轧辊轴承
- 格式:ppt
- 大小:1.20 MB
- 文档页数:54


冷轧机用四列圆柱滚子轴承的安装与维护[摘要]:轧辊轴承是轧机的一个重要部件,轧辊轴承的安装和维护质量的好坏,对轴承的使用寿命有重要影响,本文介绍了冷轧机用四列圆柱滚子轴承的安装和维护经验。
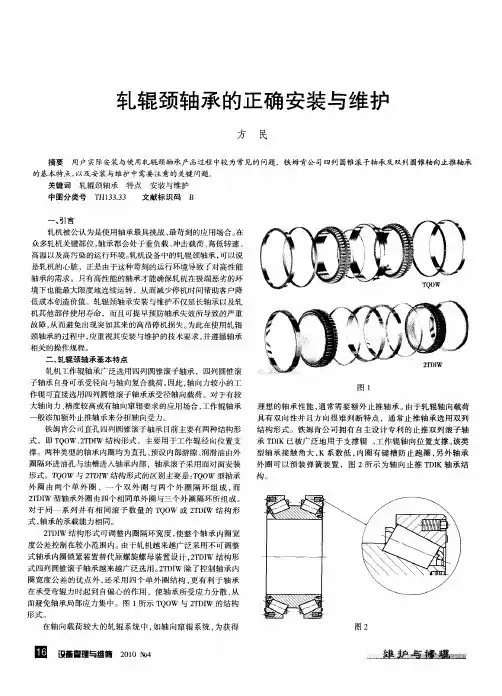
[关键词]:轧机四列圆柱滚子轴承中图分类号:tg332 文献标识码:tg 文章编号:1009-914x(2012)32- 0019 -01一、前言轧机用四列圆柱滚子轴承是轧机辊系上应用十分广泛的一种轴承,唐钢冷轧厂五连轧机组支撑辊采用的是四列圆柱滚子轴承与止推轴承相结合的型式,四列圆柱滚子轴承可承受较大的径向力,轴向力由单独的止推轴承承担。
与一般的滚动轴承相比,轧辊轴承的工作环境比较恶劣,工作负荷也较大,很多早期损坏的轧辊轴承,并非是本身的质量问题,而是由于安装不当和缺乏良好维护造成的,经统计,造成轴承失效的原因中轴承润滑不良占36%,轴承污染占14%、安装不良占16%,材料的疲劳失效占34%,因此正确安装、维护轧辊轴承是关系轧辊轴承寿命的直接因素。
二、四列圆柱滚子轴承的安装1、新轴承的存放尽量选择一个清洁、没有灰尘和潮气的地点放置轴承,轴承组件一般整体放置在适合轴承尺寸的木箱里,外圈或组件都用塑料包装防止灰尘和水汽,轴承应当水平放置,即轴承的轴向垂直于水平面,以避免内圈或外圈产生椭圆度,新轴承在装配前应一直存放在原始包装里,置于干燥处,而不应从箱子中取出放置在开放式场地或打开包装暴露在有灰尘或潮气的空气中,这样会造成灰尘污染或轴承生锈,降低轴承使用性能。
一般来说新出厂的轴承不必清洗,不必除去出厂前厂家涂上的防锈油,该防锈油没有润滑作用,但它并不影响在轴承上使用润滑油。
2、安装前的准备工作安装场地也要选择一个清洁、干燥的工作场合,所有的工具都应准备齐全并保持清洁,安装不应靠近焊接场地以防有碎屑或灰尘进入轴承,安装前认真对照说明书或图纸,对轴承各元件的安装次序及工作步骤做到清楚明了,节省装配时间,减少轴承在空气中的污染。
万能轧机轧辊轴向窜动分析与控制随着高速铁路的迅速发展,重轨产品的质量要求越来越高,部分尺寸已达到板带材精度的要求。
本文结合万能轧机生产重轨时出现的轧辊轴向窜动进行了影响分析、窜动值测量、原因分析及控制实施。
标签:万能轧机;轧辊轴向窜动;分析控制1、前言轧辊与两端的轴承座连接在一起,上机后上辊在轴承座内无法移动,而下辊可通过轴向调整装置实现轴向窜动。
本文所述方法对轧辊轴向窜动进行了较好的控制,轧辊轴向窜动由4-5mm减少到1mm左右,大幅度降低了轧机轴向窜动值。
2、轧辊轴向窜动现状分析2.1軋辊轴向固定与磨损轧辊与两端的轴承座连接在一起,上机后上辊在轴承座内无法移动,而下辊可通过轴向调整装置实现轴向窜动。
使用中轴承座、轴承及轧辊连接紧密,轧辊相对于轴承的轴向窜动小,在轴承使用后期在0.3mm以内。
2.2轴向窜动的调整万能轧机采用四辊轧制,与普通轧制相比,控制难度较大,辊缝调整要求沿轧制中心线对中调整。
在空载情况下,辊缝调零的目的就是确定机械的参照点,亦即上、下水平辊和左、右立辊辊缝压靠,此时上、下水平辊轴向位置作为液压动态轴向控制的基准,上、下轴承座均与上、下水平辊相连。
上下水平辊、左右立辊均采用电气传动控制。
轴向位置采用液压伺服阀控制。
动态轧制过程中,势必造成上、下辊轴向产生位移,为此系统采用保持板FC缸、增压缸相互配合来保证上下水平辊的轴向位置。
动态轴向位置控制是以上辊轴向位置为基准,通过对下辊的轴向位置控制来完成动态的调整过程。
