焊接接头的基本形式有哪四种
- 格式:docx
- 大小:13.17 KB
- 文档页数:1
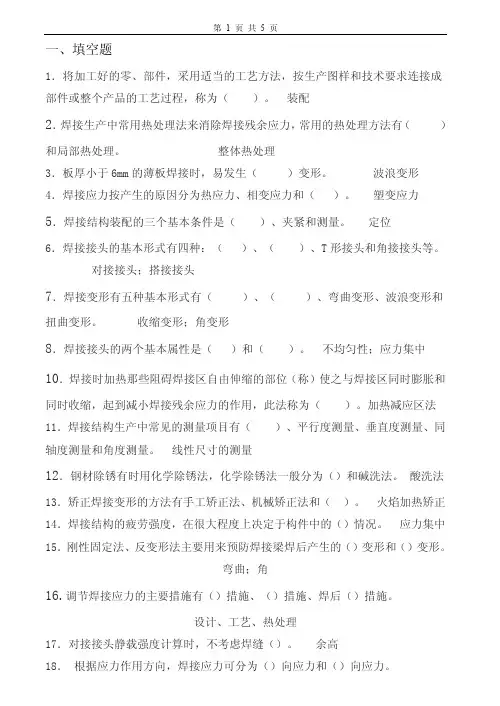
一、填空题1.将加工好的零、部件,采用适当的工艺方法,按生产图样和技术要求连接成部件或整个产品的工艺过程,称为()。
装配2.焊接生产中常用热处理法来消除焊接残余应力,常用的热处理方法有()和局部热处理。
整体热处理3.板厚小于6mm的薄板焊接时,易发生()变形。
波浪变形4.焊接应力按产生的原因分为热应力、相变应力和()。
塑变应力5.焊接结构装配的三个基本条件是()、夹紧和测量。
定位6.焊接接头的基本形式有四种:()、()、T形接头和角接接头等。
对接接头;搭接接头7.焊接变形有五种基本形式有()、()、弯曲变形、波浪变形和扭曲变形。
收缩变形;角变形8.焊接接头的两个基本属性是()和()。
不均匀性;应力集中10.焊接时加热那些阻碍焊接区自由伸缩的部位(称)使之与焊接区同时膨胀和同时收缩,起到减小焊接残余应力的作用,此法称为()。
加热减应区法11.焊接结构生产中常见的测量项目有()、平行度测量、垂直度测量、同轴度测量和角度测量。
线性尺寸的测量12.钢材除锈有时用化学除锈法,化学除锈法一般分为()和碱洗法。
酸洗法13.矫正焊接变形的方法有手工矫正法、机械矫正法和()。
火焰加热矫正14.焊接结构的疲劳强度,在很大程度上决定于构件中的()情况。
应力集中15.刚性固定法、反变形法主要用来预防焊接梁焊后产生的()变形和()变形。
弯曲;角16.调节焊接应力的主要措施有()措施、()措施、焊后()措施。
设计、工艺、热处理17.对接接头静载强度计算时,不考虑焊缝()。
余高18.根据应力作用方向,焊接应力可分为()向应力和()向应力。
纵;横19.影响弯曲变形的主要因素是压缩塑性变形区的()、焊缝()、焊件()。
宽度;位置;刚性20.角变形与焊接(),接头(),坡口()等因素有关。
参数;形式;角度21.火焰加热矫正法常用的加热方式有()加热、()加热、和()加热三种形式。
点状;线状;三角形22.反变形法主要用来消除焊件的()变形和()变形。

电弧焊焊接接头基本型式
电弧焊是通过电弧加热和熔化焊接材料,在冷却凝固后形成的新接头。
电弧焊接是一种常见的焊接技术,广泛应用于船舶、桥梁、铁路、航
空航天等领域。
电弧焊接头基本型式主要有以下几种:
一、对接焊接
对接焊接是指将两个焊件排成一条直线,然后在它们接触的地方进行
焊接。
对接焊接主要有直接对焊和搭接对焊。
直接对焊是将两个焊件
直接放在一起进行焊接,而搭接对焊则是将两块焊件分别焊接在大块
焊件的两侧,并且在接头处搭接一定长度。
二、角焊接
角焊接是将两个焊件以一定的角度对接,然后在它们之间进行焊接。
根据角度的大小,角焊接在实际应用中又可分为横向角焊、纵向角焊
和斜焊。
三、对边角焊接
对边角焊接是将两个不同的标准件或不同截面形状的焊件进行焊接。
对边角焊接不仅具有很高的强度,而且接头在视觉上也比较美观。
四、T型接头焊接
T型接头焊接是将两个焊件以垂直或近垂直的方式进行焊接。
T型接头焊接是一种比较常见的焊接方式,主要用于连接两个截面不同的焊件。
五、角接焊接
角接焊接是将两根焊件交错起来,然后进行焊接。
角接焊接适合于连
接高速移动的部件,因为焊接的强度比较高,可以承受高负荷的运动。
