等。
这些参数的选择直接影响到齿轮的传动比、负荷能力和噪声水平等。
在确定这些参数时,需要充分考虑齿轮的使用要求和制造工艺。
4. 进行齿轮副的配合设计齿轮副的配合设计是齿轮模具设计的核心内容之一。
在进行配合设计时,需要确定齿轮的间隙、啮合角和啮合系数等参数。
这些参数的选择应使齿轮副具有良好的传动效率、稳定性和寿命。
5. 考虑齿轮的制造工艺齿轮模具设计还需要考虑齿轮的制造工艺。
不同的制造工艺对齿轮的形状、尺寸和质量有不同的要求。
在设计齿轮模具时,需要充分考虑齿轮的制造工艺,以确保齿轮的加工精度和质量。
6. 进行齿轮的强度计算齿轮的强度计算是齿轮模具设计的重要环节之一。
在进行强度计算时,需要考虑齿轮的载荷、速度、工作时间和材料强度等因素。
通过强度计算,可以评估齿轮的可靠性和安全性。
7. 进行齿轮的动力学分析齿轮的动力学分析是齿轮模具设计的重要内容之一。
在进行动力学分析时,需要考虑齿轮的运动特性、动力学特性和振动特性等因素。
通过动力学分析,可以评估齿轮的运动平稳性和动态性能。
8. 进行齿轮的磨削和热处理设计齿轮的磨削和热处理设计是齿轮模具设计的关键环节之一。
在进行磨削和热处理设计时,需要考虑齿轮的磨削方法、磨削参数和热处理工艺等因素。

塑料齿轮的设计和制造介绍一塑胶齿轮优缺点和应用相对金属齿轮,塑料齿轮具有质量轻、工作噪音小、耐磨损、无须润滑、可以成型较复杂的形状、大批量生产成本低等优点。
但由于塑料本身具有收缩、吸水,相对金属强度也比较弱,对工作环境要求高,对温度较敏感等特性。
因而,塑料齿轮同时就有精度低、寿命短、使用环境要求高等缺点。
随着新材料的应用及制造技术的发展,塑料齿轮的精度越来越高,寿命也越来越长,并广泛应用于仪器、仪表、玩具、汽车、打印机等行业。
二塑料齿轮的模具制造方法由于塑料制品成型收缩,因此阴模尺寸要较制品尺寸大。
见附图:因而标准的齿轮制品意味着不标准的阴模尺寸。
这就对阴模的制造提出了严格的要求。
以下是常用的两种阴模制造方法1.先制作一母齿轮,然后通过铸造、电火花加工、电铸等方法制作母齿轮。
如:涡轮、涡杆、锥齿轮。
2.不需母齿轮,直接线切割制作阴模。
常用于正齿轮,斜齿轮。
2.1母齿轮的制作方法前面所提,母模要比制品大,因此标准制品齿轮就必须由特殊母齿轮制作特殊的阴模。
特殊的母齿轮就需特殊的切齿刀来加工。
通常方法:(1)特殊模数的切齿刀具(2)加上成型收缩率的余量用特殊压力角的切齿道具(3)加上成型收缩率的余量用标准切齿刀具(4)不需添加余量用标准切齿刀具以下是各种方法的详细介绍(1)特殊模数的切齿刀具制作一个特殊模数的切齿刀具,其压力角为标准压力角。
在制作这个切齿刀具时必须考虑到成型收缩率以及后面要讲到的阴模制作法所规定的修正值,然后用这个特殊刀具来加工母齿轮。
假设要制作下面的成型齿轮时Z=30 m=1 d=m*Z=30mm 假设成型收缩率与根据阴模制作法所得到的修正值之和为2%。
则要求母齿轮的各参数为 Z=30 m=1.02 d=m*z=30.6mm 根据这个方法制作出来的齿轮能得到比较正确的齿形。
但时间长,成本较高。
(2)加上成型收缩率的余量用特殊压力角的切齿道具加上成型收缩率的余量用标准的切齿刀具来制作母齿轮时会造成齿形的偏移,用节点上的压力角的变化来表示的话如下公式所示。

