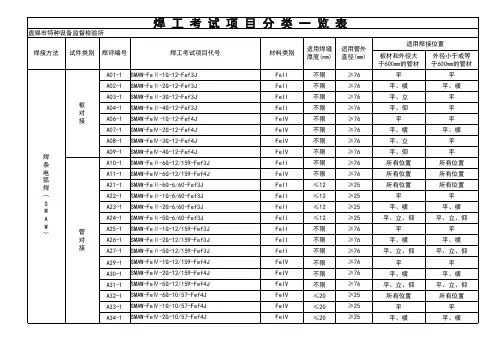
焊工考试项目分类一览表(-II+IV钢)
- 格式:xls
- 大小:47.00 KB
- 文档页数:3
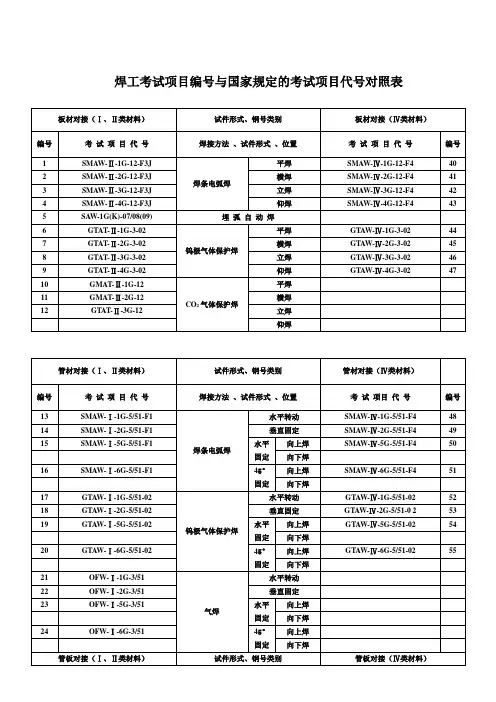
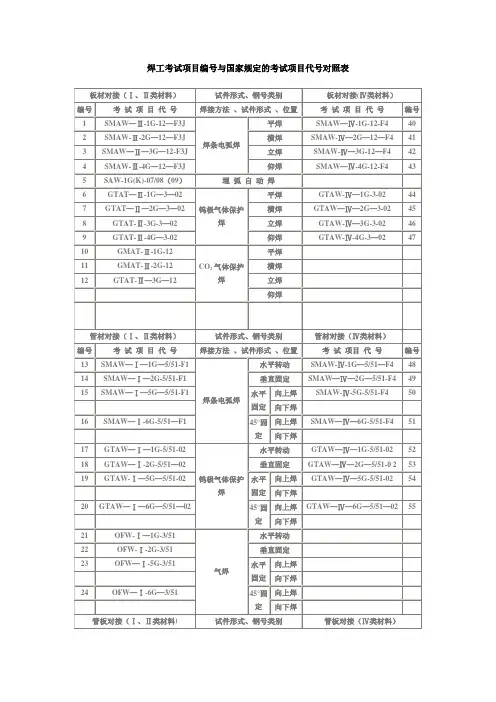
焊工考试项目编号与国家规定的考试项目代号对照表
.锅炉压力容器压力管道焊工,须持质检部门发的证,此证原称"锅炉压力容器焊工合格证"现称"特种设备作业人员证",依据办法是国质检锅[2002]109号《锅炉压力容器压力管道焊工考试与管理规则》,合格项目有效期一般为3年;
2.除了上面的证外,焊工还须持“特种作业操作证”,依据办法是国家经济贸易委员会13号令《特种作业人员安全技术培训考核管理办法》,此证一般每2年复审1次,由安监局发证;但现在质检部门也要办类似的证,包括对特种设备承压力焊及结构焊作业在内,证书名也是"特种设备作业人员证",每2年一复审,依据是国家质检总局令第70号《特种设备作业人员监督管理办法》;
3.对于船舶、电力及军工产品焊接的焊工,其焊工证又有其行业部门各自的一套要求办法;
4.老外一般不认上面这些证,如果是执行国外标准的工程项目或设备焊接,焊工要按他的办法考试发证。

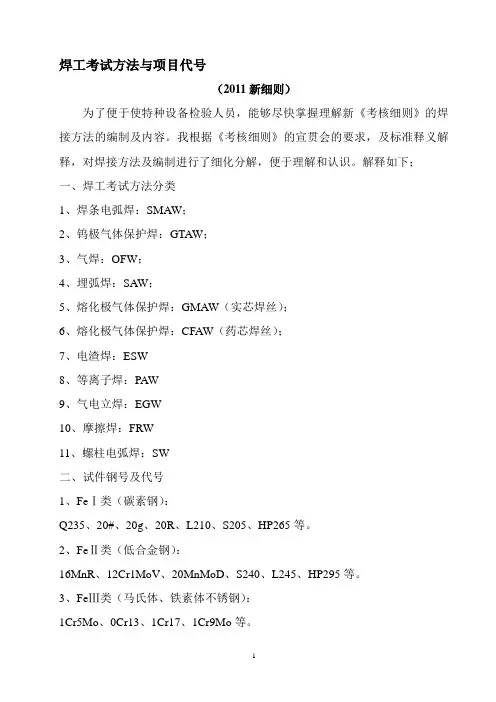
焊工考试方法与项目代集团标准化工作小组 [Q8QX9QT-X8QQB8Q8-NQ8QJ8-M8QMN]焊工考试方法与项目代号(2011新细则)为了便于使特种设备检验人员,能够尽快掌握理解新《考核细则》的焊接方法的编制及内容。
我根据《考核细则》的宣贯会的要求,及标准释义解释,对焊接方法及编制进行了细化分解,便于理解和认识。
解释如下;一、焊工考试方法分类1、焊条电弧焊:SMAW;2、钨极气体保护焊:GTAW;3、气焊:OFW;4、埋弧焊:SAW;5、熔化极气体保护焊:GMAW(实芯焊丝);6、熔化极气体保护焊:CFAW(药芯焊丝);7、电渣焊:ESW8、等离子焊:PAW9、气电立焊:EGW10、摩擦焊:FRW11、螺柱电弧焊:SW二、试件钢号及代号1、FeⅠ类(碳素钢):Q235、20#、20g、20R、L210、S205、HP265等。
2、FeⅡ类(低合金钢):16MnR、12Cr1MoV、20MnMoD、S240、L245、HP295等。
3、FeⅢ类(马氏体、铁素体不锈钢):1Cr5Mo、0Cr13、1Cr17、1Cr9Mo等。
4、FeⅣ类(奥氏体、双相不锈钢):5、铜与铜合金:CuⅠ~ CuⅤ6、镍与镍合金:NiⅠ~NiⅤ7、铝与铝合金:AI~AIⅤ8、钛与钛合金:TiⅠ~TiⅡ0Cr18Ni9Ti、0Cr19Ni13Mo3、0Cr25Ni20、1Cr23Ni18等。
三、试件形式、位置及代号1、板状试件位置及代号:1G(平焊);2G(横焊);3G(立焊);4G(仰焊)。
2、管状试件位置及代号:1G(水平转动);2G(垂直固定);5G(水平固定);6G(45°向上焊)。
3、管板角接头试件位置及代号:2FRG(水平转动);2FG(垂直固定平焊);4FG(垂直固定仰焊);5FG(水平固定);6FG(45°向上焊)。
四、焊条类型、代号及应用范围1、Fe f1:钛钙型包括E4303、E5003、E5503-B1等。
焊工考试方法与项目代号(2011新细则)为了便于使特种设备检验人员,能够尽快掌握理解新《考核细则》的焊接方法的编制及内容。
我根据《考核细则》的宣贯会的要求,及标准释义解释,对焊接方法及编制进行了细化分解,便于理解和认识。
