TK6213数控落地铣镗床
- 格式:doc
- 大小:131.00 KB
- 文档页数:22
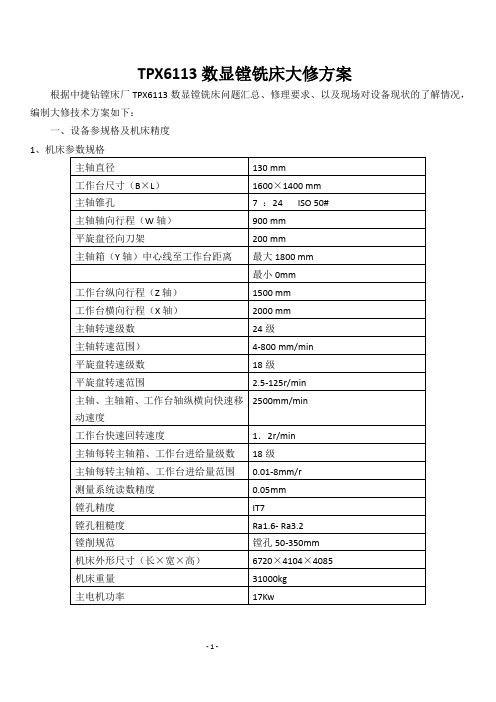
TPX6113数显镗铣床大修方案根据中捷钻镗床厂TPX6113数显镗铣床问题汇总、修理要求、以及现场对设备现状的了解情况,编制大修技术方案如下:一、设备参规格及机床精度1二、设备现状(一)、修理要求1、修磨导轨;2、更换主轴套件及各处磨损轴承;3、更换各处磨损齿轮;4、检查三个方向丝杆螺母,必要时更换;5、检查疏通各润滑油路;6、升级数显系统;7、恢复各项精度;(二)现场了解的情况1、1#中捷镗床(1)镗杆跳动:近端:0.01mm;300mm处:0.01mm。
(2)工作台爬行。
(3)4×90°测量装置已经缺失。
(4)主轴箱有齿轮经常打齿。
(5)X、Z导轨磨损严重,立柱正面导轨无磨损,导向面磨损。
(6)上下铣面有接刀。
(7)工作台减速箱漏油。
(8)各轴间隙大(9)X、Y轴丝杠副磨损。
(10)X、Z轴全封闭工程塑料拖链损坏。
2、2#中捷镗床(1)镗杆跳动:近端:0.04mm;300mm处:0.05mm(2)工作台爬行。
(3)4×90°测量装置已经缺失。
(4)主轴箱有齿轮经常打齿。
(5)X、Z导轨磨损严重,立柱正面导轨无磨损,导向面磨损。
(6)上下铣面有接刀。
(7)工作台减速箱漏油。
(8)各轴间隙大(9)X、Y轴丝杠副磨损。
(10)X、Z轴全封闭工程塑料拖链损坏。
三、修前准备(一)检具准备工作1、大理石平尺 2000×200×80 精度等级002、大理石直角尺 1000×630 精度等级003、框式水平仪(RSK) 200 ×200 分度值0.024、条式水平仪(RSK) 300 分度值0.025、百分表分度值0.016、滑动表座一件7、等高垫块一对8、弯板一件9、主轴检棒 ISO 50 7:24 一件12.吊索具:起重量为10t的钢丝对绳一对;5t纤维吊带及吊环若干。
(二)人员组成人员:钳工、电工、机械电气技术员等。
(三)物料机床拆解所需工器具及安全防护用品五、大修主要项目(一)磨削床身,下滑座重新粘贴耐磨软带,和床身导轨合研。


(三)机床的夹紧:机床工作时不移动的部件应夹紧,其夹紧方式分为:液压夹紧、电磁离合器夹紧和手动夹紧三种。
液压夹紧是用在动作频繁的地方,如工作台、主轴箱的夹紧,电磁离合器仅用在主轴的夹紧上,手动夹紧用在平旋盘滑块、后立柱座及支承套等的夹紧上。
(1)液压夹紧:工作台纵、横向移动夹紧及回转夹紧的原理如图二十所示,它是用压力油推动油缸活塞,通过楔块—杠杆夹紧的,由楔块自锁。
夹紧点分配如下:上拖板两点,工作台回转4点。
主轴箱夹紧共三点,前导轨两点。
它是利用压力油进入油缸1的有杆腔,推动活塞杆2移动,经销3,使杠杆4里的内齿与齿轮丝杆5啮合,齿轮丝杆转动带动压块6移动,即夹紧主轴箱。
由螺纹副自锁。
反之放松。
其原理如图二十一所示,下拖板夹紧原理亦同,其夹紧点为两点。
(2)主轴夹紧采用电磁离合器4DH刹住主轴进给丝杆而达到。
(3)手动夹紧:(A)平旋盘夹紧:在平旋盘中央,用内六角扳手旋转偏心轴,推动夹紧块夹紧滑块侧面,在同侧有四个M12内六角螺钉作为夹紧滑块正面用的,直接用内六角扳手扳动夹紧。
松开时反转螺钉由内弹簧顶开夹紧块,同时用内六角扳手反向旋转偏心轴,松开夹紧块。
(B)后立柱座夹紧:在后立柱前下部,有一个手动扳动螺钉,用压板压紧。
后立柱支承套用扳手直接扳动两个螺栓来夹牢。
六、液压系统本机床的液压系统主轴箱液压系统与工作台液压系统共用一个油箱,一个泵站,分两路,一路去主轴箱,一路去工作台。
1: 泵站:本液压系统由装在油箱上的G5-5-1E13-F-20-L-CH齿轮泵提供压力油,在泵的进油口有一个WU-250×180F-J滤油器,出油口有一个XU-10-200B 滤油器,保证进入主轴箱、工作台的压力油保持清洁,油箱内注入200升N32号油。
油箱内进油口所装WU-250×180F-J网式滤油器及XU-10-200B滤油器应经常检查并进行清洗。