塑料齿轮的设计和制造介绍一、引言塑料齿轮具有体积小、重量轻、耐磨损、噪音低等优点,已经在许多领域广泛应用。
齿轮设计和制造是塑料齿轮生产的重要环节。
在实际应用中,塑料齿轮的设计、材料的选择和工艺的制造都是关键因素。
本文将从塑料齿轮的设计和制造两个方面进行介绍。
二、塑料齿轮的设计1、选择材料塑料齿轮的材料选择非常重要。
目前塑料齿轮主要采用的材料有聚酰胺、聚氨酯、聚甲醛等。
不同的材料对于齿轮的性能有着不同的影响,需要根据具体需求进行选择。
2、确定齿轮的类型塑料齿轮一般分为两种类型:割合齿轮和直齿轮。
割合齿轮具有齿面接触面积小,噪音小,适用于高速、小扭矩的场合;而直齿轮则具有齿面接触面积大,适用于低速、大扭矩的场合。
因此,在设计齿轮时,需要根据具体场合来确定齿轮的类型。
3、确定齿轮参数齿轮参数包括外径、模数、压力角、齿数等,不同的参数对于齿轮的性能有着不同的影响。
外径、齿数和模数的比例,决定了齿距和齿高,影响到齿轮的强度和耐疲劳性。
压力角的大小越大,齿面越强,但是噪音也会相应增加。
4、计算齿轮的几何尺寸计算齿轮的几何尺寸是确定齿轮型号、样板与模具结构及制造工艺的前提。
具体计算可以通过专业的齿轮计算软件进行,也可以手工计算。
计算结果需要考虑到材料的机械性能和齿轮工作状态,以保证齿轮的工作强度和寿命。
三、塑料齿轮的制造1、模具设计和制造塑料齿轮的制造需要使用模具进行成型。
模具设计要考虑到成形的材料,以及齿轮的几何参数。
常用的模具材料有钢、铝合金、铜合金或骨架塑料等,不同的材料适用于不同的齿轮尺寸和形状。
制造模具一般采用数控加工,可以确保模具的精度和质量,以便成形的齿轮能够符合设计要求。
2、塑料齿轮成型制造塑料齿轮的成型方式主要有注塑成型和挤出成型两种。
注塑成型的优点是成形精度高、表面光滑、材料利用率高,但是需要投入大量的设备和投资,适用于批量生产。
挤出成型则比较适用于小批量生产,成本相对较低,但是成形精度和表面光滑度较低。
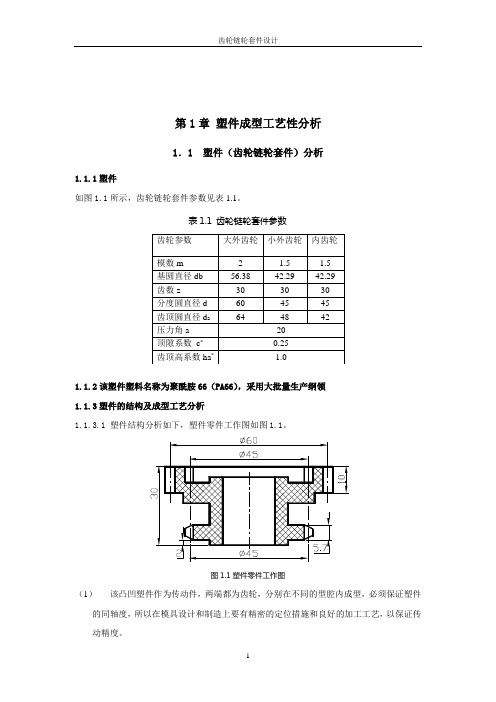
第1章塑件成型工艺性分析1.1 塑件(齿轮链轮套件)分析1.1.1塑件如图1.1所示,齿轮链轮套件参数见表1.1。
表1.1 齿轮链轮套件参数1.1.2该塑件塑料名称为聚酰胺66(PA66),采用大批量生产纲领1.1.3塑件的结构及成型工艺分析1.1.3.1 塑件结构分析如下,塑件零件工作图如图1.1。
图1.1塑件零件工作图(1)该凸凹塑件作为传动件,两端都为齿轮,分别在不同的型腔内成型,必须保证塑件的同轴度,所以在模具设计和制造上要有精密的定位措施和良好的加工工艺,以保证传动精度。
(2)该塑件外形是阶梯齿轮零件,在圆柱齿轮上有侧向凸凹。
1.1.3.2 成型工艺分析如下。
(1)精度等级。
采用一般精度7级。
(2)脱模斜度。
塑件壁厚哟为2.5mm,其脱模斜度查参考文献其脱模斜度40`到1度30分。
由于塑件没有特殊狭窄细小部位,所用塑料为PA66,流动性极好,注射流畅,所以塑件外形没有放脱模斜度,同时为了保证齿轮传动齿面接触强度,齿轮轮齿不放脱模斜度,轴孔也不放脱模斜度。
1.2 热塑性材料(PA66)的注射成型过程及工艺参数1.2.1 注射成型过程(1)成型前的准备。
对PA66的色泽、细度和均匀度等进行检查。
由于PA66容易吸湿,成型前应进行充分的干燥,使水分含量<0.3%。