解释如下;一、焊工考试方法分类1、焊条电弧焊:SMAW;2、钨极气体保护焊:GTAW;3、气焊:OFW;4、埋弧焊:SAW;5、熔化极气体保护焊:GMAW(实芯焊丝);6、熔化极气体保护焊:CFAW(药芯焊丝);7、电渣焊:ESW8、等离子焊:PAW9、气电立焊:EGW10、摩擦焊:FRW11、螺柱电弧焊:SW二、试件钢号及代号1、FeⅠ类(碳素钢):Q235、20#、20g、20R、L210、S205、HP265等。
2、FeⅡ类(低合金钢):16MnR、12Cr1MoV、20MnMoD、S240、L245、HP295等。
3、FeⅢ类(马氏体、铁素体不锈钢):1Cr5Mo、0Cr13、1Cr17、1Cr9Mo等。
4、FeⅣ类(奥氏体、双相不锈钢):5、铜与铜合金:CuⅠ~ CuⅤ6、镍与镍合金:NiⅠ~NiⅤ7、铝与铝合金:AI~AIⅤ8、钛与钛合金:TiⅠ~TiⅡ0Cr18Ni9Ti、0Cr19Ni13Mo3、0Cr25Ni20、1Cr23Ni18等。
三、试件形式、位置及代号1、板状试件位置及代号:1G(平焊);2G(横焊);3G(立焊);4G(仰焊)。
2、管状试件位置及代号:1G(水平转动);2G(垂直固定);5G(水平固定);6G(45°向上焊)。
3、管板角接头试件位置及代号:2FRG(水平转动);2FG(垂直固定平焊);4FG(垂直固定仰焊);5FG(水平固定);6FG(45°向上焊)。
四、焊条类型、代号及应用范围1、Fe f1:钛钙型包括E4303、E5003、E5503-B1等。
2、Fe f 2:纤维素型包括E4310、E5011等。
3、Fe f 3;钛型、钛钙型包括G202、G302等。
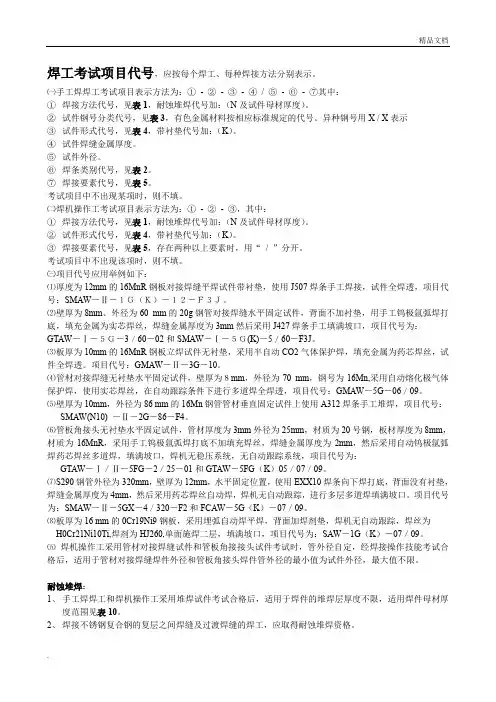
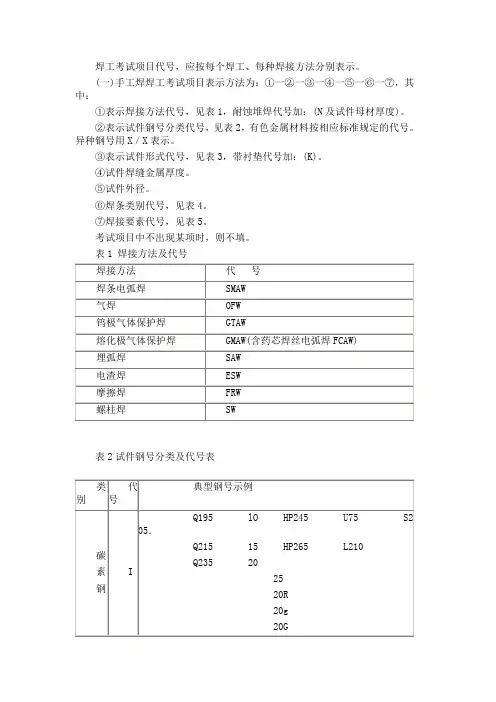
焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
㈠手工焊焊工考试项目表示方法为:①- ②- ③- ④/ ⑤- ⑥- ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X / X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:①- ②- ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/ ”分开。
考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
⑹管板角接头无衬垫水平固定试件,管材厚度为3mm外径为25mm,材质为20号钢,板材厚度为8mm,材质为16MnR,采用手工钨极氩弧焊打底不加填充焊丝,焊缝金属厚度为2mm,然后采用自动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,项目代号为:GTAW-Ⅰ/Ⅱ-5FG-2/25-01和GTAW-5FG(K)05/07/09。
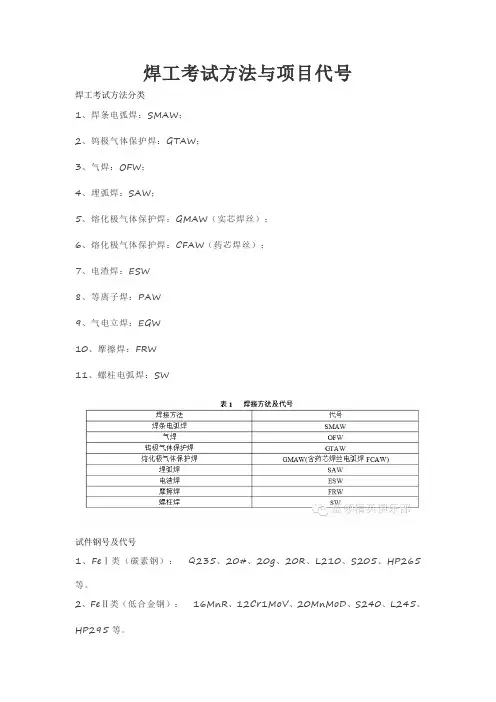
焊工考试方法与项目代号
焊工考试方法分类
1、焊条电弧焊:SMAW;
2、钨极气体保护焊:GTAW;
3、气焊:OFW;
4、埋弧焊:SAW;
5、熔化极气体保护焊:GMAW(实芯焊丝);
6、熔化极气体保护焊:CFAW(药芯焊丝);
7、电渣焊:ESW
8、等离子焊:PAW
9、气电立焊:EGW
10、摩擦焊:FRW
11、螺柱电弧焊:SW
试件钢号及代号
1、FeⅠ类(碳素钢): Q235、20#、20g、20R、L210、S205、HP265
等。
2、FeⅡ类(低合金钢): 16MnR、12Cr1MoV、20MnMoD、S240、L245、HP295等。
3、FeⅢ类(马氏体、铁素体不锈钢):1Cr5Mo、0Cr13、1Cr17、1Cr9Mo
