模具设计制造技术规范
- 格式:doc
- 大小:73.00 KB
- 文档页数:6
压铸模具制造标准为规范模具制造,保证模具质量,特制定此标准一、总体要求:1、所有零件按二维图纸尺寸、技术要求制作,检验依据二维图纸2、 CNC加工采用按3D编程,相关公差按二维图要求制作3、组立组要按总装图要求组合模具及配模4、发现二维图纸少尺寸、3D与2D不符、制作中出错、安装干涉等情况,及时上报质量组和设计组,由设计组及时做出解决方案,并下发新资料。
质量组确认后,有新资料时电脑上错误资料第一时删除。
5、所有零件热处理按图纸要求操作、6、所有零件表面处理按图纸要求操作7、所有零件上机加工分中、打表规定,打表要求打长面复查短面,分中要求在毎面中心分中(中心误差超10mm),同时用量具复查尺寸。
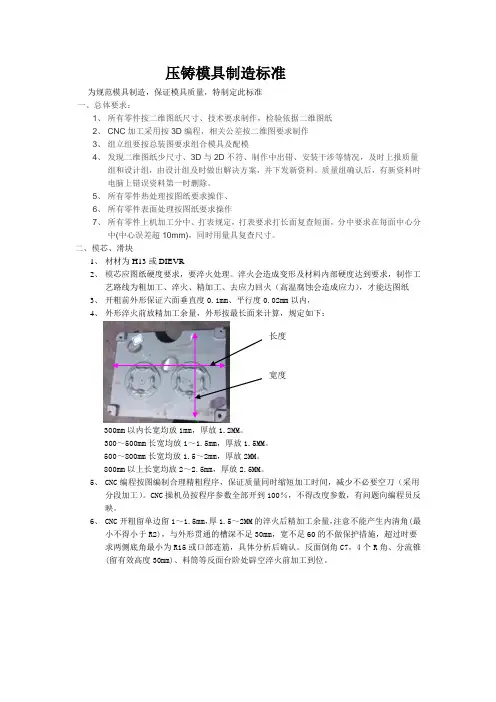
二、模芯、滑块1、材材为H13或DIEVR2、模芯应图纸硬度要求,要淬火处理。
淬火会造成变形及材料内部硬度达到要求,制作工艺路线为粗加工、淬火、精加工、去应力回火(高温腐蚀会造成应力),才能达图纸3、开粗前外形保证六面垂直度0.1mm、平行度0.02mm以内,4、外形淬火前放精加工余量,外形按最长面来计算,规定如下:长度宽度300mm以内长宽均放1mm,厚放1.2MM。
300~500mm长宽均放1~1.5mm,厚放1.5MM。
500~800mm长宽均放1.5~2mm,厚放2MM。
800mm以上长宽均放2~2.5mm,厚放2.5MM。
5、CNC编程按图编制合理精粗程序,保证质量同时缩短加工时间,减少不必要空刀(采用分段加工)。
CNC操机员按程序参数全部开到100%,不得改度参数,有问题向编程员反映。
6、CNC开粗留单边留1~1.5mm,厚1.5~2MM的淬火后精加工余量,注意不能产生内清角(最小不得小于R2),与外形贯通的槽深不足30mm,宽不足60的不做保护措施,超过时要求两侧底角最小为R15或口部连筋,具体分析后确认。
反面倒角C7,4个R角、分流锥(留有效高度30mm)、料筒等反面台阶处辟空淬火前加工到位。
五金模具规范要求第一篇:五金模具规范要求五金冲压模具规范要求----德之佳为了规范和保证五金冲压模具品质、提高生产效率及结合我司实际情况,特制定本规范要求。
具体要求如下:结构及工艺要求:1.所有模具都必须有导柱、导套,特殊模具除外,但须和模具负责人沟通协定2.模具垫板、模座必须足够厚足够宽,防止模座(板)变形,16-25T模座(板)厚度≥25mm,30-40T模座(板)厚度≥30mm,60T及以上模座(板)厚度≥35mm;模柄要求使用标准模柄3.凹凸模及重要工作部件必须做真空热处理,冲裁硬度HRC58-60度,压型硬度HRC55-56度,不接受利用火焰枪直接做热处理4.推料、卸料机构必须灵活,无干涉现象5.所有活动部件应平稳灵活、无滞止干涉现象6.冲孔、落料的漏料孔必须保证通畅7.所有紧固件必须锁紧无松动,起限高作用的长螺丝需要有等高套或加用螺母锁死8.模具要求便于操作且安全,当模具需要有定位时必须要有定位外观要求:1.模具零部件不允许有裂纹,工作零部件表面不允许有划痕、机械损伤、锈蚀等表面缺陷2.凹凸模刃口及侧刃等必须锋利,不允许有蹦刃、缺刃和机械损伤3.凹凸模及工作面必须是光面,不接受没有处理的线割纹等不良表面4.模具外观面要求平整,不允许有锯齿纹等类似的粗糙面包装要求:1.必须在模具正面非工作区打上模具铭牌,铭牌内容:模具名称、出厂日期、供应商2.模具出厂前应清洗干净,所有工作件零件表面应涂覆防锈剂,不接受锈蚀的模具3.模具外观面清洗后需要涂覆油漆做防腐处理,不接受没有做涂覆处理的模具送样及送货要求:1.模具在送货前,必须先送样确认,每套产品必须送至少10PCS 样品,送样材料可以由我司提供2.模具负责人确认样品符合要求后再通知模具商送货3.送货时模具商必须派至少1人和我司维修工一起试模,模具负责人确认模具状况和加工出来的产品是否符合要求售后服务要求:1.所有冲压模具工作部件要求在10万次或6个月内免费维修,除工作部件外如模架部分等要求保修1年,我司人为原因除外2.模具维修时须遵循先报价且双方确认报价后再维修的原则注:1.出厂日期为最后确认模具的日期2.按照每月4周,每周冲压4000次计算,6个月计96000次3.如有一些特殊五金冲压模具不能符合本规范要求时,模具商须和模具负责人沟通协定4.本规范要求最终解释权利归本公司所有,且保留不断修改的权利5.本公司保留因供应商模具设计不当而造成损失要求赔偿的权利编制:杨芬洪审核:日期:版本:A/0第二篇:五金模具知识五金模具知识:模具基础知识 2009/9/28/10:02 来源:机械专家网[慧聪五金网]模具的基本构成(1)前模(母模)(定模),(2)后模(公模)(动模),(3)嵌件(镶件),(4)行位(滑块),(5)斜顶,(6)顶针,(7)浇口(入水口)2.模具制品形状对制品的影响壁厚,几何形状,会影响成形收缩率,脱模斜度大小。
推板模具设计标准规范推板模具设计是指在推板制造过程中,为了确保推板的质量和性能,制定的一系列设计标准和规范。
其主要目的是规范推板模具的设计和制造,保证推板的准确性、可靠性和稳定性,提高推板的使用寿命和效果。
以下是推板模具设计标准规范的主要内容:1. 模具结构设计:推板模具的结构设计应符合流线型原则,能够保证推板的稳定性和可靠性。
模具结构应合理,方便安装和拆卸,易于维修和调整。
2. 材料选择:推板模具的材料应选择高强度、耐磨损、耐腐蚀的材料,如优质合金钢。
材料的选择应根据推板的工作环境和要求进行合理搭配,以提高推板的使用寿命和效果。
3. 尺寸精度要求:推板模具的尺寸精度要求较高,应满足相关标准规范要求。
推板的尺寸精度包括平面度、直线度、圆度、同心度等要求,需要通过精确的加工和检测手段进行保证。
4. 表面处理要求:推板模具的表面应经过适当的处理,以提高表面硬度、抗腐蚀性和耐磨性。
常见的表面处理方法包括热处理、表面喷涂、电镀等。
5. 制造工艺要求:推板模具的制造工艺应符合现代工艺要求,结合先进的制造技术和设备。
制造过程应合理安排,严格控制工艺参数,确保推板的加工精度和质量。
6. 使用安全要求:推板模具的设计和制造过程中应注重安全性,避免对操作人员和设备造成伤害。
模具的结构应稳定,安装和拆卸过程中应注意安全,推板的使用和维修过程中应有明确的安全操作规范。
7. 检测和检验要求:推板模具的设计和制造过程中应包含严格的检测和检验环节。
模具的尺寸、表面质量和性能等要素应通过适当的检测手段进行验证,确保推板的质量达到标准要求。
总之,推板模具设计标准规范的制定是为了确保推板的质量和性能,提高推板的使用寿命和效果。
遵循这些标准规范,可以保证推板模具的设计和制造的准确性和可靠性,为推板制造业提供良好的基础。
注塑模具技术规范美的集团家用空调国内事业部发布注塑模具技术规范1、目的1。
1、规范美的国内空调注塑模具制作规范和验收标准。
1。
2、不断提高模具质量,确保模具正常生产, 生产出合格的注塑件产品。
1。
3、模具厂家必须按照此标准进行模具设计及制造,若模具设计及制造因不符合此标准而引起的模具质量问题,由模具厂家承担一切后果。