(2)注射过程。
塑料在注射机料筒内经过加热、塑化达到流动状态后,由模具的浇注系统进入模具型腔成型,其过程可以分为冲模、压实、保压、倒流、和冷却5个阶段。
(3)塑件的后处理。
采用调湿处理,其热处理条件查参考文献有处理介质为油;处理温度为120度;处理时间为15分钟。
1.2.2 PA66的注射工艺参数(1)注射机:螺杆式(2)螺杆转速(r/min):20~50(3)料筒温度(℃):后段240~250中段260~280前段255~265(4)喷嘴温度(℃):250~260;喷嘴形式:自锁式。
(5)模具温度(℃):60~120。
(6)注射压力(MPa):80~130。
齿轮模具设计专业班级: ______________________姓名: _______________________________ 学号: _____________________________指导教师: ______________________________ 设计时间: _______________________________物理与电气工程学院2015年6月20日F面一图1-1所示的齿轮为例,介绍CREO2.0模具设计的一般过程。
图1-1齿轮模型1.1.1参照零件的布局(1)启动CREO2.0,执行“文件”中的“设置工作目录”命令,选择一个合适的工作目录。
(2)选择下拉菜单“文件”,“新建”命令对话框。
在“新建”对话框中的“类型”选项中选择“制造”,“子类型”中选择“模具型腔”,在名称文本框中输入模具型腔的文件名为“ chuitou,同时取消选择“使用默认模板”复选框,如图1-2所示。
单击“确定”按钮,在弹出的“新文件选项”对话框,选择“ mmn s_mfg_mold ”模板,如图1-3所示。
单击“新文件选项”对话框中的“确定”按钮,进入模具设计模块。
图本石二4 m 3一匡览亠亠一蚁宰 和总零渎制红格捉布记标 Fxa p%虫 C1B 卡冋鱼 SOOOOOO阪宝件 •掘貝型腔 Ejcpizt :»L "1 皿皿了臭里(3)单击“模具制造“工具栏上的“模具型腔布局”按钮总,弹出“打开” 对话框,同时弹出“布局”对话框,如图1-4所示。
(4)在“打开”对话框中选择“ chuitou.prt”零件后,单击“打开”按钮,弹出“创建参照模型”对话框,如图1-5所示。
在“创建参照模型”对话框中选择“按参照合并”单选框,单击“确定”按钮接受默认的参照模型名称。
(5) 单击“布局”对话框中的“参照模型起点与定向”选项区域中的拾取箭头,出现浮动参照模型窗口,同时出现“坐标系类型”菜单管理器,如图1-6所示。
齿轮模具设计及制作标准(一)
一:内模部分由齿片、齿座、镶针(或司筒)等组成,结构如下图:
(1)
1.齿片的厚度一般要做到4-6MM,齿轮的厚度在4MM以上,齿片厚度与齿轮的厚
度相同即可,如图(2)所示;若齿胶位厚度低于4MM,则齿片要加厚到6MM,以便与模胚的内孔配合良好,封胶位要做到3-5MM(图3中为4.29MM),结构形式、配合公差参考图(3);若齿形需要定位或齿片有顶针穿过时,齿片需止转;
2.齿座结构形式、配合公差参考图(4);
(4)
3.镶针的结构形式、配合公差参考图(5)
4.齿片的排气设计,排气一般开在齿片的底面,对于流动性较好PA、PPS等料建议先不要开排气,具体结构如图(6);
