钢结构焊接检验批
- 格式:doc
- 大小:542.50 KB
- 文档页数:28
1 2 3
4
5 6
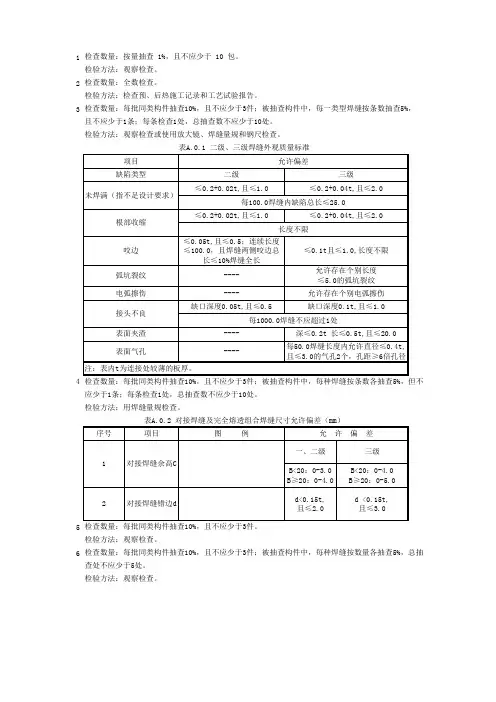
检验方法:观察检查。
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每种焊缝按数量各抽查5%,总抽查处不应少于5处。
检验方法:观察检查。
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每种焊缝按条数各抽查5%,但不应少于1条;每条检查1处,总抽查数不应少于10处。
检验方法:用焊缝量规检查。
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查。
检查数量:按量抽查 1%,且不应少于 10 包。
检验方法:观察检查。
检查数量:全数检查。
检验方法:检查预、后热施工记录和工艺试验报告。
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。
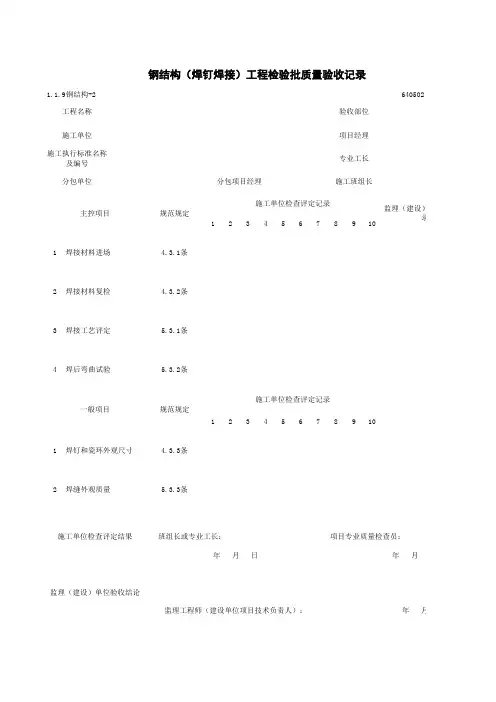
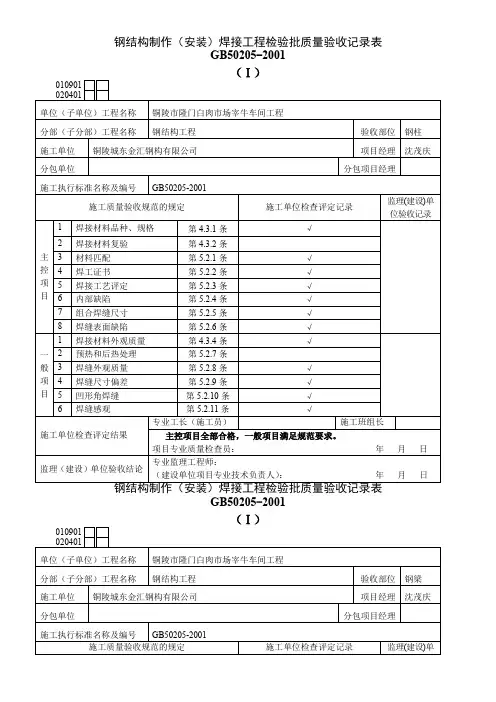
640502123456789101 4.3.1条2 4.3.2条3 5.3.1条4 5.3.2条123456789101 4.3.3条2 5.3.3条 年 月 日
监理(建设)单位年 月
验收部位项目经理专业工长施工班组长项目专业质量检查员:规范规定班组长或专业工长:施工单位检查评定记录施工单位检查评定记录焊接材料进场
焊接材料复检
焊接工艺评定
焊后弯曲试验
分包项目经理规范规定一般项目
施工单位检查评定结果
监理(建设)单位验收结论焊钉和瓷环外观尺寸
焊缝外观质量
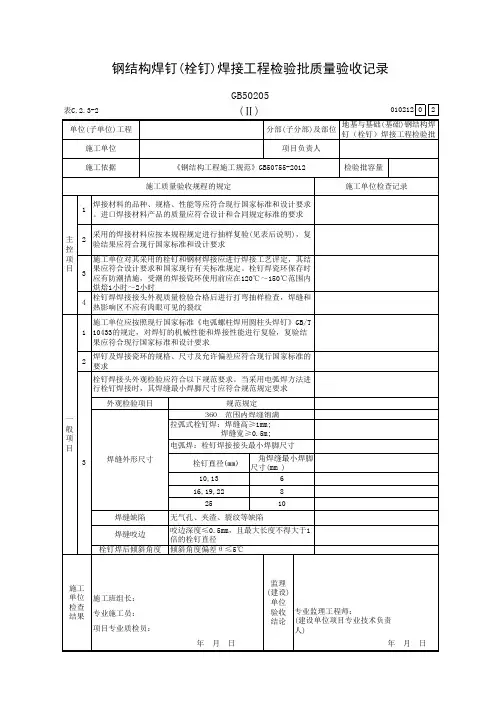
年 月 日监理工程师(建设单位项目技术负责人):钢结构(焊钉焊接)工程检验批质量验收记录
1.1.9钢结构-2
工程名称
施工单位
施工执行标准名称及编号
分包单位
主控项目