控制系统由2台PLC控制,其中一台控制液压平衡、伺服阀电源OK、位置传感器、伺服阀的电流信号采集、液压压力采集、液压缸位置行程编码器、动态轴向偏差值计算、保持板(FC)基准值计算及增压缸控制基准值计算等。
另一台PLC则进行液压位置控制。
2.3轴向窜动值测量2.3.1静态测量静态测量是指换完辊并做完标定后用塞尺测量耐磨板3、耐磨板4的间隙。
此时轧机没有轧件通过,不存在轴向力,立辊标定力(500KN)只起定位作用,也会消除轧机各部位连接间隙,用塞尺测出的间隙值小于均0.1毫米。
轧辊使用管理规程在冷轧生产过程中轧辊及轴承的消耗,在生产成本中所占的比例达到20%左右,因此降低轧辊及轴承的消耗能为我厂取得良好的经济效益。
一.轧辊的存放与吊运1.轧辊根据订货合同进厂后,分批,分规格存放,并应放整齐。
一般轧辊只放一层,这样便于轴承装配时配辊。
2. 轧辊在吊运过程中防止受到任何损伤。
3. 轧辊应存放在干燥通风的室内,地上铺上黑心棉防止受潮。
表面应涂上防锈油,并用辊架或方木垫离地面。
4. 下机后的热辊不可堆放在湿冷的地面上,应平放在黑心棉上并用辊架或方木垫离地面,还应避免轧辊之间的相互碰撞,下机后的热辊如发现裂纹或掉肉应马上用黑心棉包裹起来以保温。
二.轧辊的使用1. 轧辊在使用前。
应先查看其磨削记录及常规检测记录,确定这些记录无异常时,还应擦去表面油污,灰尘和锈迹,特别仔细检查辊身和辊颈表面是否有划痕、绣斑、裂纹等缺陷。
不允许把有表面缺陷的轧辊上轧机使用。
2. 新辊入库前,应清洁干净,并按材质测量轧辊的尺寸,硬度并探伤如无问题应精磨达到我厂产品要求的工艺光洁度,再涂上防锈油。
入库存放,光洁度在0.8UM左右。
3. 严格按照配对辊进行装配,工作辊直径差小于3MM,直径大的做下辊。
中间辊配对直径小于6MM,直径较大的做上辊。
支撑辊配对直径差小于20MM,直径大的做下辊。
如因其他原因找不到另一根配对辊时,将另一根闲置,待有配对辊时再进行装配。
4 轧辊为杜绝上下机间隔的时间过短产生疲劳破坏和温度较高磨削产生烧伤和裂纹,下机后不可立即进行磨削。
待辊子全部冷却后再进行磨削,要做到磨削上机周转有序。
工作辊,中间辊下机后24小时后才可磨削,支撑辊48小时候才可磨削。
5 工作辊上机工作一段时间一般规定为八个小时。
磨削时如果正常换辊,每次最小修磨量能保证把疲劳层消除,此层深度一般为0.15-0.20MM。
如非正常换辊(裂纹、掉肉等)磨去这些缺陷后再磨去0.1-0.15MM才可以。
6 中间辊上机时间一般规定为36小时更换一次。
摘要自动数控磨床是钢材板材轧制生产线的重要配套设备,其磨削精度和磨削效率直接影响钢板的轧制质量与生产效率。
它的作用是进行各种性质不同的钢材板材磨削,主要应用于钢材、铝箔和造纸行业等。
然而其在磨削工作辊的过程中,两端的轴承箱体会与砂轮架发生干涉,而频繁的装卸轴承箱体则会使加工过程变得繁琐,因此设计了翻箱机构,将工件翻转90度。
设计翻箱机构,包括翻箱机构的工作原理、机床各部件的组成、其操作要求和方法以及翻箱机构技术要求进行了概述,并详细设计了MKZ84125轧辊磨床的翻箱机构,其中包括法案的选择,电机的确定以及蜗轮蜗杆与各个轴以及齿轮的选择并画出了机床总装图,翻箱机构总装配图以及部分重要零件的部件图。
其设计过程主要特点是采用三相异步电动机带动蜗轮蜗杆以及齿轮传动,以达到将工件翻转90度的效果,方便磨床加工。
翻箱机构结构简单紧凑,操作简单,维护方便,翻转工件效率高。
