COB-邦定基础知识
- 格式:doc
- 大小:29.00 KB
- 文档页数:4
PCB中的Bonding盘设计PCB中的Bonding设计,一般指的是应用COB(Chip On Board)技术的PCB 设计。
COB是将芯片的裸Die直接粘贴在PCB上,在通过引线键合并胶封。
COB 技术不同于常见的SMT,COB在SMT之后进行,类似于芯片的封装技术。
COB大致流程如下:洗板---点胶---Die粘贴---前测---封胶---烘烤---测试COB设计可以提高PCB的集成度、小型化、轻量化,同时也可以提高芯片的保密性。
当PCB中有Bonding盘设计时,结合COB工艺要求、PCB板厂的工艺能力,在PCB设计中做好Bonding的细节处理。
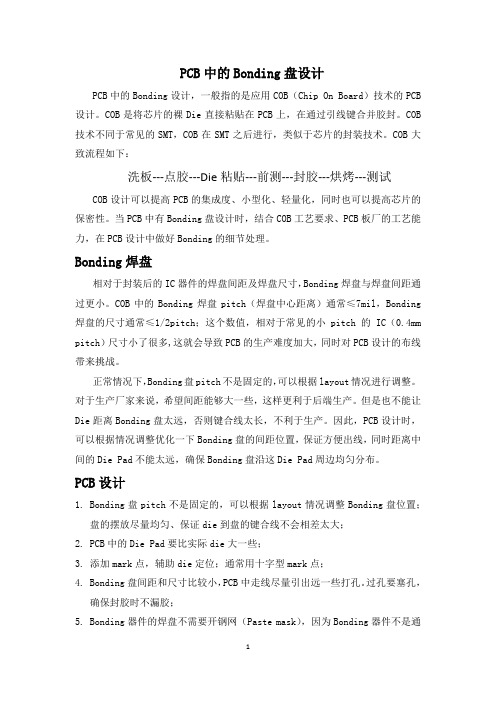
Bonding焊盘相对于封装后的IC器件的焊盘间距及焊盘尺寸,Bonding焊盘与焊盘间距通过更小。
COB中的Bonding焊盘pitch(焊盘中心距离)通常≤7mil,Bonding 焊盘的尺寸通常≤1/2pitch;这个数值,相对于常见的小pitch的IC(0.4mm pitch)尺寸小了很多,这就会导致PCB的生产难度加大,同时对PCB设计的布线带来挑战。
正常情况下,Bonding盘pitch不是固定的,可以根据layout情况进行调整。
对于生产厂家来说,希望间距能够大一些,这样更利于后端生产。
但是也不能让Die距离Bonding盘太远,否则键合线太长,不利于生产。
因此,PCB设计时,可以根据情况调整优化一下Bonding盘的间距位置,保证方便出线,同时距离中间的Die Pad不能太远,确保Bonding盘沿这Die Pad周边均匀分布。
PCB设计1.Bonding盘pitch不是固定的,可以根据layout情况调整Bonding盘位置;盘的摆放尽量均匀、保证die到盘的键合线不会相差太大;2.PCB中的Die Pad要比实际die大一些;3.添加mark点,辅助die定位;通常用十字型mark点;4.Bonding盘间距和尺寸比较小,PCB中走线尽量引出远一些打孔。
邦定参考邦线的选择一般选择1.0mil的铝线,线径的选择根据IC的邦定Pad尺寸确认,针对目前的消费性IC,因为IC的邦定Pad较小 (90x90um, 开窗80x80um),不建议使用1.25mil以上的铝线邦定。
除了线径以外,铝线还有1个重要参数,就是拉断力,简称TS值,表示邦线所能承受的最大拉力,在铝线的包装盒都有标注。
TS值一般分3种,拉断力为13-15克的邦线,称为软线,拉断力为15-18克的邦线,成为普通线,拉断力为18-21克的邦线,称为硬线。
选用拉断力较小的邦线,可以减小邦定Power,一般建议客户选用拉断力为13-15克或15-18克的邦线,即普通线或软线。
钢嘴的选择一般钢嘴孔尺寸是线直径的2倍,如1.0mil线配2020的钢嘴,前面的20指线孔直径2.0mil,后面的20指钢嘴焊接面长度2.0mil。