注:本表由施工项目专业质量检查员填写,监理工程师(建设单位项目技术负责人)组织项目专业质量检查员等进行验
)单位验收记录
月 日
月 日
进行验收。
钢结构工程检验批质量验收记录表旁站监理方案本文介绍了钢结构零部件加工工程的检验批质量验收记录表,以及钢构件组装工程检验批质量验收记录表。
其中,钢结构天桥和吊车梁(桁架)是本文中需要进行验收的两个部位。
钢结构零部件加工工程检验批质量验收记录表中,需要检验的内容包括材料品种、规格、钢材复验、切面质量、矫正和成型、边缘加工和制孔等方面。
具体的验收标准和规定在表格中有详细说明。
钢构件组装工程检验批质量验收记录表中,需要检验的内容包括焊接H型钢接缝、焊接H型钢精度、焊接组装精度、顶紧接触面、轴线交点错位、焊缝坡口精度、铣平面保护和外形尺寸等方面。
同样,具体的验收标准和规定在表格中有详细说明。
在进行验收时,需要由专业工长(施工员)进行检查评定,并由施工单位进行检查评定记录。
如果符合验收标准和规定,则为合格,否则为不合格。
最后,本文提供了监理(建设)单位验收结论的空白表格,需要由专业监理工程师进行填写,并由建设单位项目专业技术负责人进行签字确认。
总之,本文提供了一份完整的钢结构零部件加工工程和钢构件组装工程的验收记录表格,有助于确保工程质量的合格性。
项目经理XXX加强分包项目经理施工执行标准名称及编号为《钢结构工程施工质量验收规范》(GB-2001)。
其中,多层板叠螺栓孔第9.2.1条规定施工单位检查评定记录监理(建设)单位验收记录通过率应达标。
经检查,主控项目符合要求,一般项目抽样检查均符合设计及规范要求。
针对涂料性能第4.9.1条,涂装基层验收、涂层厚度、涂料质量、表面质量、附着力测试、标志等方面的验收,施工单位检查评定记录应符合设计标准要求。
经检验,涂层符合要求,无结皮、结块、误涂、漏涂,标志清晰。
施工班组长表示主控项目检验合格,一般项目抽样检验符合设计及规范要求。
针对钢结构防火涂料涂装工程的验收,施工单位检查评定记录应符合《钢结构工程施工质量验收规范》(GB-2001)的规定。
涂层表面质量的验收应符合第14.3.6条。

1 2 3 4 5 61 2 3 4 5检验数量:全部。
检验方法:检查预热或后热施工记录和工艺试验报告。