关键词:翻箱机构;三相异步电动机;蜗轮蜗杆;齿轮传动IAbstractThe automatic CNC grinding machine is an important corollary equipment which rolls production line by steel and sheet metals. Its grinding accuracy and efficiency directly affect the quality of steel rolling and its production efficiency. Its role is to grind the various properties of steel and sheet metals, it mainly used in steel, aluminum foil, paper industry and etc. However, during the process of grinding, the bearing boxes of both sides will interfere with the wheel frame, and loading and unloading the bearing boxes frequently will make the process more complicated, so I designed the box turnover mechanism, it can let the workpiece rotate 90 degrees. Designing the box turnover mechanism, it consists of its working principle, the composition of each part of machine tool, its operating requirements and methods and providing an overview of technical requirements of the box turnover mechanism. What’s more, I also designed the box turnover mechanism of MKZ84125 rolling grinder. It involves the choice of the Act, the determination of motors and the selection of worms, each shaft and gears. In addition, I draw the assembly chart of machine, the general assembly chart of the box turnover mechanism and the parts diagram of some important parts. The main features of designing process are adopting the three-phase asynchronous motor to drive the worms and using the two-stage gears to drive to reach the effect which let the workpiece rotate 90 degrees. It will convenient the process. The structure of the box turnover mechanism is simple and compact. It can operate simply, maintain easily and the workpiece is efficient.Key words: box turnover mechanism; three-phase