2、范围本标准规定了塑料制件的模具工艺性,统一塑料模具的设计、制作标准、验收标准.本标准适用于家用空调国内事业部。
3、规范性引用文件无4、术语和定义无5、模具分类根据模架尺寸将模具分为大、中、小三类。
5.1、模架尺寸6060以上称为大型模具;5.2、模架尺寸3030~6060之间为中型模具;5.3、模架尺寸3030以下为小型模具.6、模架选用6.1、优先选用标准模架。
6.2、若选用非标模架,应优先选用标准板厚。
6.3、大型非标模架,导柱直径不小于Φ60mm,导套采用石墨铜套制做。
6.4、大型非标模架导套孔壁厚与模架边不得小于20mm,回针孔壁厚与模架边为35~40mm,回针直径不小于Φ30。
6.5、大型非标模架A板、B板起吊螺钉孔为M36~M48。
6.6、模架必须指定的供应商采购.6.6.1、模架非成型部分的模板零件应采用1050材质, 硬度HB170-220。
6。
6.2、导柱、导套回针等所用材料表面硬度不低于HRC60 2。
6。
6。
3、A板、B板镶件框壁厚一般为:(小模)30~50mm、(中模)50~80mm、(大模)80~120mm.6.6.4、开镶件框后B板厚度一般为:(小模)30~50mm、(中模)50~80mm、(大模)80~120mm。
6.6.5、镶件成型部位厚度一般为:(小模)25~35mm、(中模)35~50mm、(大模)50~70mm。
7、钢材选用7。
4、以下材料由模具厂家提供材料证明及采购证明。
滑块材料(外观)用738H钢料,硬度 HRC34~38,(非外观)用738钢料,硬度 HRC29~33. 斜顶材料用LKM738钢料,表面进行氮化处理,硬度HV700。
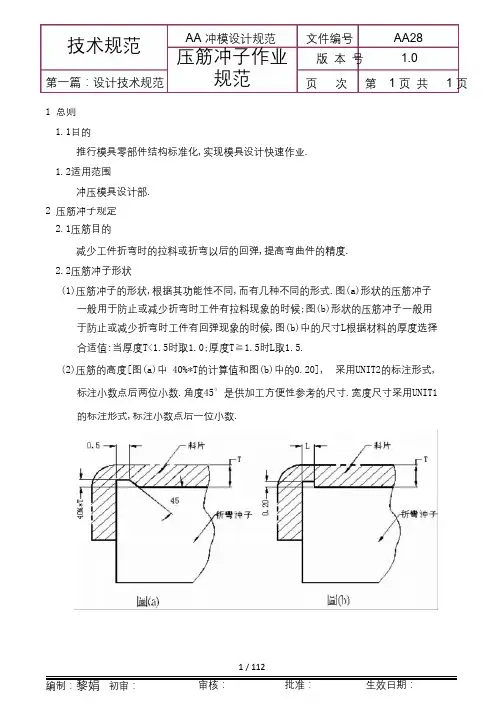
第一篇:设计技术规范页次第 1 页共 1 页1 总则1.1目的推行模具零部件结构标准化,实现模具设计快速作业.1.2适用范围冲压模具设计部.2 压筋冲子规定2.1压筋目的减少工件折弯时的拉料或折弯以后的回弹,提高弯曲件的精度.2.2压筋冲子形状(1)压筋冲子的形状,根据其功能性不同,而有几种不同的形式.图(a)形状的压筋冲子一般用于防止或减少折弯时工件有拉料现象的时候;图(b)形状的压筋冲子一般用于防止或减少折弯时工件有回弹现象的时候,图(b)中的尺寸L根据材料的厚度选择合适值:当厚度T<1.5时取1.0;厚度T≧1.5时L取1.5.(2)压筋的高度[图(a)中 40%*T的计算值和图(b)中的0.20], 采用UNIT2的标注形式,标注小数点后两位小数.角度45∘是供加工方便性参考的尺寸.宽度尺寸采用UNIT1的标注形式,标注小数点后一位小数.第一篇:设计技术规范页次第 1 页共 4 页1 总则1.1目的推行模具零部件结构标准化,实现模具设计快速作业.1.2适用范围冲压模具设计部.2. 定位销(块)规定2.1定位销(块)结构形式(1)定位销(块)材质用 SK3或SKD11,投外加工时热处理HRC58;设变由组立自行处理时不需热处理.(2)圆定位销,适用于圆内孔定位(定位销直径 D=工件上的圆孔直径减去0.10MM. )或不考虑拉料现象时的外形定位.如图(a):(3)异形定位销,适用于异形内孔定位,一般做成长方形.如图(b).(4)方形定位块,适用于冲孔兼小折有材料拉料现象时的外形定位,如图(c).图中尺寸 L与W依产品大小取值.(一般L=15MM,W=20MM).此种定位方式调整较为方便.(5)方形导料定位块,适用于连续下料模的材料导正(一般置于下模板.数量约 4~6个).如图(d).图中尺寸:E一般取5MM,产品变形较严重时要适当增大E值;L与W依产品大小取值.(一般L=30~35MM,W=15MM).第一篇:设计技术规范页次第 2 页共 4 页(6)弯曲模定位形式,适用于折弯成形模中的产品定位,如图(e).图中加有方框的尺寸(10)可依需要适当加大,此时要注意定位支承块的相关尺寸.图(e)注意:a.使用固定式定位(案内)时要确认相关模板的厚度及消孔大小.一般情况下:消孔单边大0.1MM,须使用线割加工.b.定位销(块)露出模板外直段高度 B(不包括圆弧段)取值: 一般情况下:精细定位,B=顶料销顶出高度+T; 有内(钩)孔定位时:外形定位,B=顶料销顶出高度+T+(3~5MM); 式中T为材料厚度.c.图(b),(c)中,C值一般取10MM.如下图所示:第一篇:设计技术规范页次第 3 页共 4 页(7) 挡块定位,适用于单边折弯模结构中.定位块的高度尺寸应和装在折块(刀)上的定位块尺寸相配合,保证同时导入材料.2.2定位销(块)选用分布设计原则(1)T>=0.8 时,精细定位块以材料边往料外偏0.03MM;T<0.8时,精细定位块以材料边往料外偏0.02MM.(2)素材为片料的第一工程料片定位,使用固定式与活动式相结合的定位方式.注意:使用固定式定位的材料边为产品尺寸形状要求较高的边,使用活动式定位的材料边为产品尺寸要求较低的边.第一篇:设计技术规范页次第 4 页共 4 页(3)后续工程必须使用前工程冲出的剪口做为精定位,并避开接刀处.(4)冲剪模尽量用固定式,折弯模尽可能用异形且可调式.(5)用内孔定位时,优先选用顺序:圆形----方形----异形.(6)各工程须使用相同的基准边,避免因公差造成段差刃边.(7)单边折弯模易有拉料现象,定位方式须设计成两边可调式,如前页图(e).业规范第一篇:设计技术规范页次第 1 页共 1 页1 总则1.1目的推行模具零部件结构标准化,实现模具设计的快速作业.1.2适用范围冲压模具设计部.2 定位支承块规定2.1定位支承块功用用在成形模的可调式定位中,将定位块联接在折刀上.2.2尺寸要求图(a):是定位支承块的装配示意图.设计过程中注意折刀和定位块上螺纹孔上下位置尺寸(12及10)与定位支承块上孔距尺寸(22.0)的对应关系.图(b):是定位支承块的规格尺寸.尺寸25或30视实际情况确定.定位支承块材质用SS41,不需要热处理.2.3五金零件需求表书写范例特殊规格的定位支承块,由设计者画零件图.如选用图(b)标准尺寸的定位支承块,不需要画零件图,在五金零件需求表中按以下范例格式写出.例: 定位支承块 30*40*10 定位支承块: 零件名称30*40*10: 规格规范第一篇:设计技术规范页次第 1 页共 1 页1 总则1.1目的推行模具零部件结构标准化,实现模具设计快速作业.1.2适用范围冲压模具设计部.2 作业原则2.1下模板上的圆孔较小需采用入子时,一般使用图a所示的入子形式.对应的模板入子孔的形状如图b所示.注意:A.上图(a)中入子直径D及尺寸“A-0.2”的选取要考虑保证挂钩宽度尺寸“1~2MM”和入子最小处壁厚“>=3MM”.(此两尺寸在实际画零件图时不标注).B.图(b)中反面沉孔的直径大小D2要保证挂钩能顺利装入,“S”孔的加工要求可按如下格式书写:“S 1-C+0.01 HATCHING: Φ**.0 BOT DEP 5.3”意思是:S 孔在加工时按图示尺寸单边加大+0.01MM,其中有影(剖面)线部分反面沉孔直径Φ**.0,深度5.3MM.2.2下模板上的异形孔如需采用入子时,一般使用普通的方形入子(带挂钩).