检验数量:每批同类构件抽查10%且不应小于3件;被抽查构件中,每一类型焊缝按条数抽查5%,且不应小于1条;每条检查处,总抽查数不应小于10处。
检验方法:观察检查或使用放大镜、焊缝量规和尺量。
检验数量:每批同类构件抽查10%且不应小于3件;被抽查构件中,每一类型焊缝按条数抽查5%,且不应小于1条;每条检查处,总抽查数不应小于10处。
检验方法:用焊缝量规量。
检验数量:每批同类构件抽查10%且不应小于3件。
检验方法:观察。
检验数量:每批同类构件抽查10%且不应小于3件;被抽查构件中,每种焊缝按条数抽查5%,总抽查数不应小于5处。
检验方法:观察。
检验数量:全部。
检验方法:检查焊接工艺评定报告。
检验数量:全部。
检验方法:检查超声波或射线探伤记录。
检验数量:搭接长度≤400,每15个接头,1个产品试板;搭接长度>400~1000,每10个接头,1个产品试板;搭接长度>1000,每5个接头,1个产品试板。
检验方法:检查试验报告。
检验数量:资料全部;同类焊缝抽查10%,且不少于3条。
检验方法:观察检查,用焊缝量规测量。
检验数量:每批同类构件抽查10%且不应小于3件;被抽查构件中,每一类型焊缝按条数抽查5%,且不应小于1条;每条检查处,总抽查数不应小于10处。
检验方法:观察检查或使用放大镜、焊缝量规和尺量。
按设计要求,对不同类型焊缝采用磁粉探伤、超声探伤、X射线照相等项全做或组合选项的无损探伤检查。
一般项目:说明划分原则:检验批可根据施工条件、质量控制和专业验收及施工需要按焊缝等级、焊接形式等划分。
检查数量:每批次,每种类型。
主控项目:检验数量:全部。
检验方法:检查质量证明书和烘焙记录。
引言概述:钢结构是一种常见且重要的建筑结构形式,其安全性对于建筑物的稳定性和耐久性至关重要。
为确保钢结构的质量和安全性,检验批是必不可少的环节。
本文将详细介绍钢结构检验批的相关内容,包括检验批的定义、目的、程序和要求等。