可根据实际需要选用相应钢嘴,一般建议使用2015或2020的钢嘴。
另外Gaiser的钢嘴有ELBR 和没有ELBR的区别,有ELBR钢咀边倒角是圆的,有利送线顺畅。
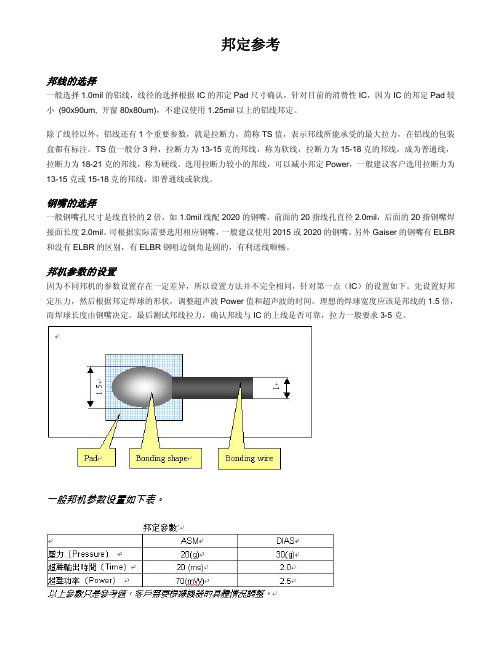
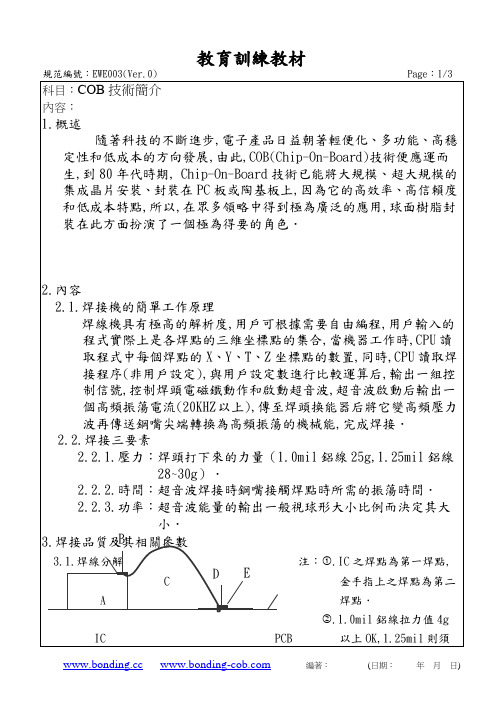
邦机参数的设置因为不同邦机的参数设置存在一定差异,所以设置方法并不完全相同,针对第一点(IC)的设置如下。
先设置好邦定压力,然后根据邦定焊球的形状,调整超声波Power值和超声波的时间。
理想的焊球宽度应该是邦线的1.5倍,而焊球长度由钢嘴决定。
最后测试邦线拉力,确认邦线与IC的上线是否可靠,拉力一般要求3-5克。
一般邦机参数设置如下表。
* 针对邦定机邦定制程损坏IC,导致出现大电流等问题,需要朝着”加大压力+减小邦定Power” 的方法进行调整。
正常焊点的尺寸:焊点长度= 2 ~ 2.2倍线径焊点宽度= 1.3 ~ 1.8倍线径线尾长度 = 0.5倍线径目前市场占有率最高的是ASM的机器,常用的有AB510(3线/秒)AB520(5线/秒)AB520A(6线/秒)AB530(8线/秒)AB559(3线/秒,邦头旋转)AB559A(5线/秒,邦头旋转)国产机应首选翠涛(JAL)CT2100(4线/秒)CT2100A(4.6线/秒)CT2100B(5.4线/秒)CT2300(6.2线/秒)CT3000(8线/秒)CT3100(5.2线/秒)CT3600(4.2线/秒,邦头旋转)具体的机型选择要根据客户的产品要求,性价比较高的还是推荐AB530和CT3000,ASM、邦达、翠涛都可以考虑。

COB邦定车间基本流程和品质检测在LED照明行业中,COB邦定工艺是常见的LED封装技术之一。
COB(Chip on Board)即芯片直接粘贴于电路板上封装成一颗大型的、高功率的、高亮度的LED芯片。
COB邦定车间则是进行COB芯片的安装、焊接和包装等工序的场所。
在COB邦定车间中,品质检测是非常重要的一项工作,它直接关系到生产出的LED产品的品质和客户的信任。
本文就COB邦定车间基本流程和品质检测进行详细介绍。
COB邦定车间基本流程COB邦定车间包括多个工作环节,具体流程如下:1.引脚弯曲工序:在COB芯片焊线前,需要将基板上的引脚先行弯曲并锡覆盖。
2.芯片粘贴工序:在将COB芯片粘贴至基板时,需注意芯片的位置、定位框的使用和UV胶的涂布等。
3.焊接工序:在COB邦定车间中,使用技术精湛的焊接技术,利用高温和高亮度的能量,焊接芯片与基板之间的导线。
4.贴片工序:在用UV固化胶将COB芯片与基板连接后,需要贴片以增加灯珠的亮度,同时保证压力和均匀的光线输出。
5.打压工序:通过设定合适的压力和温度,让COB芯片与基板之间的连接更加牢固。
6.品质检测工序:在焊接前、焊接时和焊接后三个阶段都需对产品进行检测,包括点亮检测、防水等级检测、电气性能检测、光学性能检测等等。