第一篇:设计技术规范页次第 1 页共 3 页1 总则1.1目的保证设计出的模具具有较好的加工性,便于模具组立作业.1.2适用范围冲压模具设计部.2 作业标准与原则2.1线割孔(3MM以下的小孔除外)除刀口外,一般均需消线头,并在尖角处清角,设计者要按标准标明批注,不需用图形表示清角消线头,尺寸由加工者确定.如附图1:2.2一般在非刀口板(例:打板和夹板)上的孔不参与成形,都需清角及消线头.冲子和入子零件不可留线头,消线头的方法由加工单位确定.2.3无特殊需要的入子一般做成长方形,并倒C角,方式如附图2(模板倒R角).C值取0.5或1.0,甚至更大.同时注意入子的防呆措施(可利用在入子的本身倒一个较大的C角等方法).2.4铣加工中角部无特殊要求,只要求清角时,图形示出,不标圆角尺寸,由加工者现场确定圆角尺寸,如附图3.2.5铣加工中不清角时,一般取圆角大于R2.R按标注的尺寸加工,公差按标准取值,如附图4. 铣床的部分刀具规格参考附件一.第一篇:设计技术规范页次第 2 页共 3 页0.5mm~1mm.2.7模板厚度方向有攻牙孔或其它结构时,设计者必须画侧视图表示其位置.2.8为了确保入子的装配稳定性,设计者应将入子固定槽形状设计成如附图5所示,并画出详图.2.9对于细长类零件,应当考虑进行分段以利保证加工精度.分段后零件的长宽比视零件形状尺寸而定,一般取值可在10~15之间.2.10 3mm以下的小孔,刀口板要做入子,小孔较多且密集时请示上级.2.11为了方便模具的搬运,在模座的侧面适当部位需加工起重螺纹孔.一般情况下,起重螺纹孔规格取M20*40,特殊情况下(例模座厚度小于30MM时)才考虑取M16*40.2.12冲孔/落料/连续模中冲子过孔或落屑孔(SB/CB/DP/DD板)的铣加工优化处理(尤其是SB/DD):SB/DD在不影晌强度时可进行处理,并保证R≧3MM,DD板尽可能保证R≧5MM;CB/DP板一般不进行处理,除非孔形状较规则不会对模具局部强度产生影响.不能处理成铣加工的R角时,设计者按标准放间隙和注解公差(±0.1),加工单位依自身状况确定加工方法,设计者及主管检查审核图面时应将此项要求重点确认.附件一:加工部门CNC铣床程序现行刀具表1. 钻头规格A.直柄钻头:第一篇:设计技术规范页次第 3 页共 3 页B.锥柄钻头:直径:Æ13.5,Æ14,Æ14.5,Æ15,Æ17,Æ18,Æ18.5,Æ19,Æ20.5,Æ21,Æ21.5,Æ22,Æ22.5,Æ23.0C.潜水钻:直径:Æ26(L=76mm), Æ32(L=80mm)2.铣刀规格(注:括号内数据为铣刀有效部份长度)a micro-100直径:Æ3(7), Æ4(9), Æ5(11), Æ6(12), Æ8(22), Æ10(25), Æ12(30)b粗铣刀(过中心)直径:Æ6(15), Æ8(21), Æ10(24), Æ12(28), Æ14(28), Æ16(45), Æ18(33), Æ20(41)加长型:Æ12(52), Æ20(75)c精铣刀:直径:Æ6(15),Æ8(20),Æ10(25),Æ11(39),Æ12(28),Æ13(55),Æ14,Æ16,Æ18,Æ20第一篇:设计技术规范页次第 1 页共 3 页1 总则1.1目的规范沙拉孔的展开计算方法及相关模具尺寸和成形方法.1.2适用范围冲压模具设计部.2 沙拉孔规定2.1沙拉孔的分类沙拉孔(英文名COUNTER SINK、C.S.K或C’SINK)根据产品的要求不同,一般可将沙拉孔分成两类:产品铆合连接用的沙拉孔和通过螺钉(铆钉、拉钉)头部的沙拉孔.2.2沙拉孔尺寸的确认(1)在产品确认时,除了向客户确认清楚图面中的详细尺寸规格外且必需要求客户提供五金件实物,有实物以后可以请组立等相关单位进行试验以获得经验数据。
冲压模具设计规范
一、技术要求
1、模具加工精度要求
根据被冲片的尺寸和形状,冲压模具的加工精度应高于单位被冲片的尺寸允许偏差值。
2、安装位置要求
1)模具的安装位置应能满足冲压过程中被冲片的移动、弯曲和偏转等要求。
2)冲压模具的安装位置要符合模具本身结构特性的要求,如较大的连接件等。
3、设计要求
1)冲压模具的开动和停止应能稳定可靠,冲击力应能均匀分散。
2)对于较大型的冲压模具,应采用多点位置安装的方式,以达到均固的效果。
3)冲压模具的结构应能考虑冲压过程中被冲片反弹,扭曲和偏移的问题,确保正常冲压,减少模具损坏的可能。
4)冲压模具的结构应考虑冲压过程中的断层、弯曲和切缝等复杂问题,以确保被冲片的稳定性。
二、材料要求
1、原材料要求
1)冲压模具原材料应根据被冲片的材料特性、冲压工艺及模具的使用
寿命等因素确定,一般采用合金钢等。
2)冲压模具的原材料应考虑冲压过程中对其断裂、变形、冲击力以及
模具热处理等要求。
3)冲压模具的原材料质量应符合国家标准要求,保证模具的正常使用。
2、表面处理要求
冲压模具的表面处理要根据不同应用环境确定。
fpc 模具设计规范篇一:FPC设计规范FPC设计规范一、目的规范FPC 的设计方法及统一设计标准,以提高设计人员的设计水平及效率,保证LCD模块整体的合理性、可靠性。
二、适用范围:开发部FPC设计人员三、FPC相关简介FPC(Flexible Printed Circuit)软性印刷线路板,简称软板,是由柔软的塑胶底膜(PI)、铜箔(CU及粘合胶压合而成。
具有优秀的灵活性和可靠性。
的结构和材料插接式单面板双面板基层铜箔层覆盖层粘合胶补强板与贴合的接口与焊接的接口单面板镂空式常用接口结构补强板加强菲林FPC可分为单面板、双面板、分层板、多层分层板、软硬结合板。
两层板以上的FPC均通过导通孔连接各层。
我司常用的是前面两种,其结构见上图。
(1)基层(BASE FILM):材料一般采用聚酰亚胺(Polyimide ,简称PI ),也有用聚脂(Polyerster, 简称PET)。
料厚有、25、50、75、125um。
常用和25um 的。
PI 在各项性能方面要优于PET。
(2)铜箔层(COPPEROIL):有压延铜(RA COPPER和电解铜(ED COPPEF两种。
料厚有18、35、75um由于压延铜比电解铜有较好的机械性能,所以在需要经常弯曲的FPC中优选压延铜。
主屏FPC的铜箔厚度一般为18um对于镂空板FPC(比如接口处为开窗型的)需采用35um的。
(3)覆盖层(COVEFLAYER: 材料与基层相同,覆盖在铜箔上,起绝缘、阻焊、保护作用。
常用料厚为。
( 4) 粘合胶( ADHESIVE:对各层起粘合作用。
( 5) 补强板( Stiffener )和加强菲林 ( Reinforcement film ):对于插接式的FPC为与标准插座配合,需在接触面背面加一块补强板,材料可用PI、PET和FR4;常用PET。
补强板贴合后接触位的厚度根据插座的要求而定,一般为、或。
对于需要bonding至U LCD上的FPC端,需在接触面的背面设计加强菲林,采用的PI 料。
模具设计标准规范标准模具设计是制造业中非常重要的一环,它直接关系到产品的质量、成本和生产效率。
因此,模具设计标准规范标准的制定对于提高模具设计质量和生产效率具有重要意义。
本文将从模具设计标准规范标准的必要性、制定原则、内容要点和应用范围等方面进行详细介绍。
一、必要性。
模具设计标准规范标准的制定是为了规范模具设计过程,提高设计质量和效率。