正文内容:一、钢结构检验批的定义1.1什么是钢结构检验批1.2检验批的作用和重要性1.3检验批的法律法规依据二、钢结构检验批的目的2.1确保钢结构质量2.2预防和避免事故发生2.3保障工程安全和建设质量2.4防止违规操作和不合格施工材料使用三、钢结构检验批的程序3.1检验批的计划编制3.2检验批的审核和批准3.3检验批的实施和监督3.4检验批结果的记录和报告四、钢结构检验批的要求4.1检验批的组织与配合4.2检验批的时间和数量4.3检验批的抽查和检测方法4.4检验批的记录和档案4.5检验批的验收标准与结果处理五、钢结构检验批中常见问题及解决方法5.1建设单位的责任与义务5.2监理单位的监督与管理5.3施工单位的配合与执行5.4检测机构的专业能力与信誉5.5相关部门的协作与沟通总结:钢结构的检验批是保证钢结构质量与安全性的重要环节。
通过本文的详细阐述,我们了解了钢结构检验批的定义、目的、程序和要求等内容。
合理制定检验批计划,严格执行相关要求,加强各方配合与沟通,能够有效预防事故发生,确保钢结构工程的质量和安全。
建议在实际工作中加强对钢结构检验批的重视与实施,以确保工程的质量和安全性。
引言:钢结构在现代建筑中扮演着重要的角色,它具有高强度、抗震性能好、施工周期短等优点,因此在各类建筑项目中被广泛应用。
为了确保钢结构的质量和安全性,对其进行检验是至关重要的。
本文将从不同的角度探讨钢结构的检验批,包括检验批的概念、分类以及具体的检验项目,以帮助读者更好地了解钢结构的检验工作。
概述:1.检验批的定义和作用检验批是指在施工过程中按一定的规模、阶段或时间划分而进行的一次性检验,用于验证工程质量的合格性。
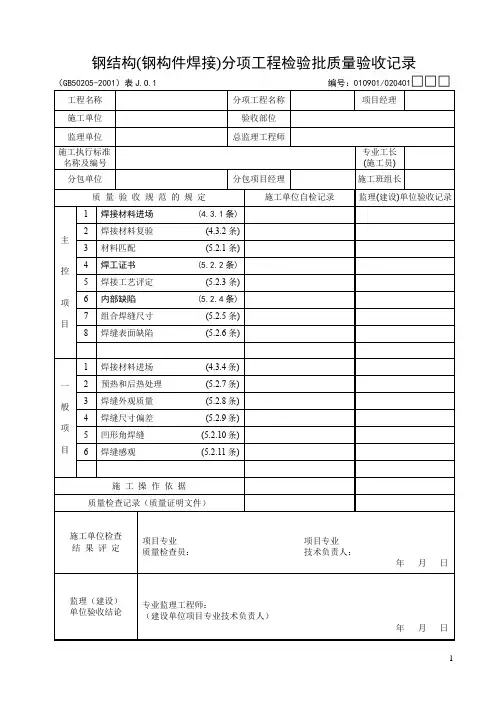
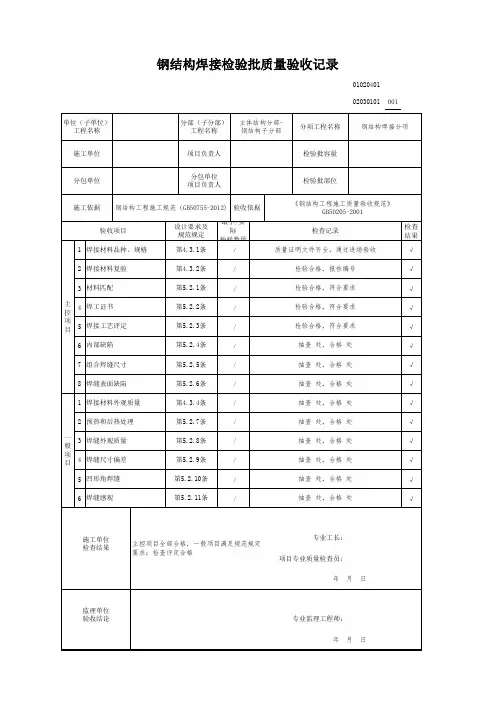
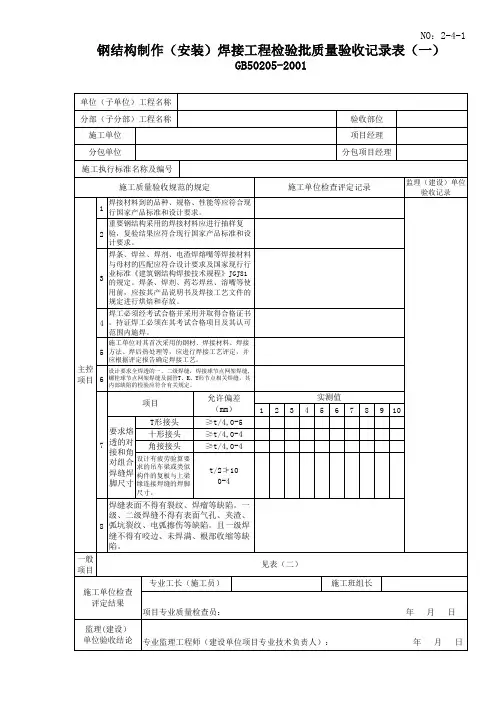
钢结构(钢构件焊接)分项工程检验批质量验收记录(GB50205-2001)表J.O.1编号:010901/020401□□□010901/020401□□□说明强制性条文4.2.1 钢材、钢铸件的品种、规格、性能等应符合现行国家产品标准和设计要求。
进口钢材产品的质量应符合设计和合同规定标准的要求。
检查数量:全数检查。
检验方法:检查质量合格证明文件、中文标志及检验报告等。