COB邦定车间品质检测品质检测是COB邦定车间最为重要的一个环节,它可以确保产品的质量,提高客户的信任度,具体检测项目如下:焊接前的品质检测1.引脚检测:对芯片引脚的焊点进行检测。
2.基板检测:检测基板表面、外观和尺寸是否符合要求。
3.UV胶涂布检测:对UV胶的涂布量和均匀程度进行检测。
焊接时的品质检测1.电压、电流检测:对电气参数进行检测。
2.光通量和色温检测:检测内部LED光通量和色温是否符合要求。
焊接后的品质检测1.点亮检测:打开电源,检查所有LED是否亮起,亮度是否均匀。
2.耐热检测:检测产品在高温环境下的性能,包括稳定性和寿命等。


邦定工艺及车间认识Bonding technology and workshop awareness邦定车间简介(Bonding workshop introduction)欢迎你能成为我们超韵电子有限公司邦定车间的一员,并能通过公司培训了解到邦定(Bonding)生产的集成化和科学化。
Bonding之意就是晶片与PCB 的焊接,它是通过超声波的焊接原理来完成的目前公司拥有多台全自动铝线。
焊接机,车间地板工作台及全部工序采取防静电防尘操作模式,每一道工序都有严格要求。
一、COB简介(Chip on Board 晶片直接封裝)COB制程是将裸晶片直接粘在电路板或基板上,并结合三项基本制程:(1)晶片粘着(2)导线连接(3)应用封胶技术有效将IC制造过程中的封装与测试步骤移到电路板组装阶段。
1、COB(Chip on Board)封裝方式,运用在现代的各种电子产品,如手机、钟表玩具、等日常生活用品中皆可见。
、、计算器游戏机2、COB的关键技术在于Wire Bonding(俗称邦线)及Molding(封胶成型),是指对裸露的电路晶片(IC Chip),进行封装,形成电子元件的制程,其中IC由邦线(Wire Bonding)覆晶接合、(Flip Chip)或捲帶接合、(Tape Automatic Bonding;簡稱TAB)等技术,将其I/O经封装体的线路延伸出來。
3、邦定:英文bonding,意义为晶片覆膜是晶片生产技艺中一种很先进的封装形式,这种工艺的流程是将已经測试好的晶圓植入到特制的电路板上,然后将融化后具有特殊保护功能的有机材料覆盖到晶圓上來完成晶片的后期封裝。
这种封装方式的好处是制成品稳定性相对于传统SMT贴片方式要高很多。
二、邦定车间基本制度、前1进入、邦定车间要更换防静电拖鞋穿防静电工衣和戴好防静电工帽;作业戴好防静电手腕带;生产操作时要严格参照MEI(作业指导书)操作,检测时严格遵守QCI(测试程序)判定。
COB-邦定基础知识
为避免新接触邦定工艺的人像我当初一样有茫然无助的感觉,特将我们所了解的一点资料写下来供参考。
限于单位的投资,我们所用是设备不是很全,也不是特别的先进,但是已能满足生产一般产品的需要,同时由于本身的经验不足,错误之处在所难免,请行家指正。
一、需要准备的设备,工具清单:
编号设备工具用途
1 邦定机目前多为ASM 的AB520 ,510 ,500 之类。
