焊接接头基本知识
- 格式:ppt
- 大小:320.00 KB
- 文档页数:18

焊接基本知识焊接基本知识1、焊接:通过加热或加压,或两者并用,并且用或不用填充材料,使焊件达到原子结合的一种加工方法。
2、焊缝:焊件焊接后所形成的结合部分。
3、对接接头:两焊件端面相对平行的接头。
4、坡口:根据设计或工艺需要,在焊件的待焊部位加工的一定几何形状的沟槽。
5、余高:对接焊缝中,超出焊趾表面连线上面的那部分焊缝金属的高度。
6、结晶:结晶指晶核形成和长大的过程。
7、可熔性:金属在常温下是固体,当加热到一定温度时它由固体转变成液体状态,这种性质叫可熔性。
8、钝化处理:为了提高不锈钢的耐腐蚀性,在其表面人工地形成一层氧化膜叫钝化处理。
9、扩散脱氧:当温度下降时,原溶解于熔池中的氧化铁不断向熔渣进行扩散,从而使焊缝中的含氧量下降,这种脱氧方式称为扩散脱氧。
10、电弧焊:利用电弧,作为热源的熔焊方法。
11、直流正接:采用直流电源时,焊件接电源正极,焊条接电源负极的接线法。
12、直流反接:采用直流电源时,焊件接电源负极,电极(或焊条)接电源正极的接线法。
13、焊接规范:焊接时,为保证焊接质量而选定的诸物理量的总称。
14、塑性变形:当外力去除后,不能恢复原来形状的变形为塑性变形。
15、弹性变形:当外力去除后,能恢复原来形状的变形为弹性变形。
16、碱性焊条:药皮中含有多量碱性氧化物的焊条。
17、切割氧:切割氧指气割时具有一定压力的氧射流,它使切割金属燃烧,排除熔渣形成切口。
18、焊接残余应力:焊接残余应力指残余在焊件内应力。
19、热影响区:热影响区指材料因受热的影响而产生金相组织和机械性能变化的区域。
20、合金:由一种金属元素与其它元素组成的具有金属性质的物质叫合金。
21、可焊性:可焊性指在一定焊接工艺条件下,获得优质焊接接头的难易程度。
22、气孔:气孔指熔池中的气泡在凝固时未能逸出而形成的空穴。
23、焊瘤:焊瘤指焊接过程中,熔化金属流淌到焊缝以外未熔化的母材上所形成的金属瘤。
焊接的方法按照焊接过程中金属材料所处的状态不同,目前把焊接方法分为以下三类:(1) 熔焊焊接过程中,将焊件接头加热至熔化状态, 不加压力完成焊接的方法称为熔焊。
焊接的基本知识焊接是一种常见的金属连接方式,它通过将金属部件加热至熔点,并将其连接在一起,形成一个强固的结合。
焊接广泛应用于制造业和建筑领域,因其可靠性和经济性而备受青睐。
本文将介绍焊接的基本知识,包括焊接的原理、常见的焊接方法、焊接材料和设备。
一、焊接的原理焊接的原理是基于热能传递和材料熔化再凝固的过程。
焊接时,焊接电流或者火焰使焊接部件受热,达到熔点并熔化形成熔池。
熔化的材料液体状态下流动,两个焊接部件的金属混合在一起,并在冷却后形成坚固的连接。
二、常见的焊接方法1. 电弧焊接:电弧焊接是一种常见的手工焊接方法。
它通过产生电弧将电能转化为热能,熔化焊接材料并连接金属部件。
电弧焊接适用于多种金属,例如钢铁、不锈钢和铝等。
常见的电弧焊接方法包括手工电弧焊、氩弧焊和埋弧焊。
2. 气体焊接:气体焊接是利用气体燃烧产生的高温热源进行焊接的方法。
常见的气体焊接方法包括氧乙炔焊、氧煤气焊和氧气焊。
气体焊接适用于较薄的金属材料,例如铝和铜。
3. 熔化极气体保护焊:熔化极气体保护焊是一种利用熔化的焊条作为填充材料,同时通过保护气体保护熔池的焊接方法。
常见的熔化极气体保护焊包括氩弧焊和惰性气体保护焊。