总之,电弧焊接头的基本型式各不相同,我们在实际应用过程中,应
选择不同类型的焊接接头进行处理,以确保焊接接头的强度与美观性。

焊接接头类别
焊接接头是一种常见的机械连接方式,它通过电弧、热力等方式将两个或多个金属工件连接在一起。
常见的焊接方式包括电弧焊、气焊、激光焊等。
不同的焊接方式适用于不同的金属工件以及不同的应用场景。
在实际的焊接过程中,需要根据不同的应用要求和金属工件的不同特性选择不同的焊接接头。
下面我们将介绍几个常见的焊接接头类别,并分析其特点及应用场景。
1.对接焊接接头:对接焊接接头是一种将两根金属工件对接起来进行焊接的方法。
通常情况下,对接焊接接头是采用电弧焊或气焊的方式进行的。
这种焊接接头具有接头尺寸小、焊接速度快、强度高等优点。
应用场景广泛,如船舶制造、桥梁建设、机械制造等。
4.无缝焊接接头:无缝焊接接头是指两根管子通过热处理后形成的无缝连接。
无缝焊接接头主要适用于管道系统中需要保持高压、高温等条件的场景。
通常情况下,无缝焊接接头采用热处理的方式进行,具有强度高、密封性好等特点。
5.碳弧气焊接头:碳弧气焊接头是一种将两个金属工件在开放的空气中进行焊接的方法。
焊接时需要使用碳石作为电极,将石墨电极加电后放置于工件上,通过电弧加热金属工件,然后再使用燃气将金属熔融,并通过熔融状态的金属将两个金属工件连接在一起。
这种焊接接头具有成本低、可焊接异种金属等特点。
总之,选择适合的焊接接头是掌握焊接技术的关键。
不同的焊接接头适合不同的应用场景,需要根据具体的情况和需求选择合适的焊接方式和焊接接头。
焊接接头的分类方法及基本类型.doc一、焊接接头的分类方法及基本类型(一)焊接接头的分类方法焊接接头由焊缝、熔合区、热影响区及其相邻的母材组成。
焊接接头主要起两方面作用,一是连接作用,二是传力作用。
(二)焊接接头的基本类型按焊接方法不同,焊接接头可以分为熔焊接头、压焊接头和钎焊接头三大类。
焊接接头的基本类型可归纳为5种,即对接接头、T形(十字)接头、搭接接头、角接接头和端接接头。
上述五类接头基本类型都适用于熔焊,一般压焊(高频电阻焊除外),都采用搭接接头,个别情况才采用对接接头;高频电阻焊一般采用对接接头,个别情况才采用搭接接头。
钎焊连接的接头也有多种形式,一种分类方法将其分为四种,即搭接接头,T形接头,套接接头,舌形与槽形接头。
二、熔焊接头与坡口对接接头是熔焊中受力比较理想的接头形式,为保证焊接质量、减少焊接变形和焊接材料消耗,需把被焊工件的边缘加工成各种形式的坡口,进行坡口对焊。
熔焊接头的坡口根据其形状的不同,可分为基本型、混合型和特殊型三类。
基本型坡口主要有以下几种:I形坡口;V形坡口;单边V形坡口;U形坡口;J形坡口等。
特殊型坡口主要有卷边坡口;带垫板坡口;锁边坡口;塞、槽焊坡口等。
三、焊接接头的选择原则为正确合理的选择焊接接头的类型、坡口形状和尺寸,主要应综合考虑以下几个方面:(1)设计要求:保证接头满足使用要求;(2)焊接的难易与焊接变形:焊接容易实现,变形能够控制;(3)焊接成本:接头准备和实际焊接所需费用低;(4)施工条件:制造施工单位具备完成施工要求所需的技术、人员和设备条件。
四、管材的坡口与组对(一)管材的坡口1、管材的坡口管材的坡口有以下几种形式:I形坡口、V形坡口和U形坡口。
(1)I形坡口。
I形坡口适用于管壁厚度在3.5mm 以下的管口焊接。