asynchronous motor; worms; stage gears目录摘要 (I)ABSTRACT (II)目录 (III)1 绪论 (1)1.1 立题依据 (1)1.2 翻箱机构的研究现状 (1)2 MKZ84125机床总体设计 (4)2.1 机床的技术参数 (4)2.2 机床总体布局设计 (4)2.2.1 布局方案的选择 (4)2.2.2 各部件的布局 (5)2.3 机床各部件的方案介绍 (5)2.3.1 床身 (5)2.3.2 头架 (6)2.3.3 尾架 (6)2.3.4 砂轮主轴系统 (7)2.3.5 砂轮架 (7)2.3.6 供油系统 (7)2.3.7 中心架 (8)2.3.8 CNC测量系统 (8)3 轴承箱体翻转机构设计 (9)3.1 设计的基本参数 (9)3.2 翻箱方案的选择 (9)3.3 翻箱机构的总体设计 (9)3.4 电动机的选择 (10)3.4.1 选择电动机类型 (10)3.4.2 选择电动机的容量 (10)3.4.3 电动机转速的确定 (11)3.5 总传动比和分配各级传动比的计算 (12)3.6 传动装置的运动和动力参数的计算 (12)3.6.1 各轴转速 (12)3.6.2 各轴功率 (12)3.6.3 各轴转矩 (12)3.7 传动零件的设计计算 (13)3.7.1 联轴器的类型的选择 (13)3.7.2 蜗杆传动的设计 (13)3.7.3 第一级齿轮传动的设计 (16)III3.7.4 第二级齿轮传动的设计 (19)3.8 翻箱机构的结构设计 (21)3.8.1 轴1的结构设计 (21)3.8.2 轴2的结构设计 (22)3.8.3 轴3的结构设计 (23)3.8.4 翻箱机构其余部分的结构设计 (24)4 轴的校核 (26)4.1 轴1的校核 (26)4.2 轴2的校核 (28)4.3 轴3的校核 (30)5 结论与展望 (33)5.1 结论 (33)5.2 不足之处及未来展望 (33)致谢 (34)参考文献 (34)MKZ84125轧辊磨床轴承箱体翻转机构设计11 绪论1.1 立题依据该课题来自于无锡上机磨床有限公司的生产实际。
1备品备件的验收1.1轴承座及有关零部件均应按图纸要求验收。
1.2新轧辊轴承不必事先验收可在装配前拆开包装进行检查验收以免过早拆开包装造成污染。
轴承必须水平放置以免轴承变形影响使用。
2轧辊预装或机架组装。
2.1按照装配计划查对轧辊环代号辊环及配件尺寸确认无误。
2.2所有零部件必须取用验收合格的零部件。
2.3所有待装零部件必须清洗油污、灰垢、去出毛刺所有注油孔及油槽都要压缩空气吹扫干净确保畅通无阻再次使用的零部件其关键尺寸及使用状况均应严格检查锈蚀、磨损或变形严重影响使用的零部件必须及时修复或更换。
2.4按图纸要求所有零部件均应装配齐全。
2.5考虑传动端和工作端的轴承座不能互换性必须成对使用拆装时都要做好标记。
2.6 轧辊轴承在安装时必须安装同一厂家的轴承不得混用。
2.7轧辊轴承在使用一段时间1000-2000小时左右后要将轴外圈承载面旋转90度后再使用。
2.8 下线轴承必须清洗检查轴承在更换时必须两盘轴承同时更换。
2.7弹性阻尼体首次投入使用前须检查弹性恢复性能及高度尺寸。
投入周转后轧辊在使用一个周期要拆卸下来检查影响使用的必须更换。
使用中发现有异常损坏的随时安排停机更换。
2.8各装配面装配前须先涂抹一层润滑油或润滑脂。
装配时动作要轻慢尤其是轴承内外圈辊颈密封部位热装的部件必须擦净后方可安装。
2.9轧机机架组装 2.9.1机架的组装程序2.9.1.1四列圆柱滚子轴承的原始径向间隙的测量和记录。
标准G3系列原始值0.20-0.24mm。
2.9.1.2轧辊辊颈的清洗和复测。