2: 主轴箱液压:(见图二十二)本系统用于控制主轴转速和进给量的变换、主轴箱的夹紧和松开。

TX6916 数控落地铣镗床技术说明镗轴直径:φ160mm立柱行程(X): 6000mm主轴箱行程(Y): 3000mm镗轴行程(Z): 1200mm滑枕行程(W): 1200mm芜湖日升重型机床有限公司中华人民共和国一、机床用途TX6916数显落地铣镗床,是我公司自行开发、研制的系列产品之一。
吸收当今国际国内先进数显落地铣镗床制造技术,自行研发的数显落地铣镗床。
该机床主要用于冶金、能源、电力、船舶等行业大型特大型壳体、板金以及箱体类零件空和面的粗加工、半精加工、精加工。
采用了复合、镶钢导轨技术、滑座双齿轮齿条传动,主电机为变频电机,X、Y、W、Z采用伺服和驱动控制,英国球栅检测系统。
确保机床具有刚性高,传动效率高、运行平稳可靠、操作维护方便,生产效率高等特点。
机床除具有铣、镗、钻孔、、扩孔、切槽、车削等基本加工功能外,可与回转工作台、直角铣头、万能角铣头、等功能部件配套使用,可实现五面加工。
机床可配带外冷却系统,滑枕端面可以安装各种功能附件.主要规格及技术参数1、机床使用环境:电源:3AC 380V±10% 50HZ±1HZ工作区照明(电压功率)24V 70W海拔:0-5000m温度:0-45º相对湿度:≤85%污染:无有害和腐蚀性气体、液体、粉尘以及强烈震源。
2、机床主要技术参数:1)镗轴(Z轴)主轴直径Ø160 mm主轴内锥孔公制80#铣轴端部直径Ø355 mm主轴转速(无级) 2~1500 r/min镗轴最大进给抗力 35000 N镗轴最大扭距 7200 N.m镗轴轴向行程 1200 mm镗轴进给速度范围(无级) 1~7500 mm/min2)滑枕(W轴):滑枕断面尺寸 480×520 mm滑枕轴向行程 1200 mm滑枕进给速度范围 1~7500 mm/min滑枕最大进给抗力 45000 NZ轴、W轴叠加行程 2400 mm3)主轴箱(Y轴):主轴箱垂直行程 3000 mm主轴箱进给范围(无级) 3~10000 mm/min主轴箱最大进给抗力 45000 N4)立柱(X轴):立柱行程 6000 mm立柱进给范围(无级) 3~10000 mm/min立柱最大进给抗力 45000 N主电机功率 60Kw7)其它机床总重量 115T机床主机外形尺寸(长×宽×高) 9000×4712×7695mm二、结构特点:1.机床主传动采用滑枕主轴箱移动式结构。
提高双面数控卧式铣镗床加工精度保持性摘要双面数控卧式铣镗床是针对工程机械领域中大型梁臂式零件加工而开发专用机床。
此类机床为组合式专用机床,其主要特点是机床两主机采用双面布置,工作台在两主机间横向移动。
本文论述的提高该类机床加工精度保持性方案通过实际验证效果良好,并为今后设计该类专用机床提供了理论及实践依据。
关键词双面;大型;专用;加工精度;保持性中图分类号th13 文献标识码a 文章编号 1674-6708(2013)84-0162-021概述随着装备制造业的快速发展,每个领域都对数控机床提出了更高的要求,如高速列车、新型地铁和轨道交通车辆等都需要大批高速、精密、高效的专用数控机床来实现大型、长型零件孔系精确加工和各种型面加工。
目前市场对具备大型零部件加工能力,具有镗轴、方滑枕同时伸出,并且能够实现双主机对面同时加工的双面大型数控机床需求不断增加。
尤其在机械工程领域对用于汽车起重机起重臂镗孔、铣端面和钻孔时,要求机床具备工作台大承载量、超大行程,双主机对头深孔加工的功能。
tk6813x2型双面数控卧式铣镗床正好迎合国内外市场的需求开发设计,并以此机床为从几个方面例阐述了提高机床加工精度保持性的设计方案。
该机床主要设计参数为:工作台行程x 轴 10500mm;主轴箱行程y轴 3000mm;立柱行程z轴 1000mm;滑枕行程v轴 700mm;主轴行程w轴 700mm;主轴直径φ130mm;主轴转速范围 10-1500 r/min主轴可承受最大扭矩 2 500n·m;主轴可承受最大轴向抗力 20 000n;x轴快速移动 6000mm/min;y、z轴快速移动 9000mm/min;工作台台面尺寸(长×宽)10500×2500mm;工作台允许最大承载能力 25000kg;主机个数:2个;工作台数:1个。