2 滴胶机封胶
3 针筒或滴胶机点胶
4 显微镜(40X )检查
5 检测工装检查
6 烘箱用于邦定胶的固化
7 真空吸笔吸取裸片
8 绘图橡皮清洁 PCB
9 镜头纸擦拭镜头等
10 防静电小刷子清洁焊盘
11 铝制托盘用于封胶后固化
12 加热台热胶用
13 干燥皿存放裸片
二、辅料:
1 、邦定胶
用于裸片的包封,有热胶,冷胶,亮光胶,亚光胶,高胶,低胶之分。
冷热胶的分别在于热胶在封胶时需要对PCB 预热到一定的温度,冷胶在封胶时不需预热,室温下即可,但热胶在性能,固化外观方面要好于冷胶,可根据产品需要自行选择。
亮光胶和亚光胶的区别在于固化后的外观是亮光还是亚光。
高胶和低胶的区别在于包封时胶的堆积高度,在固化后对胶的高度如果有要求请在选购时予以考虑。
2 、红胶——用于绝缘裸片粘接,此项也可以直接用邦定胶进行粘接。
3 、导电银胶——用于需用导电胶粘接的裸片,可视需要决定是否购买
4 、铝线或金线——裸片与PCB 的连接 .
项三、几点注意事:
1 、普通的真空吸笔本身容易损坏,并且在使用时由于其笔头处有金属,容易划伤裸片,所以建议使用真空泵,吸笔头套上硅胶管保证安全。
2 、邦定前应该对裸片进行检查,看是否有划伤,氧化等现象。
3 、做好防静电措施。
4 、裸片平时应存放在干燥皿中,防止受潮。
COB工艺流程及基本要求
工艺流程及基本要求清洁PCB---滴粘接胶---芯片粘贴---测试---封黑胶加热固化---测试---入库1.清洁PCB
清洗后的PCB板仍有油污或氧化层等不洁部分用皮擦试帮定位或测试针位对擦拭的PCB板要用毛刷刷干净或用气枪吹净方可流入下一工序。
对于防静电严的产品要用离子吹尘机。
清洁的目的的为了把PCB板邦线焊盘上的灰尘和油污等清除干净以提高邦定的品质。
2.滴粘接胶
滴粘接胶的目的是为了防止产品在传递和邦线过程中DIE脱落在COB工序中通常采用针式转移和压力注射法针式转移法:用针从容器里取一小滴粘剂点涂在PCB上,这是一种非常迅速的点胶方法压力注射法:将胶装入注射器内,施加一定的气压将胶挤出来,胶点的大小由注射器喷口口径的大小及加压时间和压力大小决定与与粘度有关。
此工艺一般用在滴粘机或DIE BOND自动设备上胶滴的尺寸与高度取决于芯片(DIE)的类型,尺寸,与PAD位的距离,重量而定。
尺寸和重量大的芯片胶滴量大一些,也不宜过大以保证足够的粘度为准,同时粘接胶不能污染邦线焊盘。
如要一定说是有什么标准的话,那也只能按不同的产品来定。
硬把什么不能超过芯片的1/3高度不能露胶多少作为标准的话,实没有这个必要。
3.芯片粘贴
芯片粘贴也叫DIE BOND(固晶)粘DIE邦DIE 邦IC等各公司叫法不一。
在芯片粘贴中,要求真空吸笔(吸咀)材质硬度要小(也些公司采用棉签粘贴)。
吸咀直径视芯片大小而定,咀尖必须平整以免刮伤DIE表面。
在粘贴时须检查DIE与PCB型号,粘贴方向是否正确,DIE巾到PCB必须做到“平稳正”“平”就是指DIE与PCB平行贴紧无虚位“稳”是批DIE与PCB在整个流程中不易脱落“正”是指DIE与PCB预留位正贴,不可偏扭。