三、焊接材料1. 焊接电极:电弧焊接和熔化极气体保护焊中使用的焊接材料被称为焊接电极。
焊接电极的选择应根据焊接金属的种类和特性进行。
常见的焊接电极包括碳钢电极、不锈钢电极和铝合金电极等。
2. 焊剂:焊剂是一种用于清洁焊接表面和保护熔池的物质。
它可以帮助去除氧化物和杂质,并防止空气中的氧气进入焊接过程。
焊剂的种类根据使用的焊接方法和金属材料的不同而有所不同。
四、焊接设备1. 焊接机:焊接机是用于提供焊接电流的设备。
根据不同的焊接方法和需求,可选择不同类型的焊接机,例如手持电弧焊机、氩弧焊机和埋弧焊机等。
2. 焊接面罩:焊接面罩是用于保护焊工眼睛和面部的设备。
它能保护焊工免受电弧光和飞溅的伤害。
焊接面罩通常配有可调节的滤镜,以过滤强光。


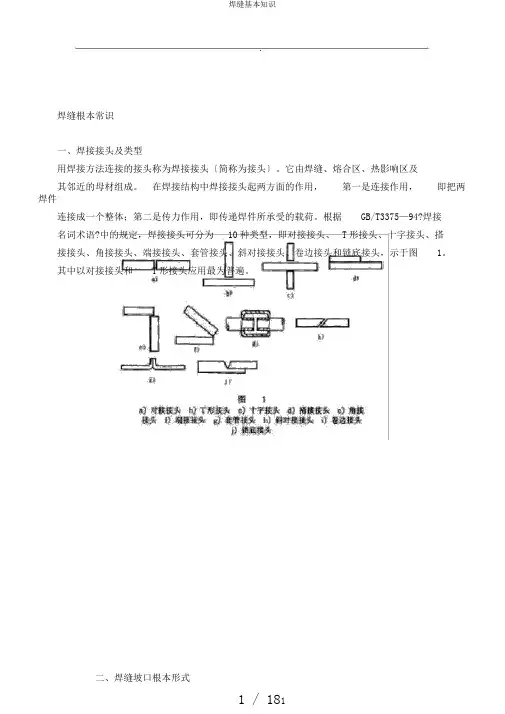
.焊缝根本常识一、焊接接头及类型用焊接方法连接的接头称为焊接接头〔简称为接头〕。
它由焊缝、熔合区、热影响区及其邻近的母材组成。
在焊接结构中焊接接头起两方面的作用,第一是连接作用,即把两焊件连接成一个整体;第二是传力作用,即传递焊件所承受的载荷。
根据GB/T3375—94?焊接名词术语?中的规定,焊接接头可分为10种类型,即对接接头、T形接头、十字接头、搭接接头、角接接头、端接接头、套管接头、斜对接接头、卷边接头和锁底接头,示于图1。
其中以对接接头和T形接头应用最为普遍。
二、焊缝坡口根本形式根据设计或工艺需要,将焊件的待焊部位加工成一定几何形状的沟槽称为坡口。
开坡口的目的是为了得到在焊件厚度上全部焊透的焊缝。
坡口的形式由GB985—88?气焊、手工电弧焊及气体保护焊焊缝坡口的根本形式与尺寸?、 GB986—88?埋弧焊焊缝坡口的根本形式及尺寸?标准制定的:常用的坡口形式有 I形坡口、Y型坡口、带钝边U形坡口、双Y 形坡口、带钝边单边V形坡口等,见图2。
..三、坡口几何尺寸的参数及作用1〕坡口面,焊件上所开坡口的外表称为坡口面,见图 3。
2〕坡口面角度和坡口角度,焊件外表的垂直面与坡口面之间的夹角称为坡口面角度,两坡口面之间的夹角称为坡口角度,见图4。
..开单面坡口时,坡口角度等于坡口面角度;开双面对称坡口时,坡口角度等于两倍的坡口面角度。
坡口角度〔或坡口面角度〕应保证焊条能自由伸入坡口内部,不和两侧坡口面相碰,但角度太大将会消耗太多的填充材料,并降低劳动生产率。
3〕根部间隙,焊前,在接头根部之间预留的空隙称为根部间隙。
亦称装配间隙。
根部间隙的作用在于焊接底层焊道时,能保证根部可以焊透。
因此,根部间隙太小时,将在根部产生焊不透现象;但太大的根部间隙,又会使根部烧穿,形成焊瘤。
4〕钝边,焊件开坡口时,沿焊件厚度方向未开坡口的端面局部称为钝边。
钝边的作用是防止根部烧穿,但钝边值太大,又会使根部焊不透。
5〕根部半径,U形坡口底部的半径称为根部半径。
焊缝和焊接接头的概念焊缝和焊接接头是两个不同的概念,通常考虑较多的是焊接接头焊接接头对焊缝是一个包含关系。
焊缝是焊肉形状,接头是焊件的连接形式。
对接接头可能焊肉是角焊缝,角接接头可能焊肉是对接焊缝。
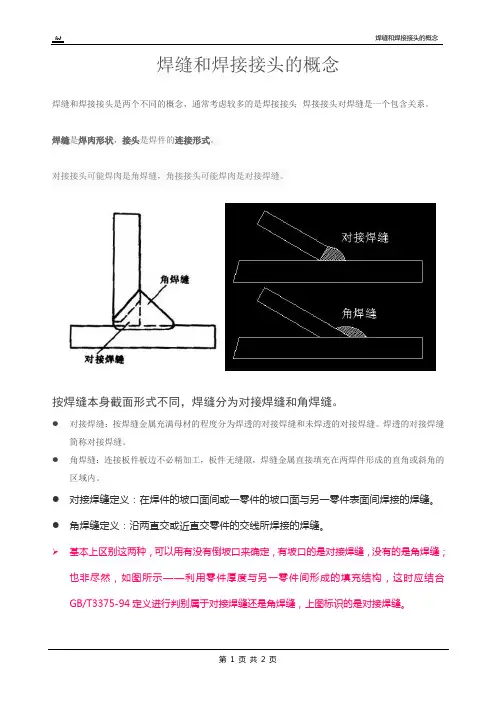
按焊缝本身截面形式不同,焊缝分为对接焊缝和角焊缝。
●对接焊缝:按焊缝金属充满母材的程度分为焊透的对接焊缝和未焊透的对接焊缝。
焊透的对接焊缝简称对接焊缝。