通过制定标准规范,可以统一设计思路、规范设计流程、提高设计水平,从而降低成本、提高质量、缩短周期,为企业创造更大的经济效益。
二、制定原则。
模具设计标准规范标准的制定应遵循以下原则:1.科学性原则,制定的标准规范应基于科学理论和实践经验,确保其科学性和可操作性。
2.实用性原则,标准规范应具有实际指导意义,能够解决实际问题,提高设计效率和质量。
3.系统性原则,标准规范应具有系统性,涵盖模具设计的各个环节,确保设计的全面性和连贯性。
4.灵活性原则,标准规范应具有一定的灵活性,能够适应不同的设计要求和技术条件。
三、内容要点。
模具设计标准规范标准的内容应包括但不限于以下要点:1.设计基础,包括模具设计的基本原理、基本知识和基本要求等。
2.设计流程,包括模具设计的整体流程、各个环节的设计要求和注意事项等。
3.设计要素,包括模具的结构设计、材料选用、工艺要求等方面的规范要求。
4.设计检验,包括模具设计的检验方法、标准和要求等。
四、应用范围。
模具设计标准规范标准适用于各类模具的设计和制造,包括塑料模具、压铸模具、冲压模具等各类模具的设计和制造过程。
总之,模具设计标准规范标准的制定对于提高模具设计质量和生产效率具有重要意义。
只有不断完善标准规范,才能更好地指导和规范模具设计,提高设计质量和效率,推动模具制造业的发展。
希望各相关单位和专家学者共同努力,共同制定更加科学、实用的模具设计标准规范标准,为我国模具制造业的发展贡献力量。
XXXXXXXXXXXXXXXX有限公司冲压模具设计规范一、总则(一)、目的为提高冲压模具的设计效率,完善模具设计流程,尽量避免模具设计中出现的失误,规范模具图纸的绘制;同时,为加强公司内部人员之间的学习与交流,为模具设计人员提供必要的技术支持及常用资料的检索,特制订本规范。
(二)、适用范围本规范适用于公司各相关部室、工场、子公司。
(三)、内容本规范中的内容主要包括冲压模具的具体设计流程和各设计流程节点中的注意要点及规定事项,(不含级进模及大型模具)。
二、冲压模具设计所涉及的标准(一)、国家标准:GB/T14662-2006冲模技术条件GB/T20914.1-2007冲模氮气弹簧第1部分:通用规格GB/T20914.2-2007冲模氮气弹簧第2部分:附件规格G B/T20915.1-2007冲模弹性体压缩弹簧第1部分:通用规格GB/T20915.2-2007冲模弹性体压缩弹簧第2部分:附件规格GB/T23562.1-2009冲模钢板下模座第1部分:后侧导柱下模座GB/T23562.2-2009冲模钢板下模座第2部分:对角导柱下模座GB/T23562.3-2009冲模钢板下模座第3部分:中间导柱下模座GB/T23562.4-2009冲模钢板下模座第4部分:四导柱下模座GB/T23563.1-2009冲模滚动导向钢板模架第1部分:后侧导柱模架GB/T23563.2-2009冲模滚动导向钢板模架第2部分:对角导柱模架GB/T23563.3-2009冲模滚动导向钢板模架第3部分:中间导柱模架GB/T23563.4-2009冲模滚动导向钢板模架第4部分:四导柱模架GB/T23564.1-2009冲模滚动导向钢板上模座第1部分:后侧导柱上模座GB/T23564.2-2009冲模滚动导向钢板上模座第2部分:对角导柱上模座GB/T23564.3-2009冲模滚动导向钢板上模座第3部分:中间导柱上模座GB/T23564.4-2009冲模滚动导向钢板上模座第3部分:中间导柱模架GB/T23565.1-2009冲模滚动导向钢板模架第1部分:后侧导柱模架GB/T23565.2-2009冲模滚动导向钢板模架第2部分:对角导柱模架GB/T23565.3-2009冲模滚动导向钢板模架第3部分:中间导柱模架GB/T23565.4-2009冲模滚动导向钢板模架第4部分:四导柱模架GB/T23566.1-2009冲模滚动导向钢板上模座第1部分:后侧导柱上模座GB/T23566.2-2009冲模滚动导向钢板上模座第2部分:对角导柱上模座GB/T23566.3-2009冲模滑动导向钢板上模座第3部分:中间导柱上模座GB/T2851-2008冲模滑动导向模架GB/T2852-2008冲模滚动导向模架GB/T2855.1-2008冲模滑动导向模座第1部分:上模座GB/T2855.2-2008冲模滑动导向模座第2部分:下模座GB/T2856.1-2008冲模滚动导向模座第1部分:上模座GB/T2856.2-2008冲模滚动导向模座第2部分:下模座GB/T2861.10-2008冲模导向装臵第10部分:垫圈GB/T2861.11-2008冲模导向装臵第11部分:压板GB/T2861.1-2008冲模导向装臵第1部分:滑动导向导柱GB/T2861.2-2008冲模导向装臵第2部分:滚动导向导柱GB/T2861.3-2008冲模导向装臵第3部分:滑动导向导套GB/T2861.4-2008冲模导向装臵第4部分:滚动导向导套GB/T2861.5-2008冲模导向装臵第5部分:钢球保持圈GB/T2861.6-2008冲模导向装臵第6部分:圆柱螺旋压缩弹簧GB/T2861.7-2008冲模导向装臵第7部分:滑动导向可卸导柱GB/T2861.8-2008冲模导向装臵第8部分:滚动导向可卸导柱GB/T2861.9-2008冲模导向装臵第9部分:衬套GB/T35666.4-2009冲模滑动导向钢板上模座第4部分:四导柱上模座GB/T8845-2006冲模术语GB 2863.1-81冷冲模凸、凹模A型圆凸模GB 2863.2-81冷冲模凸、凹模B型圆凸模GB 2863.3-81冷冲模凸、凹模快换圆凸模GB 2863.4-81冷冲模凸、凹模圆凹模GB 2863.5-81冷冲模凸、凹模带肩圆凹模GB 2858.4-81冷冲模模板圆形凹模板GB 2866.1-81冷冲模挡料和弹顶装臵始用挡料装臵GB 2866.2-81冷冲模挡料和弹顶装臵弹簧芯柱GB 2866.3-81冷冲模挡料和弹顶装臵弹簧侧压装臵GB 2866.4-81冷冲模挡料和弹顶装臵侧压簧片GB 2866.5-81冷冲模挡料和弹顶装臵弹簧弹顶挡料装臵GB 2866.6-81冷冲模挡料和弹顶装臵扭簧弹顶挡料装臵GB 2866.7-81冷冲模挡料和弹顶装臵橡胶弹顶挡料销GB 2866.8-81冷冲模挡料和弹顶装臵回带式挡料装臵GB 2866.9-81冷冲模挡料和弹顶装臵钢球弹顶装臵GB 2866.10-81冷冲模挡料和弹顶装臵弹簧弹顶装臵GB 2866.11-81冷冲模挡料和弹顶装臵固定挡料销GB 2864.1-81冷冲模导正销A型导正销GB 2864.2-81冷冲模导正销B型导正销GB 2864.3-81冷冲模导正销C型导正销GB 2864.4-81冷冲模导正销D型导正销GB 2862.1-81冷冲模模柄压入式模柄GB 2862.2-81冷冲模模柄旋入式模柄GB 2862.3-81冷冲模模柄凸缘模柄GB 2862.4-81冷冲模模柄槽形模柄GB 2862.5-81冷冲模模柄通用模柄GB 2862.6-81冷冲模模柄浮动模柄GB 2862.7-81冷冲模模柄推入式活动模柄GB/T2851.1-90冲模滑动导向模架对角导柱模架GB/T2851.3-90冲模滑动导向模架后侧导柱模架GB/T2851.4-90冲模滑动导向模架后侧导柱窄形模架GB/T 