测绘工具外径千分尺并和标准及图纸要求值比较38 2.9.1.3在轴承感应加热器上加热迷宫圈加热温度为120度。
加热温度用电子测温仪来测量当气温恒定时也可通过加热时间来估算。
迷宫圈温度加热到20度即可往辊颈上装配要保证迷宫圈的面和辊身的端面紧密配合装上迷宫圈后顶住迷宫圈的外圆端面防止冷却水收缩时轴向回送。
传动侧的间隙不得大于0.5mm工作侧的间隙不得大于0.1mm。
压榨辊轴承位磨损维修工艺以压榨辊轴承位磨损维修工艺为标题,本文将介绍压榨辊轴承位磨损的原因、磨损检测方法以及维修工艺。
一、磨损原因压榨辊轴承位磨损主要有以下几个原因:1. 过载工作:长期在超负荷状态下工作,导致辊轴承位承受过大的载荷,从而导致磨损。
2. 润滑不良:辊轴承位的润滑不足或润滑油质量不好,会使轴承处于干摩擦或润滑不良状态,加速磨损。
3. 温度过高:辊轴承位工作时温度过高,会使润滑油膜失效,摩擦增大,从而导致磨损。
4. 轴承材料质量不良:轴承材料的硬度不够或质量不合格,容易导致磨损。
5. 安装不当:如果轴承位的安装不合理或不严密,会导致轴承与轴颈之间产生相对位移,从而引起磨损。
二、磨损检测方法对于压榨辊轴承位磨损的检测,可以采用以下几种方法:1. 观察:通过肉眼观察轴承位表面是否有磨损痕迹,如磨损凹坑、磨痕等。
2. 触摸:用手触摸轴承位表面,感受是否有明显的磨损感。
3. 检测仪器:使用磨损检测仪器,如磨损仪、磨损测试仪等,对轴承位进行定量检测,得出磨损程度的数据。
三、维修工艺对于压榨辊轴承位的磨损,可以采取以下几种维修工艺:1. 清洗:首先将磨损轴承位进行清洗,去除其中的灰尘、油污等杂质,保持工作区域的清洁。
2. 磨削:使用磨床或其他磨削设备,对磨损的轴承位进行磨削处理,使其恢复到规定的尺寸和形状。
3. 涂覆:在磨削后的轴承位表面,涂覆一层耐磨涂层,增加轴承位的耐磨性能。
4. 调整:对轴承位的安装进行调整,确保轴承与轴颈之间的配合间隙适当,避免磨损。
5. 润滑:在维修后的轴承位上添加适量的润滑油,保持轴承位的润滑状态,延长使用寿命。
压榨辊轴承位的磨损是由于过载工作、润滑不良、温度过高、轴承材料质量不良和安装不当等原因导致的。
我们可以通过观察、触摸和检测仪器等方法来检测轴承位的磨损程度。
在维修工艺上,我们可以采取清洗、磨削、涂覆、调整和润滑等措施来修复磨损的轴承位,以延长其使用寿命。
轧辊拆装实用工艺过程目录(1)1.工作辊装配操作规程(2)1.1 工作辊驱动侧止推轴承装配操作规程(2)1.2 工作辊驱动侧四列圆锥滚子轴承装配操作规程(3)1.3 工作辊操作侧四列圆锥滚子轴承装配操作规程(7)1.4 工作辊轴承座装配操作规程(7)2.支撑辊装配操作规程(10)2.1 支撑辊四列圆柱滚子轴承装配操作规程(10)2.2 支撑辊止推轴承装配操作规程(13)2.3 支撑辊轴承座装配操作规程(15)3.工作辊拆卸操作规程(17)4.支撑辊拆卸操作规程(18)11工作辊装配操作规程说明:由于工作辊只有驱动侧有止推轴承,并且该止推轴承与四列圆锥滚子轴承装在同一个轴承座中,因此以驱动侧工作辊轴承座的安装为主,操作侧的四列圆锥滚子轴承参考驱动侧四列圆锥滚子轴承的安装即可。
1.1 工作辊驱动侧止推轴承装配操作规程1.1.1作业准备:装配时,准备图纸L*****。
清洗剂、修磨工具、量具、吊具、吹扫用气体备好。
清洗、检查、测量,修正、确认轴承已修复可以使用后,在轴承滚子及各表面涂上润滑油。
该润滑油为壳牌460润滑油,如有变化,以冷轧车间使用的润滑油为准。