齿片底部排气
(6)
5.进胶点的设计,一般齿根圆直径在8MM以上时,采用三点进胶;小于8MM时可采用一点进胶;为保证进浇点压力对齿形的影响,浇口的位置可稍远离齿形,具体设计请参考图(7);
(71
A、B板的模仁孔
加工时A、B板装夹后,一同加工,下图为A板的模仁孔及定位器孔重点寸法的尺寸公差、形位公差,B板的标注与A板相同;
二、齿轮产品模具的基本结构:。
精冲片齿轮的冲压工艺与模具设计摘要:介绍了精冲片齿轮的工艺方法及模具结构设计,希望能为类似零件模具设计提供参考。
关键词:片齿轮;精冲;工艺分析;模具设计1 冲制片齿轮的技术难点用板、条、带、卷料一模成形,直接冲制出各种齿型、不同模数和带孔或不带孔、轮辐加厚或减薄的圆形、扇形与特定任意形状的片齿轮等,其冲压加工的技术难点如下:(1)齿型冲切面即齿廓啮合面质量,往往因材质金相组织结构不良、润滑不到位和模具刃口出现不均匀磨损等因素而使冲件冲切面塌角过大,塌角深度超过25%T;冲切面完好率不足 75%,低于Ⅳ级而影响使用;冲切面局部毛刺过大,难以彻底清除;冲切面的整体表面粗糙度值大于 RA1.6“m,无后续加工工序时小于 RA1.6”m,就无法使用。
(2) 料厚t<1mm 的小尺寸片齿轮,尤其当t≤0.5mm 时,各种精冲方法都难以加工;用高精度普通冲模冲制,冲切面质量,特别是冲切面表面粗糙度值如何减小到符合要求。
(3) 小模数片齿轮,如模数 m<0.25mm 的渐开线片齿轮,其冲裁模齿形冲切刃口,包括凸模与凹模的齿形刃口在冲裁过程中,要承受较大的压力载荷,容易出现崩刃、压塌、局部过量磨损……,冲制的工件,齿顶部位塌角大,料厚减薄明显,而且模数越小减薄越严重。
在齿顶刃口处过量磨损而失效。
也有在齿根圆的位(4)所有冲制片齿轮的冲模,寿命都很低。
多数都置,凸模出现了裂纹。
由于齿形模数小,节圆上的齿宽 B 远小于零件料厚,冲裁时凸模齿形部位的压力峰值数倍于凸模的平均压应力,因而大幅度增加了齿形部位的摩擦力以及由此产生的成倍磨耗,必然导致冲模提前刃磨。
(5) 料厚t≥1mm-3mm 的薄板片齿轮,多采用各种精冲方法,直接从原材料冲制成品片齿轮零件。
由于模数小,节圆齿宽 B 大多都小于t,多数仅为 B≤60%T,甚至 40%T 或更小。
不仅凸模齿形承载压力大,而且冲出齿形齿顶部位减薄,塌角深达 20%T-25%T,软料更为严重。
齿轮模具设计要点齿轮模具设计是机械设计中的重要环节,它直接关系到齿轮零件的质量和性能。
在进行齿轮模具设计时,需要考虑以下要点:一、齿轮模具材料的选择齿轮模具的材料选择直接影响到模具的使用寿命和生产效率。
常见的齿轮模具材料有工具钢、高速钢和硬质合金等。
在选择材料时,需要根据齿轮的使用环境和要求,考虑其强度、硬度、耐磨性等因素,以确保模具的耐用性和稳定性。
二、齿轮模具的结构设计齿轮模具的结构设计需要考虑到齿轮的形状、尺寸和精度要求。
在设计过程中,需要确保模具具有足够的刚度和稳定性,以保证齿轮的精度和质量。
同时,还要考虑到模具的易制造性和易维修性,以提高生产效率和降低成本。
三、齿轮模具的加工工艺齿轮模具的加工工艺包括切削加工、热处理和表面处理等。
在进行加工工艺选择时,需要考虑到模具材料的特性和齿轮的要求。