2851.5-90冲模滑动导向模架中间导柱模架GB/T2851.6-90冲模滑动导向模架中间导柱圆形模架GB/T2851.7-90冲模滑动导向模架四导柱模架GB/T2852.1-90冲模滚动导向模架对角导柱模架GB/T2852.2-90冲模滚动导向模架中间导柱模架GB/T2852.3-90冲模滚动导向模架四导柱模架GB/T2852.4-90冲模滚动导向模架后侧导柱模架GB/T2855.1-90冲模滑动导向模座对角导柱上模座GB/T2855.2-90冲模滑动导向模座对角导柱下模座GB/T2855.5-90冲模滑动导向模座后侧导柱上模座GB/T2855.6-90冲模滑动导向模座后侧导柱下模座GB/T2855.7-90冲模滑动导向模座后侧导柱窄形上模座GB/T2855.8-90冲模滑动导向模座后侧导柱窄形下模座GB/T2855.9-90冲模滑动导向模座中间导柱上模座GB/T2855.10-90冲模滑动导向模座中间导柱下模座GB/T2855.11-90冲模滑动导向模座中间导柱圆形上模座GB/T2855.12-90冲模滑动导向模座中间导柱圆形下模座GB/T2855.13-90冲模滑动导向模座四导柱上模座GB/T2855.14-90冲模滑动导向模座四导柱下模座GB/T2856.1-90冲模滚动导向模座对角导柱上模座GB/T2856.2-90冲模滚动导向模座对角导柱下模座GB/T2856.3-90冲模滚动导向模座中间导柱上模座GB/T2856.4-90冲模滚动导向模座中间导柱下模座GB/T2856.5-90冲模滚动导向模座四导柱上模座GB/T2856.6-90冲模滚动导向模座四导柱下模座GB/T2856.7-90冲模滚动导向模座后侧导柱上模座GB/T2856.8-90冲模滚动导向模座后侧导柱下模座GB2857.1-81冷冲模通用模座带柄圆形上模座GB2857.2-81冷冲模通用模座带柄矩形上模座GB2857.3-81冷冲模通用模座钢板模座GB2857.4-81冷冲模通用模座模座GB2857.5-81冷冲模通用模座A型下模座GB2857.6-81冷冲模通用模座B型下模座GB2857.7-81冷冲模通用模应C型下模座GB2857.8-81冷冲模通用模座弯曲模下模座(二)、相关行业标准:JB/T5825-2008冲模圆柱头直杆圆凸模JB/T5826-2008冲模圆柱头缩杆圆凸模JB/T5827-2008冲模60°锥头直杆圆凸模JB/T5828-2008冲模60°锥头缩杆圆凸模JB/T5829-2008冲模球锁紧圆凸模JB/T5830-2008冲模圆凸模JB/T6058-1992冲模用钢及其热处理技术条件JB/T6499.1-1992切边模导柱JB/T6499.2-1992切边模导套JB/T7643.1-2008冲模模板第1部分:矩形凹模板JB/T7643.2-2008冲模模板第2部分:矩形固定板JB/T7643.3-2008冲模模板第3部分:矩形垫板JB/T7643.4-2008冲模模板第4部分:圆形凹模板JB/T7643.5-2008冲模模板第5部分:圆形固定板JB/T7643.6-2008冲模模板第6部分:圆形垫板JB/T7644.1-2008冲模单凸模模板第1部分:单凸模固定板JB/T7644.2-2008冲模单凸模模板第2部分:单凸模垫板JB/T7644.3-2008冲模单凸模模板第3部分:偏装单凸模固定板JB/T7644.4-2008冲模单凸模模板第4部分:偏装单凸模垫板JB/T7644.5-2008冲模单凸模模板第5部分:球锁紧单凸模固定板JB/T7644.6-2008冲模单凸模模板球锁紧单凸模垫板JB/T7644.7-2008冲模单凸模模板第7部分:球锁紧偏装单凸模固定板JB/T7644.8-2008冲模单凸模模板第8部分:球锁紧偏装单凸模垫板JB/T7645.1-2008冲模导向装臵第1部分:A型小导柱JB/T7645.2-2008冲模导向装臵第2部分:B型小导柱JB/T7645.3-2008冲模导向装臵第3部分:小导套JB/T7645.4-2008冲模导向装臵第4部分:压板固定式导柱JB/T7645.5-2008冲模导向装臵第5部分:压板固定式导套JB/T7645.6-2008冲模导向装臵第6部分:压板JB/T7645.7-2008冲模导向装臵第7部分:导柱座JB/T7645.8-2008冲模导向装臵第8部分:导套座JB/T7646.1-2008冲模模柄第1部分:压入式模柄J B/T7646.2-2008冲模模柄第2部分:旋入式模柄JB/T7646.3-2008冲模模柄第3部分:凸缘模柄JB/T7646.4-2008冲模模柄第4部分:槽形模柄JB/T7646.5-2008冲模模柄第5部分:浮动模柄JB/T7646.6-2008冲模模柄第6部分:推入式活动模柄JB/T7647.1-2008冲模导正销第1部分:A型导正销JB/T7647.2-2008冲模导正销第2部分:B型导正销JB/T7647.3-2008冲模导正销第3部分:C型导正销JB/T7647.4-2008冲模导正销第4部分:D型导正销JB/T7648.1-2008冲模侧刃和导料装臵第1部分:侧刃JB/T7648.2-2008冲模侧刃和导料装臵第2部分:A型侧刃挡块JB/T7648.3-2008冲模侧刃和导料装臵第3部分:B型侧刃挡块JB/T7648.4-2008冲模侧刃和导料装臵第4部分:C型侧刃挡块JB/T7648.5-2008冲模侧刃和导料装臵第5部分:导料板JB/T7648.6-2008冲模侧刃和导料装臵第6部分:承料板JB/T7648.7-2008冲模侧刃和导料装臵第7部分:A型抬料销JB/T7648.8-2008冲模侧刃和导料装臵第8部分:B型抬料销JB/T7649.10-2008冲模挡料和弹顶装臵第10部分:固定挡料销JB/T7649.1-2008冲模挡料和弹顶装臵第1部分:始用挡料装臵JB/T7649.2-2008冲模挡料和弹顶装臵第2部分:弹簧芯柱JB/T7649.3-2008冲模挡料和弹顶装臵第3部分:弹簧侧压装臵JB/T7649.4-2008冲模挡料和弹顶装臵第4部分:侧压簧片JB/T7649.5-2008冲模挡料和弹顶装臵第5部分:弹簧弹顶挡料装臵JB/T7649.6-2008冲模挡料和弹顶装臵第6部分:扭簧弹顶挡料装臵JB/T7649.7-2008冲模挡料和弹顶装臵第7部分:回带式挡料装臵JB/T7649.8-2008冲模挡料和弹顶装臵第8部分:钢珠弹顶装臵JB/T7649.9-2008冲模挡料和弹顶装臵第9部分:活动挡料销JB/T7650.1-2008冲模卸料装臵第1部分: 带肩推杆JB/T7650.2-2008冲模卸料装臵第2部分: 带螺纹推杆JB/T7650.3-2008冲模卸料装臵第3部分: 顶杆JB/T7650.4-2008冲模卸料装臵第4部分: 顶板JB/T7650.5-2008冲模卸料装臵第5部分: 圆柱头卸料螺钉JB/T7650.6-2008冲模卸料装臵第6部分: 圆柱头内六角卸料螺钉JB/T7650.7-2008冲模卸料装臵第7部分: 定距套件JB/T7650.8-2008冲模卸料装臵第8部分: 调节垫圈JB/T7651.1-2008冲模废料切刀第1部分:圆废料切刀JB/T7651.2-2008冲模废料切刀第2部分:方废料切刀JB/T7652.1-2008冲模限位支承装臵第一部分:支承套件JB/T7652.2-2008冲模限位支承装臵第一部分:限位柱JB/T7653-2008冲模零件技术条件JB/T8050-2008冲模模架技术条件JB/T8070-2008冲模模架零件技术条件JB/T8071-2008冲模模架精度检查三、冲压模具的设计流程(一)、冲压模具的设计流程:1、冲压件的工艺性分析。