(2)V形坡口。
V形坡口适用于中低压钢管焊接,坡口根部有钝边,其厚度为2mm左右。
(3)U形坡口。
U形坡口适用于高压钢管焊接。
2、坡口的加工方法坡口的加工方法一般有以下几种:(1)低压碳素钢管公称直径等于或小于50mm的,采用手提砂轮磨坡口;直径大于50mm的,用氧乙炔切割坡口,然后用手提砂轮机打掉氧化层并打磨平整;(2)中压碳素钢管、中低压不锈耐酸钢管和低合金钢管以及各种高压钢管,用车床加工坡口;(3)有色金属管,用手工挫坡口。
焊接接头的基本形式
焊接接头呀,那可是焊接领域里超级重要的一部分呢!它就像是建筑的基石,决定着整个焊接结构的稳固和可靠。
焊接接头有好几种基本形式呢,就像不同口味的糖果,各有各的特点。
比如说对接接头,它就像是两个勇敢的战士面对面站着,直接而坚定地连接在一起,承担着巨大的力量。
这种接头形式常见又实用,在很多工程中都大显身手。
还有角接接头,哎呀,它就像是一个稳固的三角形,给人一种稳稳当当的感觉。
它能让不同角度的焊件紧密结合,提供足够的强度和稳定性。
T 形接头呢,仿佛是一个神奇的节点,把不同方向的焊件巧妙地连接起来。
它在各种结构中都发挥着不可或缺的作用,真的很厉害呀!
搭接接头也不容小觑呀,它就像给焊件披上了一层保护衣,让它们重叠在一起,增加了连接的面积和可靠性。
这些焊接接头形式,每一种都有着独特的魅力和用途,不是吗?它们就像是一群各具本领的英雄,在焊接的世界里冲锋陷阵。
想想看,如果没有这些多样的焊接接头形式,我们的那些大型机械、建筑结构该怎么办呀?它们可是支撑着我们现代生活的重要基石呢!所以说呀,焊接接头的基本形式真的是太重要啦!它们让焊接变得更加完美,让各种结构更加牢固可靠。
我们真应该好好感谢这些看似普通却又无比神奇的焊接接头呀!焊接接头的基本形式就是这么牛,就是这么不可或缺!。
焊接形式分类
焊接形式就是焊接连接的形式。
有三种分类方法:
1、按被连接构件之间的相对位置,可分为平焊、搭接、T型连接和角接四种。
2、按焊缝构造不同,可分为对接焊缝、角焊缝。
3、按焊缝在焊件之间的空间相对位置可分为:平焊、竖焊、横焊和仰焊。
焊缝形式分为:对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝。
焊接接头形式分为:对接接头、T形接头、十字接头、搭接接头、塞焊搭接接头、槽焊接头、角接接头、端接接头、套管接头、斜对接接头、卷边接头、锁底接头,共12种。

焊接接头的基本形式有哪四种?
焊接接头的主要基本形式有四种:对接接头、T型接头、角接接头和搭接接头。
1、对接接头是将两块钢板的边缘相对配置,并使其表面成一直线而结合的接头。
这种接头能承受较大的静力和震动载荷,所以是焊接结构中最常用的接头形式。
2、T型接头是两个构件相互垂直或倾斜成一定角度而形成的焊接接头。
这种接头焊接操作时比较困难,整个接头承受载荷的能力,特别是承受震动载荷的能力比较差。
由于结构件组成的复杂多样性,这种接头在焊接结构中也是较为常见的形式之一。
3、角接接头是将两块钢板配置成直角或某一定的角度,而在板的顶端边缘上焊接的接头。
角接接头不仅用于板与板之间的有角度连接,也常用于管与板之间,或管与管之间的有角度连接。
4、搭接接头是将两块钢板相叠,而在相叠端的边缘采用塞焊、开槽焊进行焊接的接头形式。
这种接头的强度较低,只能用于不太重要的焊接构件中。