主控项目4.3.1 焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查焊接材料的质量合格证明文件、中文标志及检验报告等。
4.3.2重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查复验报告。
5.2.1焊条、焊丝、焊剂、电渣焊熔嘴等焊接材料与母材的匹配应符合设计要求及国家现行行业标准《建筑钢结构焊接技术规程》JGJ81的规定。
焊条、焊剂、药芯焊丝、熔嘴等在使用前,应按其产品说明书及焊接工艺文件的规定进行烘焙和存放。
检查数量:全数检查。
检验方法:检查质量证明书和烘焙记录。
5.2.2 焊工必须经考试合格并取得合格证书。
持证焊工必须在其考试合格项目及其认可范围内施焊。
检查数量:全数检查。
检验方法:检查焊工合格证及其认可范围、有效期。
5.2.3施工单位对其首次采用的钢材、焊接材料、焊接方法、焊后热处理等,应进行焊接工艺评定,并应根据评定报告确定焊接工艺。
检查数量:全数检查。
检验方法:检查焊接工艺评定报告。
5.2.4 设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级法》GB11345或《钢熔化焊对接接头射线照相和质量分级》GB3323的规定。
焊接球节点网架焊缝、螺栓球节点网架焊缝及圆管T、K、Y形节点相关线焊缝,其内部缺陷分级及探伤方法应分别符合国家现行标准《焊接球节点钢网架焊缝超声波探伤方法及质量分级法》JBJ/T3034.1、《螺栓球节点钢网架焊缝超声波探伤方法及质量分级法》JBJ/T3034.2、《建筑钢结构焊接技术规程》JGJ81的规定。
SG-T062
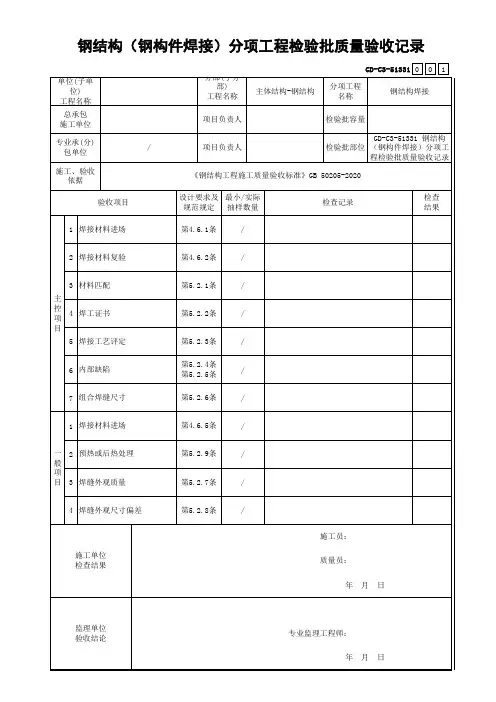
钢结构(钢构件焊接)
分项工程检验批质量验收记录
工程名称分项工程名称验收部位
施工单位项目负责人专业工长
分包单位项目负责人
(分包单位)
施工班组长
施工执行标准及编号钢结构工程施工质量验收规范 GB50205-2001
质 量 验 收 规 范 的 规 定施工单位检查评定记录监理(建设)单位验收记
主控项目 1.焊接材料进场 4.3.1条
2.焊接材料复验 4.