模具技术规范说明书模具技术规范说明书1、引言1.1 目的本文档旨在规范模具技术的设计、制造、使用和维护过程,以确保模具的质量和安全性,并提供指导和参考。
1.2 适用范围本文档适用于所有涉及模具技术的设计、制造、使用和维护工作。
2、术语和缩写2.1 术语- 模具:用于制造零件或产品的工具。
- 分模:模具的一部分,用于分离成形件。
- 凸模:模具中凸出的部分,用于成型零件或产品的内部。
- 凹模:模具中凹进的部分,用于成型零件或产品的外部。
- 核心:模具中用于形成孔洞或内部结构的部分。
2.2 缩写- CAD:计算机辅助设计- CAM:计算机辅助制造- C:数控机床- EDM:电火花加工3、设计要求3.1 几何形状模具的几何形状应符合设计要求,并考虑到产品的尺寸精度和表面质量。
3.2 材料选择模具材料应具有足够的强度、硬度和耐磨性。
常用的模具材料包括钢、铝和塑料。
3.3 分模设计模具应考虑到易于分离成形件,并确保分模的精度和重复性。
3.4 冷却系统设计模具应设计合理的冷却系统,以确保成型过程中的温度控制,提高生产效率和产品质量。
3.5 抽芯设计模具中如有需要,应设计合适的抽芯机构,以实现复杂零件的成型。
4、制造要求4.1 工艺路线制造模具的工艺路线应详细规定,并包括CAD设计、CAM加工、C加工、EDM加工等步骤。
4.2 加工精度控制制造模具时,应根据设计要求控制加工精度,包括尺寸、平行度、垂直度、圆度、表面光洁度等。
4.3 温度处理对于一些高硬度的模具材料,应进行适当的温度处理,以提高模具的耐磨性和使用寿命。
5、使用和维护要求5.1 操作规范模具的使用需按照操作规范进行,包括安装、调试、调整和存放等。
5.2 维护保养模具应定期进行维护保养,包括清洁、润滑、防锈和更换磨损零部件等。
5.3 损坏修复对于损坏的模具,应及时进行修复或更换,以确保模具的正常使用。
6、附件本文档附带以下附件:附件1:模具设计图纸附件2:模具制造工艺路线图附件3:模具使用和维护手册7、法律名词及注释- 著作权:对原创文学、艺术、科学作品等享有的法律保护权。
A: 模具外观1: 铭牌内容要打印模具编号、模具重量(KG)、模具外形尺寸(mm),字符均用1/8英寸的字码打上,字符清晰、排列整齐。
2: 铭牌要固定在模腿上靠近后模板和基准角的地方(离两边各有15mm的距离),用四个柳钉固定,固定可靠,不易剥落。
3; 冷却水嘴要用塑料块插水嘴,¢10管,规格可为G1/8″、G1/4″、G3/8″。
如合同有特殊要求,按合同。
4: 冷却水嘴要伸出模架表面,水嘴头部凹进外表面不超过3mm。
5: 冷却水嘴避空孔直径要为¢25、¢30、¢35mm三种规格,孔外沿有倒角,倒角大于1.5×45,倒角一致。
6: 冷却水嘴要有进出标记,进水为IN,出水为OUT,IN、OUT后加顺序号,如IN1、OUT1。
7: 标识英文字符和数字要大写(5/6″),位置在水嘴正下方10mm处,字迹清晰、美观、整齐、间距均匀。
8:进出油嘴、进出气嘴要同冷却水嘴,并在IN、OUT前空一个字符加G(气)、O(油)。
9: 模具安装方向上的上下侧开设水嘴,要内置,并开导流槽或下方有支撑柱加以保护。
1文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.10: 无法内置的油嘴或水嘴下方要有支撑柱加以保护。
11: 模架上各模板要有基准角符号,大写英文DATUM,字高5/16″,位置在离边10mm处,字迹清晰、美观、整齐、间距均匀。
12: 各模板要有零件编号,编号在基准角符号正下方离底面10mm处,要求同11号。
13: 模具配件要影响模具的吊装和存放,如安装时下方有外漏的油缸、水嘴、预复位机构等,应有支撑腿保护。
14: 支撑腿的安装要用螺丝穿过支撑腿固定在模架上,或过长的支撑腿车加工外螺纹紧固在模架上。
15: 模具顶出孔要符合指定的注塑机,除小型模具外,原则上不能只用一个中心顶出(模具长度或宽度尺寸有一个大于500mm时),顶出孔直径应比顶出杆大5-10mm。
16: 定位圈要可靠固定(一般用三个M6或M8的内六角螺丝),直径一般为¢100或¢150mm,高出顶板10mm。
h SIZE 600mm ±50850mm ±50FOLLOW DIESHUT HIGHT 1050mm 1200mm DRAW DIE 750mm ±501100mm ±50hh6KIND OF HEEL GUIDE 导跟的结构上下模导向形式GUIDE TYPE 导向形式(●)WEAR PLATE 导板(●)HEEL&POST 导板&导柱(●)POST 导柱(●)GUIDE POST SET 导柱7SAFETY AREA 安全区域8REQUIRED BACK UP FOR WEAR PLATE 导板需要背托压料器的导向及形式CONDITION OF PAD SLIDE SURFACE 滑动面的条件(●)POST 导柱(●)SINGLE WEAR PLATE 单面耐磨板 (●)DOUBLE WEAR PLATE9DIE LIFTING HOOK 模具起吊(●)CAST HOOK 铸入吊耳(●)PIN HOOK 镶板式吊耳(●)CAST NUT 铸入螺母(●)DRILL HOLE 螺孔PAD SLIDE SURFACE METHOD LOWER TO UPPER DIE GUIDE METHODA B C D (●)A()B()C()DGUAGE TYPE 定位器样式(●)(●)M A X 200BOTTOM PLATEENTRY AMOUNT OF CUTTING EDGE(●)REQUIRED 必要()NOT REQUIRED 不要(●)ALL PIERCE 所有的孔(●)LESS THAN ≤Ф 12 mm(●)CAM PRC CAM10PROVIDE BACKING PLATE 垫板(●)REQUIRED 必要( )NOT REQUIRED 不要(●)ALL PUNCH 所有冲头11SCRAP SHED OUTCHUTE ANGLE 滑槽角度废料处理A ≥ 20°B ≥ 15°SCRAP SHED OFF BOLSTER END 废料滑槽应超出工作台边5mmCHUTE MATERIAL 滑槽的材料t :2.0~2.5mm H :MIN50mm2nd SCRAP CHUTE 二次废料滑槽SMALL SCRAP DISPOSAL 小型废料处理(●)SHED OFF BOLSTER END 流至机台端(●)SCRAP BOX 废料盒处理PROVIDE CONVERYOR 提供输送带(●)REQUIRED 必要( )NOT REQUIRED 不要PROVIDE VIBRATOR 