等。
4、FeⅣ类(奥氏体、双相不锈钢)
5、铜与铜合金:CuⅠ~ CuⅤ
6、镍与镍合金:NiⅠ~NiⅤ
7、铝与铝合金:AI~AIⅤ
8、钛与钛合金:TiⅠ~TiⅡ 0Cr18Ni9Ti、0Cr19Ni13Mo3、0Cr25Ni20、1Cr23Ni18等。
试件形式、位置及代号
1、板状试件位置及代号: 1G(平焊);2G(横焊);3G(立焊);4G(仰焊)。
2、管状试件位置及代号:1G(水平转动);2G(垂直固定);5G(水平固定);6G(45°向上焊)。
3、管板角接头试件位置及代号: 2FRG(水平转动);2FG(垂直固定平焊);4FG(垂直固定仰焊);5FG(水平固定);6FG(45°向上焊)。
焊工考试项目代号标准化工作室编码[XX968T-XX89628-XJ668-XT689N]焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
㈠手工焊焊工考试项目表示方法为:① - ② - ③ - ④ / ⑤ - ⑥ - ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X /X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:① - ② - ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“ / ”分开。
考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
(一)手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。
异种钢号用X/X表示。
③表示试件形式代号,见表3,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表4。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
表1 焊接方法及代号表2试件钢号分类及代号表表3试件形式、位置及代号表4焊条类别、代号及适用范围表5焊接要素及代号(二)焊机操作工考试项目表示方法为:①一②一③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表3,带衬垫代号加(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/”分开。
考试项目中不出现该项时,则不填。
(三)项目代号应用举例如下:(1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW一Ⅱ一lG(K)一12一F3J。
(2)壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW一Ⅰ一5G一3/60—02和SMAW一Ⅰ一5G(K)一5/60一F3J。
(3)板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GNAW一Ⅱ一3G一10。
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW一5G一06/09。
(5)在壁厚为10mm、外径为86mm的16Mn钢制管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10)一Ⅱ一2G一86一F4。
焊工考试项目代号 Company number:【WTUT-WT88Y-W8BBGB-BWYTT-19998】焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