切削加工时,需要选择合适的刀具和切削参数,以确保加工精度和表面质量。
热处理时,需要控制好加热温度和冷却速度,以提高模具的硬度和耐磨性。
表面处理时,可以采用镀铬、喷涂等方法,以提高模具的耐蚀性和润滑性。
四、齿轮模具的装夹和调试齿轮模具装夹和调试是确保模具正常运行和齿轮精度的关键环节。
在装夹过程中,需要采用合适的夹具和装夹方式,以确保齿轮的定位和固定。
在调试过程中,需要通过调整模具的位置和间隙,以达到齿轮的精度要求。
同时,还需要进行试模和试切,以验证模具的性能和可靠性。
五、齿轮模具的维护和保养齿轮模具的维护和保养是确保模具长期稳定运行和延长使用寿命的重要措施。
在使用过程中,需要定期清洁模具表面和润滑模具零件,以防止腐蚀和磨损。
同时,还需要定期检查模具的磨损和损坏情况,及时更换和修复模具零件,以保证齿轮的精度和质量。
齿轮模具设计要点涵盖了材料选择、结构设计、加工工艺、装夹调试和维护保养等方面。
只有在考虑到这些要点的基础上,才能设计出质量优良、使用寿命长的齿轮模具,为齿轮零件的生产提供可靠的保障。
注塑齿轮的生产工艺
注塑齿轮是利用注塑成型工艺制作出来的,具体生产工艺如下:
1. 原材料预处理:根据所需产品的要求,选用适当的塑料原料,并进行预处理,如干燥、混合等。
2. 模具设计:根据齿轮的形状、尺寸、要求精度等因素,进行模具的设计和制造。
此外,还需要确定浇口、排气等细节问题。
3. 成型过程:将预处理好的原料加入注塑机进行加热熔融,然后通过注塑机压力将融化的塑料注入到齿轮模具中,进行冷却固化,最终得到成品齿轮。
4. 后处理:包括切除浇口、排气口、清除模斑等工序,以及对成品齿轮的必要修整和表面处理。
其中,注塑齿轮的模具设计是一个重要的环节,需要考虑到齿轮的整体形状、齿轮嵌入模具内部的方式、以及浇口、排气系统等细节问题。
此外,还需要对注塑机的参数进行适当调整,以确保齿轮的尺寸、精度等要求。
综上所述,注塑齿轮的生产工艺主要包括预处理原材料、模具设计、加热熔融、注塑成型、后处理等工序。
注塑齿轮的质量和性能不仅取决于原材料的选择和预处理,还与模具设计和注塑机的参数设置密切相关。
齿轮模具设计及制作标准(一)
一:内模部分由齿片、齿座、镶针(或司筒)等组成,结构如下图:
(1)
1.齿片的厚度一般要做到4-6MM,齿轮的厚度在4MM以上,齿片厚度与齿轮
的厚度相同即可,如图(2)所示;若齿胶位厚度低于4MM,则齿片要加厚到6MM,以便与模胚的内孔配合良好,封胶位要做到3-5MM(图3中为
4.29MM),结构形式、配合公差参考图(3);若齿形需要定位或齿片有顶针穿
过时,齿片需止转;
2.齿座结构形式、配合公差参考图(4);
(4)
3.镶针的结构形式、配合公差参考图(5)
(5)
4.齿片的排气设计,排气一般开在齿片的底面,对于流动性较好PA、PPS等料建议先不要开排气,具体结构如图(6);
(6)
5.进胶点的设计,一般齿根圆直径在8MM以上时,采用三点进胶;小于8MM 时可采用一点进胶;为保证进浇点压力对齿形的影响,浇口的位置可稍远离齿形,具体设计请参考图(7);
6.模胚的加工要求,模胚加工时模仁孔要求A、B板的模仁孔、定位器孔要同心,
加工时A、B板装夹后,一同加工,下图为A板的模仁孔及定位器孔重点寸法的尺寸公差、形位公差,B板的标注与A板相同;
二、齿轮产品模具的基本结构:。