6 何时调节游隙?●新轴承的原始游隙mm●需磨削隔环,当游隙值为原始游隙的两倍mm● 磨削隔环需达到原始游隙的1- 1/2 倍mm隔环宽度计算示例● 如果 B 隔环测量值为22.225 mm ●理想的游隙值为+ 0.457 mm ●磨削后隔环宽度应为22.682 mm注意:外圈和内圈隔环C 不需调整大小。
清洗、检查、测量,修正、确认需装配的零部件正确完好,并在配合面涂润滑油。
该润滑油为壳牌460润滑油,如有变化,以冷轧车间使用的润滑油为准。
按图纸要求安装两侧衬板、定位衬板、上压板,到位,并检查轴承座加装衬板后的实际宽度与平面度。
记录存档。
把喷油咀嘴装入轴承座,旋紧到位。
把工艺堵头旋入轴承座到位。
1.4.2装配作业1)吊运反转轴承座使辊颈侧向下放置。
2)按照本手册1.1及1.2中所述安装止推轴承和四列圆锥滚子轴承。
轧机轴承的使用方法轧机轴承是指用于支持轧辊和滚动机架以及提供旋转运动的轴承。
它在轧机生产过程中承受着极其重要的作用,因此正确的使用方法是确保轧机正常运行和延长轴承寿命的关键。
下面将介绍轧机轴承的正确使用方法,以确保其正常工作和寿命延长:1. 选择适合的轴承类型:为了确保轴承的正常工作和寿命延长,首先需要选择适合的轴承类型。
不同规格、负荷、速度和运行环境都需要相应的轴承类型。
在选择轴承时应该考虑到轴承的额定负荷能力、转速限制和相关的特殊特性。
2. 安装前准备工作:在安装轴承之前,必须准备好适当的工具和设备。
检查轴承是否完好,没有损坏或缺陷。
3. 轴承安装:在安装轴承之前,必须确保轴承座光滑、干净和适当的润滑剂。
根据轴承类型和安装方法,选择适当的安装方式,如滑入、压入或热装等。
4. 轴承润滑:适当有效的润滑对轧机轴承的工作寿命至关重要。
根据轴承类型和工作条件,选择适当的润滑剂和润滑方式。
保持足够的润滑剂供应,定期检查润滑剂的质量和量。
注意避免过量润滑或不足润滑的情况。
5. 轴承温度和振动:监测轴承的温度和振动是预防故障的重要步骤。
定期测量并记录轴承的温度,以便及时发现异常情况。
注意定期检查轴承的振动情况,及时采取必要的措施。
6. 轴承维护:定期检查和维护轴承是确保其正常运行和寿命延长的关键。
定期清洗轴承,清除尘土和杂质。
检查轴承是否有异物、损坏或磨损。
必要时更换损坏或磨损的轴承。
7. 轴承使用环境:轧机轴承在使用过程中避免受到严重的外部振动和冲击。
保持轧机周围的工作环境清洁,并避免进水和灰尘等污染。
总结:轧机轴承的正确使用方法能确保轧机的正常工作和寿命延长。
正确的轴承选择、安装、润滑和维护是轧机轴承使用的关键要素。
通过定期监测轴承的温度和振动,及时进行维护和更换损坏的轴承,可以延长轴承的使用寿命,提高轧机的生产效率和质量。
为此,必须遵循以上提供的轧机轴承的使用方法,以确保正常的工作和寿命延长。
四辊热轧钢板轧机的结构及板形控制摘要:中厚钢板大约有200年的生产历史,一个国家的中厚板轧机水平也是一个国家钢铁工业装备水平的标志这之一。
通过对四辊可逆式轧机的结构及影响板形的一些因素的分析,例如:轧机的压下平衡装置,AGC液压弯辊技术以及矫直机的机理等。
进一步加深了对四辊可逆式轧机的结构及板形控制的分析和了解并且对中厚板生产和钢板质量的提高有举足轻重的作用。
最后从两个问题分析中得出大多数四辊可逆式中厚板轧机的基本结构大致包括以下几部分:辊系、机架部件、压下平衡装置、轧辊的轴向固定装置等。
在板形控制方面控制板形的方法大致包括:设定合理的轧辊凸度,合理的生产安排,合理制定轧制规程以及通过调温控制等。
但随着近几年液压弯辊技术的广泛应用,大部分四辊可逆式轧机在原来轧机的基础上运用了液压弯辊技术,进而VC辊,CVC系统,PC轧机,HCW 轧机,AGC轧机,CVC轧机这些新一代运用液压弯辊技术的设备应运而生,这些新技术的推广对中厚板的板形控制起到了举足轻重的作用。