㈠手工焊焊工考试项目表示方法为:① - ② - ③ - ④ / ⑤ - ⑥ - ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X / X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:① - ② - ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“ / ”分开。
考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
㈠手工焊焊工考试项目表示方法为:①- ②- ③- ④/ ⑤- ⑥- ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X / X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:①- ②- ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/ ”分开。
考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
⑹管板角接头无衬垫水平固定试件,管材厚度为3mm外径为25mm,材质为20号钢,板材厚度为8mm,材质为16MnR,采用手工钨极氩弧焊打底不加填充焊丝,焊缝金属厚度为2mm,然后采用自动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,项目代号为:GTAW-Ⅰ/Ⅱ-5FG-2/25-01和GTAW-5FG(K)05/07/09。
焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
㈠手工焊焊工考试项目表示方法为:① - ② - ③ - ④ / ⑤ - ⑥ - ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X / X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:① - ② - ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“ / ”分开。
考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
㈠手工焊焊工考试项目表示方法为:①- ②- ③- ④/ ⑤- ⑥- ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X / X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:①- ②- ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/ ”分开。
考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02与SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
⑹管板角接头无衬垫水平固定试件,管材厚度为3mm外径为25mm,材质为20号钢,板材厚度为8mm,材质为16MnR,采用手工钨极氩弧焊打底不加填充焊丝,焊缝金属厚度为2mm,然后采用自动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,项目代号为:GTAW-Ⅰ/Ⅱ-5FG-2/25-01与GTAW-5FG(K)05/07/09。