2 提高加工精度保持性设计方案2.1 两纵床身与横床身连接方式设计方面两纵床身与工作台床身即横床身采用连接方式,键定位,提高机床的整体刚性,使机床精度保持性好。
TX6916落地镗铣床参数、规格一、镗铣头参数:1、镗轴直径¢160mm ,铣轴直径¢240mm。
2、镗轴锥孔用:公制¢80。
3、方滑枕截面积:440*4404、方滑枕行程:800mm,锉轴行程1000 mm,总行程:1800 mm5、主轴转速:机械6档、变频无级高速、电动机功率为30KW,最高转速420转/分、最低转速2---3转/分,无极调速。
6、主轴各滑枕进给速度:20---60(无极调速)进给电机功率4KW二、主轴箱升降参数:1、主轴箱升降高度(加工工件高度)3米2、主轴箱升降快速1300mm/分3、主轴箱升降进给速度10—400(无级调速)4、升降用变频调速电机、功率为了5.5KW,用滚珠丝杠传动,减速器减速三、立柱行走参数:1、立柱行走长度(加工工件长度)10米2、立柱行走快速反应1500 mm/分3、立柱进给速度10—400mm/分(无级高速)4、立柱行走方式:用变频电机带动蜗轮箱,通过斜齿轴传动斜齿条。
电机功率为7.5KW.四、机床精度标准:按国家标准及工厂出厂标准验收。
机床技术要求按双方商定的技术协议要求验收。
保修期壹年民。
五、电器参数:1、单独电柜、变频器用台湾台达产品。
控制电路用PLC控制电路用PLC控制系统。
2、悬挂式按钮站、数显表装在悬挂箱上六、机床润滑及夹紧:1、机床滑台用开式静压导轨2、主轴箱及立柱用集中油缸夹紧七、机床X、Y 2轴光栅数显(数显采用广州信合产品)八、配件:配直角铣头壹只九、机床外形尺寸:L*W*H (mm)8500*4800*6600十、机床总重量:70T。
TX6212落地镗床滑座传动机构设计一、概述TX6212落地镗铣床滑座是这台机床上的用以实现镗铣头沿铅重方向的上升、下降、水平方向前进、后退运动的机械传动机构;这四个方向的运动不但要有快速移动的功能,同时还要有用于切削的走刀功能;可对工件平面进行铣削、确定镗杆对工件的准确位置。
为了实现这些功能、在本机床空间位置的限制下,为了降低能耗,采用了一台电动机为动力来源;设计上采取齿轮电磁离合器、蜗轮、蜗杆联合传动机构;取得了较佳的传动方法,从而实现了工作的需要。
本文还对滑座传动机构所需协功率作了较详的计算,合理地选择了电动机,取得了合理的设计参数,并根椐这些参数选择了电动机。
二、设计要求本滑座传动机构,根据机床对工件加工功能的需要,要求达到以下功能:1.实现镗铣头的上升、下降快速移动和雪削走刀功能;最大快移速度为1150㎜/min;走刀速度范围在2.5~150㎜/min2.实现滑座在床身上沿水平方向的前进、后退运动,并分具有快移和走刀两种功能最大快移速度为1600㎜/min;走刀速度3.6~220㎜/min3.具有手动调整装置用于机床滑座水平位置的调整定位和镗铣头沿铅垂方向上的调整定位。
4.由于机床结构的空间位轩限制,为降低能耗和制造成本,采用一台电动机配合机械另部件联合机构,实现以上各种动作。
三、滑座传动机构设计1.传动方式由图可见,齿轮组配合电磁离合器通过蜗轮、蜗杆、丝杠、丝母等另件实现镗铣头和滑座的上升、下降、前进、后退的运动。
电磁离合器共四组,其中两两配合工作完成以上动作,由电动机带动齿轮一,顺序传递到齿轮二、三,齿轮三可同时带动齿轮四和五,由于齿轮五带动齿轮六,顺序传递到齿轮七,齿轮四与齿轮七分别安装一个电磁离合器一和二,齿轮八和齿轮十二分别安装一个电磁离合器三和四,电磁离合器一与电磁离合器三同时吸合实现镗铣头快速上升、下降动作;电磁离合器二与三同时吸合实现镗铣头沿铅垂方向的走刀动作。
电磁离合器一与四吸合实现滑座快进、快退动作,电磁离合器二与四吸合实现滑座前进、后退走刀动作,电磁离合器只能按上述方式配合工作,从而实现上术四种动作,否则将会产生滞死现象。