关键词:机架;压下装置;辊系;平衡装置;轴向固定装置;液压弯辊一、前言板带轧机自18实际初正式诞生至今,已有210年的发展历史。
由于板带钢是应用最广泛的钢材,所以提高板带钢在钢材生产中的比例是世界各国发展的普遍趋势。
一般将单张钢板和成卷带钢统称为板带钢。
板带材是一种厚度与宽度、长度比相差较大的扁平断面钢材,也称扁平材。
新标准产品分类:其中薄板的厚板界限为3mm,窄带钢与宽带钢的宽度界限为600mm。
特厚板(厚度≥50mm);厚板(20≤厚度<50mm);中板(3mm≤厚度<20mm);热轧薄板(厚度<3mm,单张);冷轧薄板(厚度<3mm,单张);中厚宽钢带(3mm≤厚度<20mm,宽度≥600mm);热轧薄宽钢带(厚度<3mm,宽度≥600mm);冷轧薄宽钢带(厚度<3mm,宽度≥600mm);热轧窄钢带(宽度<600mm);冷轧窄钢带(宽度<600);镀层板(带);涂层板(带)、电工钢板(带)。
精轧工作辊烧箱问题分析摘要:分析查找引发精轧工作辊轴承箱烧损问题频繁发生的原因,精轧工作辊轴承箱在轧机内间隙过大,且工作辊与支承辊轴线存在微小夹角,这就造成了交叉轧制。
轧辊在轧制过程中产生较大的轴向力,超出轧辊轴承所能承受的载荷,造成轴承烧损。
关键词:工作辊轴承箱烧损轴向力滑板沧州中铁装备制造材料有限公司1250mm热连轧是年产180万吨热轧带钢生产线,2008年投产。
在2010年年底前后,精轧工作辊轴承箱烧损问题频繁发生,造成工作辊轴承和轴承箱零件损失严重,一度造成轧辊、轴承箱和轴承供应不济,生产出现待辊,直接经济损失百万元以上。
给生产组织和设备维护造成很大的压力。
1 首先分析沧州中铁1250mm精轧机组装机主要结构特点精轧机是四辊不可逆式HCW轧机,由7架轧机组成。
F1~F7机架上设置工作辊轴向窜动HCW,上、下工作辊在窜辊液压缸作用下实现轴向窜动。
轧机通过工作辊轴向窜动,加上强力液压弯辊,可以改变轧辊的凸度,从而保证板形质量并延长轧辊的使用寿命。
机架牌坊上装有固定块及可移动的平衡弯辊块,工作辊窜动时平衡弯辊缸始终顶压在工作辊轴承中心处。
为了避免工作辊偏转,工作辊对支承辊向轧机出口侧偏移布置。
轧机的辊缝调整和板厚控制均由全液压H—AGC 实现。
型式:四辊不可逆HCW轧机。
最大轧制力: F1~F4:20000kNF5~F7:18000kN最大开口度F1~F7:70mm(最大辊径时)工作辊直径F1~F7:Φ550/Φ500mm工作辊辊身长度:1400mm支承辊直径:Φ1260/Φ1120mm支承辊辊身长度:1200mm压下液压缸(AGC):Φ850/Φ760*120mm弯辊力:F1~F4:1000kN(单侧)F5~F7:800kN(单侧)2 通过轴承箱烧损现象,总结其中的规律轧辊轴承箱烧损表现为在轧制过程中,轧辊轴承箱因烧损摩擦生热冒烟,或烧损严重转动力矩增大,造成电机过流保护而跳电。
发现轧辊轴承烧损后,为避免造成更大的损失和造成带钢质量事故,常采用停机更换轧辊的方法。
温度对轴承使用性能有何影响等来源:大连轴研科技有限公司/1 温度对轴承使用性能有何影响?一般轴承所能承受工作温度可达120摄氏度(外圈测量温度为100摄氏度)。
对此超过次温度的工作条件,应采用经过特殊热处理或特殊(耐热)材料知道的轴承。
轴承若经常在120摄氏度以上的温度中使用,活着在很短的极高的温度下使用时,都会是轴承材料的组织的发生变化,导致轴承载荷能力及使用寿命的降低。
在轧机轴承中,初轧机、热轧机等向轧辊轴承传导的热量较大。
若没有很好的冷却措施,轴承性能将会受到一定影响或严重总影响。