一定要注意芯片(DIE)方向不得有贴反向之现象。
4.邦线(引线键合)
邦线(引线键合)Wire Bond 邦定连线叫法不一这里以邦定为例邦定依BONDING图所定位置把各邦线的两个焊点连接起来,使其达到电气与机械连
接。
邦定的PCB做邦定拉力测试时要求其拉力符合公司所订标准(参考1.0线大于或等于3.5G 1.25线大于或等于4.5G)铝线焊点形状为椭圆形,金线焊点形状为球形。
邦定熔点的标准铝线:线尾大于或等于0.3倍线径小于或等于1.5倍线径焊点的长度大于或等于1.5倍线径小于或等于5.0倍线径焊点的宽度大于或等于1.2倍线径小于或等于3.0倍线径线弧的高度等于圆划的抛物线高度(不宜太高不宜太低具体依产品而定)金线:焊球一般在线径的2.6—2.7倍左右在邦线过程中应轻拿轻放,对点要准确,操任人员应用显微镜观察邦线过程,看有无断线,卷线,偏位,冷热焊,起铝等到不良现象,如有则立即通知管理工或技术人员。
在正式生产之前一定得有专人首检,检查其有无邦错,少邦,漏邦拉力等现象。
每隔2个小时应有专人核查其正确性。
5.封胶封胶主要是对测试OK之PCB板进行点黑胶。
在点胶时要注意黑胶应完全盖住PCB太阳圈及邦定芯片铝线,不可有露丝现象,黑胶也不可封出太阳圈以外及别的地方有黑胶,如有漏胶应用布条即时擦拭掉。
在整个滴胶过程中针咀或毛签都不可碰到DIE及邦定好的线。
烘干后的黑胶表面不得有气孔,及黑胶未固化现象。
黑胶高度不超过1.8MM为宜,特别要求的应小于1.5MM点胶时预热板温度及烘干温度都应严格控制。
(振其BE-08黑胶FR4PCB板为例:预热温度120±15度时间为1.5—3.0分钟烘干温度为140±15度时间为40—60分钟)封胶方法通常也采用针式转移法和压力注射法。
有些公司也用滴胶机,但其成本较高效率低下。
通常都采用棉签和针筒滴胶,但对操作人员要有熟练的操作能力及严格的工艺要求。
如果碰坏芯片再返修就会非常困难。
所以此工序管理人员和工程人员必须严格管控。
6.测试
因在邦定过程中会有一些如断线,卷线,假焊等不良现象而导致芯片故障,所以芯片级封装都要进行性能检测根据检测方式可分非接触式检测(检查)和接触式检测(测试)两大类,非接触式检测己从人工目测发展到自动光学图象分析(AOI)X射分析,从外观电路图形检查发展到内层焊点质量检查,并从单独的检查向质量监控和缺陷修补相结合的方向发展。
虽然邦定机装有自动焊线质量检测功能(BQM)因邦定机自动焊线质量检测主要采用设计规则检测(DRC)和图形识别两种方法。
DRC是按照一些给定的规则如熔点小于线径的多少或大于多少一些设定标准来检查焊线质量。
图形识别法是将储存的数字化图象与实际工作进行
比较。
但这都受工艺控制,工艺规程,参数更改等方面影响。
具体采用哪一种方法应根据各单位生产线具体条件,以及产品而定。
但无论具备什么条件,目视检验是基本检测方法,是COB工艺人员和检测人员必须掌握的内容之一。
两者之间应该互补,不能相互替代。