计量型控制图实例分析
- 格式:pptx
- 大小:382.90 KB
- 文档页数:24

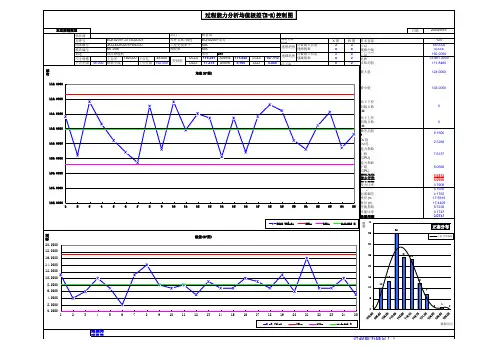
过程能力分析均值极差(X-R)控制图日期供应商过程信息栏统计特性描述数据值零件号数据重要趋势X 图R 图样本容量125图纸编号33工程规范下限48.0000模具编号88规格中线0.0000描述单位HRC53工程规范上限192.0000尺寸规格上公差192.000下公差48.000UCLx 116.581AVERx 111.848LCLx 107.11589总和13,981.0000下公差限48.000规格中线上公差限192.000UCLr 17.218AVERr8.160LCLr0.000超出控制线点数读数均值111.8480最大值124.0000最小值103.0000低于下控制线点数(X)0高于上控制线点数(X)0极差均值R 8.1600D 2 值(n=5) 2.3260能力指数上限(CPU)7.6157能力指数下限(CPL) 6.0666稳定过程能力指数 6.8412稳定过程能力指数 6.0666能力比率0.7908标准偏差(n-1) 4.1930标准偏差 4.1762变异 (n-17.5815变异 (n)17.4409性能指数 5.7238性能比率0.1747性能指数 5.0757控制图表现:数据无明显异控制限EQ1020TF-3773020-01JKQ-EQ1020TFWD-00MT-098洛氏硬度机工程更改水平过程能力特足!!双边控制限型零件信息部门零件名称/描述2004/9/15供方信息尺寸信息模具信息过程能力分析:模腔数质管部EQ1020TF 尾灯N/A N/A 递增趋势递减趋势点数最大长度递增链数点数最大长度递减链数102.0000104.0000106.0000108.0000110.0000112.0000114.0000116.0000118.000012345678910111213141516171819202122232425均值均值(X-图)Data Values UCLx LCLx Average X0.00002.00004.00006.00008.000010.000012.000014.000016.000018.000020.000012345678910111213141516171819202122232425极差极差(R-图)R ValueUCLrLCLrAverage R010133524231271510152025303540频数数据区间正态分布正态分布曲线。


计量型控制图实例分析引言计量型控制图是质量管理中常用的工具,能够帮助企业对生产过程进行监控和改进。
通过计量型控制图,企业可以及时发现和纠正生产过程中的问题,保证产品质量的稳定性。
本文将以某企业生产线上的实例数据为例,从控制图的分析方法、图形的解读等方面对计量型控制图进行详细分析,为读者展示控制图在质量管理中的实际应用。
方法与数据来源本文所分析的计量型控制图是基于某企业生产线上的实际数据,通过检测仪器对产品的尺寸进行测量,记录下每个产品的尺寸数据。
本次数据采集周期为一个月,每天随机抽取一定数量的产品进行尺寸测量。
共计测量了200个数据点,这些数据点将被用来构建计量型控制图进行分析。
控制图构建根据所测量的尺寸数据,我们可以构建均值图(X图)和极差图(R图),以监控产品尺寸的稳定性和过程的可控性。
首先,我们计算所有数据的平均值,并将其绘制在均值图(X图)上。
均值图反映了产品尺寸的中心水平,可以用来判断生产过程是否稳定。
在均值图上,我们还绘制了中心线(CL)和上下控制限(UCL 和LCL),用来指示尺寸的变化范围。
在构建均值图时,我们采用的公式是:X = (x1 + x2 + ... + xn) / n其中,X为平均值,x1到xn为测量数据,n为数据个数。
接下来,我们计算相邻两个数据点之间的差值(即极差),并将其绘制在极差图(R图)上。
极差图反映了产品尺寸的变动情况,可以用来判断生产过程的稳定性。
在极差图上,同样绘制了中心线(CL)和上下控制限(UCL和LCL),用来指示尺寸变化的合理范围。
在构建极差图时,我们采用的公式是:R = xmax - xmin其中,R为极差,xmax和xmin分别为测量数据中的最大值和最小值。
通过以上步骤,我们成功构建了均值图和极差图,为后续的分析提供了基础。
控制图分析根据构建的均值图和极差图,我们可以结合自身经验和统计方法,对生产过程进行分析和判断。
以下是对均值图和极差图的一些常见分析方法和解读:•均值图:–若均值图的数据点在中心线附近波动,且未超出控制限范围,则说明生产过程稳定且尺寸变化在正常范围内。

计量型控制图及实例分析1. 引言计量型控制图是一种常用的质量管理工具,用于监控某一过程中连续变量的性能和稳定性。
通过绘制控制图,可以及时发现过程中的异常情况,并采取相应的措施进行调整和改进。
本文将介绍计量型控制图的基本概念和常见类型,并通过实例分析,说明其应用和意义。
2. 计量型控制图的基本概念计量型控制图的基本概念包括:2.1 过程能力指标过程能力指标是衡量过程性能的指标,常用的有过程平均值($\\bar{x}$)和过程标准差(S)。
通过计算过程能力指标,可以评估过程的稳定性和一致性。
2.2 控制限控制限是用于判断过程是否受到可接受变异的限制。
常见的控制限有上限(UCL)和下限(LCL),通过与过程数据进行比较,可以判断过程是否处于控制状态。
2.3 控制图控制图是将过程数据绘制在图表上,用于观察过程的变异情况和判断过程是否处于控制状态。
常见的控制图有平均值图($\\bar{x}$图)、极差图(R图)和标准差图(S图)等。
3. 常见的计量型控制图3.1 平均值图平均值图($\\bar{x}$图)用于监控过程平均值的变化情况。
通过收集一组样本数据,计算每个样本的平均值,并绘制在平均值图上。
同时绘制上下控制限,用于判断过程的稳定性。
3.2 极差图极差图(R图)用于监控过程变异的情况。
通过收集一组样本数据,计算每个样本的极差(最大值减去最小值),并绘制在极差图上。
同样需要绘制上下控制限,用于判断过程的稳定性。
3.3 标准差图标准差图(S图)用于监控过程标准差的变化情况。
通过收集一组样本数据,计算每个样本的标准差,并绘制在标准差图上。
同样需要绘制上下控制限,用于判断过程的稳定性。
4. 实例分析4.1 数据收集在某电子产品制造过程中,收集了一组连续的样本数据,用于进行计量型控制图的分析。
每个样本包含10个测量值,总共收集了20个样本。
4.2 平均值图分析根据收集的样本数据,计算每个样本的平均值,并绘制在平均值图上。