2 轴承所需要的润滑条件是什么?轴承所用润滑剂应当满足一下基本要求:1)能在滚动体和滑道之间以及滚动体和保持架等运动部位之间形成一层有效的润滑膜;2)能防止轴承零件受到腐蚀:3)能把轴承工作时所产生的热量传递出去;4)能防止异物侵入轴承内部。
造成的润滑方式主要有:脂润滑;油润滑;油雾润滑;油汽润滑。
润滑效果一次更好。
其中的脂润滑的优点是润滑及保养容易,密封结构简单,润滑脂不易泄漏,有一定的防止外界污染侵入轴承内部的能力。
油润滑的优点是流动性良好,在循环油润滑中,散热冷却效果明显,但要求润滑设施及密封结构较复杂。
3 关节轴承有什么主要结构和性能?关节轴承是球面滑动的轴承,主要是有一个外球面得内圈和一个内球面得外圈组成。
根据其类型和结构的不同,可承受径向载荷。
轴向载荷或径向、轴向同时作用的来能和载荷。
因为关节轴承的球形滑动接触面大、倾斜角大。
且大多数关节轴承零件采用了特殊的工艺处理方法,如表面磷化、镀锌、镀铬或外滑动面衬里、镶垫、喷涂等,因此有较大的载荷能力与抗冲击能力,并具有抗腐性、耐磨损、自调心、润滑好或自润滑防污物得特点,既是安装错位也能正常工作。
因此广泛用于速度较大的摆动运动、倾斜运动和旋转运动。
主要结构类型有:1)向心关节轴承2)角接触关节轴承3)推力关节轴承4)杆端关节轴承5)自润滑关节轴承4 直线运动滚动支撑有什么结构和性能?主要应用在什么领域?直线运动滚动支撑近年来发展很快,在机械工业中,特别是在自动机械中的使用日益增多。
工作辊与轴承座安装规程1、工作辊的吊装①吊装时吊装辊颈处,不能吊装轴承位;②拆装轴承座时要把工作辊面包好才能用方木架起拆装;2、把工作辊轴承位清洗干净;3、检查定位环安装方向;(直径小的向轧辊方向)轧辊方向4、把轴承座的压紧环、J 型油封、隔环、J 型油封取下依次按顺序套在工作辊辊颈上,注意J 型油封开口向轧辊;5、将轴承座用天车吊着对准工作辊轴颈中心位慢慢推到离止推环50mm 时将预先装上去的J 型油封⑤、隔环⑥、J 型油⑤封装入轴承座内用压紧环⑦压紧后将轴承座推入到位;6、安装推力环①、安装推力环键②;7、安装锁紧片③;8、安装锁紧垫片④、锁紧螺母⑧; 9、安装锁紧环⑨;10、调整锁紧螺母致合适位置; 11、将锁紧片锁死锁紧螺母;56712、工作辊与轴承箱装好后转动应灵活无卡阻现象;13、最后拧油雾润滑喷嘴⑦。
7134892工作辊轴承箱组装规程工具:1、 毛刷、清洗油用来清洗轴承座所有零部件;2、 卡尺、深度尺用于测量压盖与轴承间隙;3、 棉布擦干零部件上的清洗油;4、 内六角扳手10mm 的用于紧固两端压盖, 3mm 用于紧固密封圈。
一、 组装1、 清洗轴承座座体;2、 测量座体个部位的尺寸与图纸对比;3、 测量滑板①尺寸操作侧320 -0.05-0.126及传动侧315 -0.05-0.126(未标注); 4、 用压缩空气吹油雾通道不得有任何污物;5、 清洗四列圆柱滚子轴承FC3044150②并测量轴承尺寸; 安装FC3044150轴承②保证轴承与压盖③之间的间隙0.1-0.2mm; (另付记录表格)12 345 678910320 -0.05-0.1266、 安装端盖O 型封④220×5.7;7、 端盖安装时注意按序号先预紧一次,再按序号紧固;8、 安装J 型封170×200×16⑤两个,注意中间加隔环⑥,油封开口向轧辊方向;间隙为0.1-0.2mm1236119871012549、安装压紧环⑦;10、安装角接触球轴承7028B/DB⑧直径140×210×66,检查轴承尺寸保证轴承与压盖之间的间隙为0-0.1mm,(另付记录表格)注意安装轴承要背对背安装;间隙为0-0.1mm11、在压盖上安装O型油封210×5.7⑨及唇形密封B170×200×15⑩注意开口方向向辊颈处;12、安装端盖用M12×50的螺钉加垫片按序号预紧一次在按序号紧固。