●角焊缝:连接板件板边不必精加工,板件无缝隙,焊缝金属直接填充在两焊件形成的直角或斜角的区域内。
●对接焊缝定义:在焊件的坡口面间或一零件的坡口面与另一零件表面间焊接的焊缝。
●角焊缝定义:沿两直交或近直交零件的交线所焊接的焊缝。
基本上区别这两种,可以用有没有倒坡口来确定,有坡口的是对接焊缝,没有的是角焊缝;也非尽然,如图所示——利用零件厚度与另一零件间形成的填充结构,这时应结合GB/T3375-94定义进行判别属于对接焊缝还是角焊缝,上图标识的是对接焊缝。
角焊缝和对接焊缝1、焊接接头型式主要有对接接头、T形接头、角接接头、搭接接头4种,其次还有十字接头、卷边接头、端接接头、锁底接头、套管接头等。
◆对接接头:两焊件表面构成大于或等于135º,小于或等于180º夹角的接头。
◆角接接头:两焊件端部构成大于30º、小于135º夹角的接头。
2、焊件经焊接后所形成的结合部分,即填充金属与熔化的母材凝固后形成的区域,称为焊缝。
焊缝型式分为对接焊缝(坡口焊缝)和角焊缝。
对接焊缝:在焊件的坡口面间或一焊件的坡口面与另一焊件端(表)面间焊接的焊缝,称为对接焊缝,(ASME法规称坡口焊缝)。
角焊缝:两焊件结合面构成直交或接近直交所焊接的焊缝,称为角焊缝如果一个焊接接头即有对接焊缝,又有角焊缝,这样的焊缝称为组合焊缝对接接头的焊缝形式可以是对接焊缝,也可以是角焊缝或组合焊缝,但以对接焊缝居多。
有的对接接头的焊缝形式是角焊缝,有的角接接头的焊缝形式是对接焊缝(详见GB/T3375-94标准)。
焊接接头和坡口形式符一、焊接接头的分类:1.对接接头:又称直接对接接头,是由两个相互贴合的工件通过焊接连接得到的接头。
对接接头分为平口对接、V型对接、K型对接、U型对接等不同形式。
2.角接接头:由两个相互成直角的工件通过焊接连接得到的接头。
常见的角接接头有T型接头、角角接头、角棱接头等。
3.管接接头:用于连接管道的接头,包括管与管的接头、管与板的接头等。
常见的管接接头有承插焊接接头、承插螺纹接头、对焊接头等。
1.平口坡口:两工件的接触面切削成平面,焊接时可以实现平坦的整体连接。
适用于板材的对接接头,可以通过手工切割、机械切割或激光切割等方式制作。
2.V型坡口:将两工件的接触面切削成呈V形,使焊接芯部达到一定的宽度,增大焊缝的深度,更好地实现焊接强度。
适用于板材、角材的对接接头,常见的V型坡口有单V型坡口、双V型坡口、Y型坡口等。
3.水下坡口:主要针对管道等需要在水下进行焊接的情况,坡口形状为呈V形,通过涂覆特殊材料或采用特殊设备和工艺来实现水下焊接。
适用于水下管道的对接接头。
4.焊接环坡口:将工件的接触面进行环形切削,使焊接芯部形成环形,适用于圆筒体的连接。
5.特殊坡口:根据不同使用条件和工件形状,可以设计出一些特殊形状的焊接接头,如楔形坡口、曲线坡口等。
三、注意事项:1.焊接接头和坡口的选择需要根据具体的工作要求和材料特性来确定,需要考虑焊接强度、耐腐蚀性、使用环境等因素。
2.在制作接头和坡口时,需要严格按照规范和要求进行操作,保证加工质量和精度。
3.焊接接头的设计和制作需要考虑焊接变形和残余应力问题,可采用预制坡口、多次搭接焊接等方式来减小焊接变形。
4.在焊接过程中,需要选择合适的焊接方法和工艺参数,确保焊接质量和技术指标的达标。
总之,焊接接头和坡口形式的选择需要根据具体的工程要求和条件来确定,通过合理的设计和制作可以实现材料的有效连接,确保工程结构的稳定性和安全性。