3.2条
3.材料匹配 5.2.1条
4.焊工证书
5.2.2条
5.焊接工艺评定 5.2.3条
6.内部缺陷 5.2.4条
7.组合焊缝尺寸 5.2.5条
8.焊缝表面缺陷 5.2.6条
一般项目 1.焊接材料进场 4.3.4条
2.预热和焊后热处理 5.2.7条
3.焊缝外观质量 5.2.8条
4.焊缝尺寸偏差
5.2.9条
5.凹形角焊缝 5.2.10条
6.焊缝感观 5.2.11条
施工单位检查评定结果
施工单位检查
-T062
验收记录。
A4监理统一用表
钢结构焊接检验批报验申请表
钢结构制作(安装)焊接工程检验批质量验收记录表
GB50205-2001
(Ⅰ)
020401-
钢结构安装(制作)焊接工程施工质量检查表
工程名称: 涟钢产品结构调整技术改造轧钢加热炉工程(加热炉厂房钢结构工程)
检验批号: 020401 - 结构位置1-A—1-B~1-B—1-C列/1-1~1-6线
A4监理统一用表
钢结构焊接检验批报验申请表
工程名称:涟钢产品结构调整技术改造轧钢板坯库工程(板坯库厂房钢结构工程)编号:
钢结构制作(安装)焊接工程检验批质量验收记录表
GB50205-2001
(Ⅰ)
020401-
钢结构安装(制作)焊接工程施工质量检查表工程名称: 涟钢产品结构调整技术改造轧钢板坯库工程(板坯库厂房钢结构工程)
A4监理统一用表
钢结构焊接检验批报验申请表
工程名称:涟钢产品结构调整技术改造轧钢板坯库工程(板坯库厂房钢结构工程)编号:
钢结构制作(安装)焊接工程检验批质量验收记录表
GB50205-2001
(Ⅰ)
020401-
钢结构安装(制作)焊接工程施工质量检查表
工程名称: 涟钢产品结构调整技术改造轧钢板坯库工程(板坯库厂房钢结构工程)
检验批号: 020401 - 结构位置:1-E—1-F~1-F—1-G列/1-1~1-6线
A4监理统一用表
钢结构焊接检验批报验申请表
工程名称:涟钢产品结构调整技术改造轧钢板坯库工程(板坯库厂房钢结构工程)编号:
钢结构制作(安装)焊接工程检验批质量验收记录表
GB50205-2001
(Ⅰ)
020401-
钢结构安装(制作)焊接工程施工质量检查表
工程名称: 涟钢产品结构调整技术改造轧钢板坯库工程(板坯库厂房钢结构工程)
检验批号: 020401 - 结构位置:1-G—1-H~1-H—1-J列/1-1~1-6线
A4监理统一用表
钢结构焊接检验批报验申请表
工程名称:涟钢产品结构调整技术改造轧钢板坯库工程(板坯库厂房钢结构工程)编号:
钢结构制作(安装)焊接工程检验批质量验收记录表
GB50205-2001
(Ⅰ)
020401-
钢结构安装(制作)焊接工程施工质量检查表
工程名称: 涟钢产品结构调整技术改造轧钢板坯库工程(板坯库厂房钢结构工程)
检验批号: 020401 - 结构位置:1-J—1-K~1-K—1-L列/1-1~1-6线
A4监理统一用表
钢结构焊接检验批报验申请表
工程名称:涟钢产品结构调整技术改造轧钢板坯库工程(板坯库厂房钢结构工程)编号:
钢结构制作(安装)焊接工程检验批质量验收记录表
GB50205-2001
(Ⅰ)
020401-
钢结构安装(制作)焊接工程施工质量检查表
工程名称: 涟钢产品结构调整技术改造轧钢板坯库工程(板坯库厂房钢结构工程)
检验批号: 020401 - 结构位置:1-J—1-K~1-K—1-L列/1-1~1-6线
A4监理统一用表
钢结构焊接检验批报验申请表
工程名称:涟钢产品结构调整技术改造轧钢板坯库工程(板坯库厂房钢结构工程)编号:
钢结构制作(安装)焊接工程检验批质量验收记录表
GB50205-2001
(Ⅰ)
020401-
钢结构安装(制作)焊接工程施工质量检查表工程名称: 涟钢产品结构调整技术改造轧钢板坯库工程(板坯库厂房钢结构工程)。