提供震动器(●)REQUIRED 必要( )NOT REQUIRED 不要12SCRAP BOXSTOCK VOLUM 收容量 ≤ 15 kg废料盒固定板垫板RETAINER BACKINGPLATEREF. SUPPLIER STD.SIZE A B C D E F G H J K L M N P Q R S T U SM505040404040303040303040301001001204030 40 L505040404040404050303040301001201204030 401MATERIALMATERIAL SPECS材料规格材料NO 123452(●)REQUIRED 必要( )NOT REQUIRED 不要斜楔中央导块3(●)REQUIRED 必要( )NOT REQUIRED 不要CAM 安全装置4POSTIVE RETURN (●)REQUIRED 必要( )NOT REQUIRED 不要强制回程5RETURN OF SLIDER 滑动块退回装置(●)COIL SPRING(●)URETHANE(●)GAS SPRING (●)AIR CYLINDER6CAM STOPPER (●)REQUIRED 必要( )NOT REQUIRED 不要斜楔到位块MoGrCAM DRIVERCAM SLIDER CAM DIE 斜楔模DIE DESIGN SPECIFICATION (模具设计规范)PARTS NAME 部品名称MATERIAL 材料MoGr CAM SLIDE CENTER GUIDE SAFTY RETAINER FOR CAM COLLAPS SLIDER DROP SLIDE DRIVER CAM HOLDER CAM PADMoGr MoGrMoGr。
模具制造规范为了进一步提升我司的模具制造水平,从细节入手,严把品质关,努力超越客户期望,特制定以下模具制造规范(标准).一.模具外观1.冷却水嘴不能伸出模胚表面,水嘴头部凹进外表面3—5mm。
2.冷却水嘴要做进出标记,进水为IN, 出水为OUT,运水标记按运水组数排列,如IN1,IN2-----。
标记位于水嘴的正下方,字迹美观,整齐,均匀。
3.模具配件不能影响模具的吊装和存放。
4.定位圈安装必须牢固,采用M6或M8的螺丝固定,一般定位圈高出模具面板10mm。
5.浇口套球R必须大于注塑机射嘴的R。
6.模具有安装方向要求的,必须在模板上标注出来,一般采用箭头表示,箭头朝天侧。
7.模胚表面不能有凹坑,锈迹。
8.模胚各板边必须倒角C1.5或以上。
9.吊环孔必须能旋转到底,吊装平衡,安全。
10.顶针,顶块等顶出机构与滑块干涉的,必须加强制复位机构。
11.撑头要求比模脚高出0.05—0.15mm,并不得与顶出孔干涉。
12.螺丝安装孔底面必须为平面。
二.顶出复位,抽芯1.顶出时必须顺畅,无卡滞,无异响。
2.斜顶表面要求抛光,斜顶面低于型芯面0.05—0.10mm。
3.斜顶要求有导向块和油槽。
4.所有顶针要有编号,顶出面非平面的要做防转定位。
5.复位弹簧选用标准件,弹簧安装孔的底面必须为平面。
6.滑块抽芯一般采用斜导柱,斜导柱的角度比滑块的锁紧面角度小2—3°,如行程过大可采用油缸抽芯。
7.打滑块下面要做耐磨块,滑动摩擦面做油槽。
8.导套底部要加排气口。
三.冷却系统1.冷却水道要充分,畅通,符合图纸要求。
密封可靠,不漏水。
试模前要做试水测试。
2.密封圈须高出0.5—0.8mm。
四.分型面,派气槽1.前后模表面不可有凹坑,锈迹,明显的打磨痕迹等影响外观的缺陷。
2.分型面保持干净,无打磨痕迹,封胶口无缺口。
3.排气槽深度根据胶料的溢料值来确定,通常为0.02—0.04mm。
4.镶件配合必须合理,做到不溢料不掉出为宜,圆形镶件须做定位。
汽车⽤弯管模具设计规范及弯管机操作规程汽⻋车⽤用弯管模具设计规范1.范围本标准规定了了汽⻋车⽤用弯管模具的设计要求本标准适⽤用于本公司所有⻋车型弯管模具的设计参考2.术语和定义弯管模具将直管弯曲成各种形状弯管的模具,主要由轮模、导模、夹模、轮夹、料料夹、防皱板、芯棒组成。
①轮模②防皱板③芯棒④料料夹⑤轮夹⑥夹模⑦导模3.弯管模具设计技术要求3.1轮模3.1.1轮模材料最低标准选⽤Cr12,对应标准GB 1299,真空热处理硬度55 HRC~60 HRC。
3.1.2轮模的设计时,要考虑管材的回弹因素,以确定模具的弯曲半径R----管件弯曲半径Rx--相对弯曲半径Rx=R/D,D为管件外径R’---轮模半径当Rx=2~10,弯曲合⾦金金钢管时R’≈0.94R;弯曲碳钢管时R’≈(0.96~0.98)R当Rx≤1.5时,可不不考虑回弹因素R’=R3.2夹模3.2.1夹模的材料最低标准选⽤Cr12,并且所选材料与轮模⼀致,对应标准GB 1299,真空热处理硬度55 HRC~60 HRC。
3.2.2夹模须保证弯管时管件⽆打滑现象,夹紧⻓长度⾄至少为1.5倍管径,同时可采⽤必要的防滑纹路,注意压印深度⼩于0.1mm。
3.3导模3.3.1导模的材料最低标准选⽤Cr12,对应标准GB 1299,真空热处理硬度55 HRC~60 HRC。
3.3.2导模的关键参数时导模长度,导模的长度⽐要弯曲的圆弧最⼤弧长长约2倍,同时不能超过倒数第1个圆弧及倒数两个直线段的长度减去料夹夹持部位之和。
同时,要在适当位置开设管⼦尾部凸肩让位槽。
3.4防皱板3.4.1防皱板可选⽤用含铁的铝⻘青铜,有⾼高强度和减摩性,良好的耐蚀性。
3.4.2防皱板的⻓长度不不能超过倒数第1个直线段除去料料夹夹持部位的⻓长度。
3.4.3⼀一般情况下防皱板和芯棒配合使⽤用。
3.5轮夹3.5.1轮夹的材料料最低标准选⽤Cr12,并且所选材料料与轮模⼀一致,对应标准GB 1299,真空热处理理硬度55 HRC~60 HRC。
上海帕布洛厨卫有限公司企业管理标准
PABLO-JS-0016
模具设计制造技术规范
编制:
审核:
批准:
2013-07发布2013-07实施
上海帕布洛厨卫有限公司发布
上海帕布洛厨卫有限公司
冷冲压模具设计制造技术规范
PABLO-JS-0016
1.目的
提高五金件冷冲压模具质量;建立模具标准化;统一模具的设计标准及制造技术规范。
2.适用范围
本标准适用于本公司模具车间设计、制造的冷冲压模具,也适用于委外设计、制造的冷冲压模具。
3.引用标准
GB1298 《碳素工具钢技术条件》
GB1299 《合金工具钢技术条件》
GB699 《优质碳素结构钢号和一般技术条件》
GBT2854 《冲模模架技术条件》
GB2870 《冷冲模零件技术条件》
GB2867.5 《冷冲模卸料装置,圆柱头卸料螺钉》
GB2867.6 《冷冲模卸料装置,圆柱头内角卸料螺钉》
4.技术要求
4.1 模具设计要点:
4.1.1 模具工艺编排应保证: ①模具加工之产品所有尺寸及技术要求符合图纸且品质有保障: ②模具结构合理且强度足够; ③模具制造及维修难度中等; ④模具设计寿命与预计生产订单相适应; ⑤产品及模具加工费用均最经济合理.
4.1.2 整体结构设计应保证: ①操作简便、安全; ②适应批量生产且效率高; ③定位可靠; ④工作精度的稳定与持久性; ⑤维护及维修方便;⑥封闭高度与所安装机床匹配; ⑦模具结构标准化.