焊工证一类钢二类钢三类钢四类钢的解释(收藏备用)I代表一类刚:属于碳素钢含碳量小于1.35%(0.1%-1.2%),除铁、碳和限量以内的硅、锰、磷、硫等杂质外,不含其他合金元素的钢。
碳素钢的性能主要取决于含碳量。
含碳量增加,钢的强度、硬度升高,塑性、韧性和可焊性降低。
与其他钢类相比,碳素钢使用最早,成本低,性能范围宽,用量最大。
适用于公称压力PN≤32.0MPa,温度为-30-425℃的水、蒸汽、空气、氢、氨、氮及石油制品等介质。
常用牌号有WC1、WCB、ZG25及优质钢20、25、30及低合金结构钢16Mn[1]Ⅱ代表二类刚:属于低合金钢合金元素总量小于5%的合金钢叫做低合金钢。
低合金钢是相对于碳钢而言的,是在碳钢的基础上,为了改善钢的一种或几种性能,而有意向钢中加入一种或几种合金元素.加入的合金量超过碳钢正常生产方法所具有的一般含量时,称这种钢为合金钢。
当合金总量低于5%时称为低合金钢。
合金含量在5-10%之间称为中合金钢;大于10%的称为高合金钢。
Ⅲ代表三类刚:属于马氏体不锈钢,铁素体不锈钢标准的马氏体不锈钢是:403、410、414、416、416(Se)、420、431、440A、440B和440C型,有磁性;这些钢材的耐腐蚀性来自“铬”,其范围是从11.5至18%,铬含量愈高的钢材需碳含量愈高,以确保在热处理期间马氏体的形成,上述三种440型不锈钢很少被考虑做为需要焊接的应用,且440型成份的熔填金属不易取得。
铁素体不锈钢(400系)含铬量在15%~30%,具有体心立方晶体结构。
这类钢一般不含镍,有时还含有少量的Mo、Ti、Nb等元素,这类钢具有导热系数大,膨胀系数小、抗氧化性好、抗应力腐蚀优良等特点,多用于制造耐大气、水蒸气、水及氧化性酸腐蚀的零部件。
铁素体不锈钢价格不仅相对低且稳定,并且具有许多独特的特点和优势,业已证明,在许多原先认为只能采用奥氏体不锈钢(300系)的应用领域,铁素体不锈钢是一种极为优异的替代材料,铁素体不锈钢不含镍,主要元素为铬(>10%)和铁,铬是是不锈钢特别耐腐蚀的元素,其价格相对稳定。
类别代号低碳钢Fe I低合金钢Fe II铁素体钢、马氏体钢、Cr≥5%的铬钼钢:Fe III奥氏体不锈钢、双相钢:Fe IV1G 平焊试件3G立焊试件2FG 管板角接头垂直固定平焊试件Fef3J低合金钢焊条Fef4奥氏体不锈钢焊条和双相钢焊条FefS全部的实芯焊丝和药芯焊丝11 —背面无保护气体15—喷射弧焊接1.项目代号:YSMAW –F II-1G-12-Fef3J指厚度为12㎜的低合金钢板(比如Q345C)对接焊缝平焊试件,使用低合金钢焊条(比如J507)手工焊接,试件全焊透;2.项目代号:YSMAW –F IV-1G-12-Fef4指厚度为12㎜的奥氏体不锈钢板或双相钢板(比如304、2205等)对接焊缝平焊试件,使用不锈钢焊条(比如A102、E2209)手工焊接,试件全焊透;3.项目代号:YSMAW –F II-1G-12/273-Fef3J指壁厚为12㎜、外径为273㎜的低合金钢管(Q345C)对接焊缝水平转动试件,背面不加衬垫,使用低合金钢焊条(比如J507)手工焊接,试件全焊透;4.项目代号:YSMAW –F II-2FG-12/57-Fef3J指壁厚为12㎜、外径为57㎜的低合金钢(比如Q345C)管板垂直固定角接头平焊试件,背面不加衬垫,使用低合金钢焊条(比如J507)手工焊接,试件全焊透;5.项目代号:YGMAW –F II-1G-FefS-11/15指壁厚为12㎜、低合金钢板(比如Q345C)对接焊缝平焊试件,背面不加衬垫,采用半自动CO2气体保护焊,填充金属为实心焊丝,背面无保护气体,采用喷射弧施焊,试件全焊透;6.项目代号:YSMAW –F II-3G-12-Fef3J指厚度为12㎜的低合金钢板(比如Q345C)对接焊缝立焊试件,使用低合金钢焊条(比如J507)手工焊接,试件全焊透;。