4.1.3 零件设计基本规范:
4.1.3.1 模架选用原则: ①原则上必须设置导向结构,对于成形类模具若在结构上可以保证质量和使用寿命及效率时可以不设置,但此必须征
得模具部工艺工程师同意,冲裁模架的导向件结构设置应方便工作刃口的刃磨;
②在工作中导柱导套尽可能不脱离导向,导柱长度以合模后短于闭合高度10mm 为宜;③外导柱、导套的结构采用独立导柱,普通导向精度要求的模架采用滑动独立导柱(TUB),高导向精度要求的模架采用滚动独立导柱(TUR)加内导柱, 内导柱、导套的结构采用压入结构;④模架有效面积大于400X300mm 的模具不得使用铸件模架,对于选用的铸件模架应符合GB2854《冷冲模模架技术条件》规定,导柱直径和数量的设置应考虑导柱的刚度和模架面积大小,模架面积大于400 X 300mm 应选取导柱直径大于φ25mm。
4.1.3.2 模板设计规范:
①凹模: ⑴厚度(B):零件尺寸300*300 以下,材料厚度(T)小于1.6MM时, 凹模板厚不小于24MM;材料厚度大于1.6MM 小于5MM 时, 凹模板厚不小于34MM; 材料厚度大于5MM,凹模板厚不小于45MM;零件尺寸大于300*300,材料厚度小于1.6MM 时, 凹模板厚不小于34MM;材料厚度大于1.6MM 小于5MM 时, 凹模板厚不小于
44MM; 材料厚度大于5MM,凹模板厚不小于55MM. ⑵凹模工作刃口至边距(A):最
小边距(Amin)为凹模厚度(B)的1.5 倍以上,但应大于30MM; 材料厚度大于1.6MM 时, 边距(A)为凹模厚度(B)的2 倍以上.
②上下模座:⑴外形尺寸应稍大于凹模外形尺寸;⑵模座厚(H):尽可能选用标准化模架;普通冲模自制模架: 模座厚(H)为大于或等于凹模厚度(B)的1.4-1.8 倍; 高速冲模自制模架: 模座厚(H)为大于或等于凹模厚度(B)的2.6-3.8 倍.
③垫板: ⑴外形尺寸与凹模外形尺寸一致;⑵厚度(H1)为5-10MM,冲裁力偏大取大值.
④固定板: ⑴外形尺寸与凹模外形尺寸一致;⑵厚度(H1)一般为凹模厚度(B)的
0.8-0.9 倍.
4.1.3.3 零配件设计时采用标准件.
4.2 薄板料冲裁模设计要点:
薄板料冲裁模的结构基本上与普通冲裁模相同,但由于其凸、凹模间隙比普通模要小得多,在结构上有其独特的特点,板料冲模大都采用浮动模柄结构,以消除压力机导轨误差对冲模导向精度的影响。
薄板料冲模一般采用滚珠导柱模架或导套可调式模架。
对于特别薄的板料冲压,要采用3-4 支导柱、导套做为导向,以提高模具的导向精度。
⑴薄板料冲模的压力中心应与上模的重心完全重合,重心不得偏斜,以免影响
冲裁精度和制品零件的质量。
⑵薄板冲模要求导向精度较高,一般采用滚珠导向模架,在使用时,导柱、导套要始终配合,绝不能脱出。
(3)在装配时,凸模与凹模应保证良好的同轴度等级。
(4)在设计卸料和顶件装置时,其顶出器与凹模、卸料板与凸凹模应设计成Ⅱ级精度间隙(H7/h6)。
由于冲裁的板料很薄,冲出的制品零件容易粘附在顶出器上,在顶出器应设计有脱料器,零件在冲出后借助于脱料器排除。
为了保证薄板料冲模刃口的配合精度,模具的有关部件如底座、固定板、导套、导柱等的加工精度及平行度、垂直度及同轴度,加工时必须得到保证。
各部件的钢性要好。
底座及固定板在加工前要进行时效处理,以免在使用期间产生形变,影响冲裁件的质量与精度。
4.3 常规技术规范:
4.3.1 重量超过50kg 的模具应设置起吊环或起吊装置,并考虑模具叉吊方便性。
4.3.2 对于下漏料的冲裁模模具冲裁范围大于500X400,下模应加装固定框架结构的垫块,以方便安装和废料排出方便。
大型模具框架允许采用铸件结构,但压装部分必须有方便装夹面。
4.3.3 模具主要零件的材料选择必须符合附表所列的最低材料选择要求,所选择的材料技术指标应符合GB1298《碳素工具钢技术条件》,GB1299《合金工具钢技术条件》,GB699《优质碳素结构钢号和一般技术条件》,允许材料代料使用,但代用材料的机械性能不得低于原定材料,否则必须征得模具部认可.
表1:
4.3.4 模具主要件的热处理硬度必须符合上表所指定的要求,其各零件的热处理硬度应满足于结构和使用寿命的要求,并符合于国家有关行业标准。
4.3.5 对于冲裁模具原则上要求凸模与卸料板成导向的间隙配合H7/g6,对于凸模直径小于φ5 的应考虑导向保护,对于孔冲裁和导向刚度不足的卸料板需增设足够数量的小导柱导向。
4.3.6 对于需漏料的冲裁模具其凹模的刃口长度为:冲裁料厚小于1mm 的刃口长度为5-8mm,冲裁料厚大于1mm 的刃口长度为8-10mm,对于刃口与卸料板配合的结构应考虑全刃口长度。
4.3.7 冲裁模具的冲裁刃口应达到Ra0.4 的粗糙度要求,对于成形模具其工作面应达到Ra0.8 的粗糙度要求。
冲裁模的凸模,凹模与凸凹模的冲裁轮廓尖角,除特别指明外,一律按R1 制造。
4.3.8 条料上冲孔时,板厚与搭边的关系见下表弧边边距直边边距
板厚 t(mm) Amin(mm) 板厚 t(mm) Bmin(mm)
1.55 以下 3.1
2.3 以下 4.6
1.55 以上 2t
2.3 以上 2t
4.3.9 对于直径面积在φ4mm 以下的小孔冲裁,其模架面积大于700X600的模具,在结构设计上尽可能考虑易损件的快速更换结构,并考虑不少于2 次~3 次的易损件的更换备件。
4.3.10 卸料板的连接螺钉必须采用GB2867.5《冷冲模卸料装置,园柱头卸料螺钉》,GB2867.6《冷冲模卸料装置,园柱头内六角卸螺钉》所规定的卸料螺钉,或类似此结构的其它吊连方式,卸料螺钉的吊止面应考虑在一个连续平面上,所有螺钉必须拧紧,严防松动;模具精度要求较高时,采用等高套筒加螺钉结构。
4.3.11 模具所用的弹性材料应选用重载弹簧,经协商后可采用指定性的聚
氨脂橡胶,杜绝使用普通黑橡胶作弹性件。
4.3.12 模具的设计制造寿命应保证:冲裁类模具每次刃磨寿命不少于八千次,冲裁(毛刺高度0.15mm),总寿命不低于50 万次。
成型类模具其磨损面应保证总使用寿命不少于50 万次的使用。
模具交付时冲裁毛刺的极限高度须小于下表所列要求。
表2:
冲裁轮廓材料厚度(t)δs>200Mpa
范围 0-0.5 >0.5-1 >1-1.6 >1.6-3<240×240 0.06 0.1 0.12 0.18>240×240 0.08 0.12 0.16 0.2
注:此毛刺要求适用于材料屈服极限δs<200Mpa对于δs>200Mpa 的按此对应值放大30%
4.3.13 对于线性长度大于400mm 的模具应在结构设计上注意加强其凹模的整体刚度,对于拼合结构其受力方向的支撑刚度必须足够,结构用定位销钉数量应足够多,要求两销钉间隔不大于200mm.
4.3.14 冷冲压模所有经磨削的零件在装配前均应退磁.模具交付时应保证无磁性。
4.3.15 装配后的冲裁凸模、凹模凸凹模的工件端面应磨平,保证粗糙度Ra0.4。
4.3.16 由模具部确定的重要或关键工序的模具其结构必须经过模具部的技术确认。
4.3.17 模具通用技术要求应符合GB2870《冷冲模零件技术条件》规定。
4.4 模具试模规范
4.4.1 模具试模所选用设备的精度必须达到机床说明书规定的最低工作精度要求。
试模所用材料必须符合模具设计制造时所给定的材料标准。
若一时无规定材料,则代料试模必须经开发部工程师认可。
4.4.2 模具试模前应在上、下模具周边涂刷规定色彩的油漆,其余部位应涂油防锈,在正面的标记处打上标记,内容包括:产品名称、产品型号、工序名称、模具编号。
标记示例:双槽 DNP820FF 切边 0013
附加说明:
本规范由上海帕布洛厨卫有限公司提出
本规范由技术部归口并负责解释
本规范主要起草人:茅亚军
本规范主要审核人:胡伟奇。