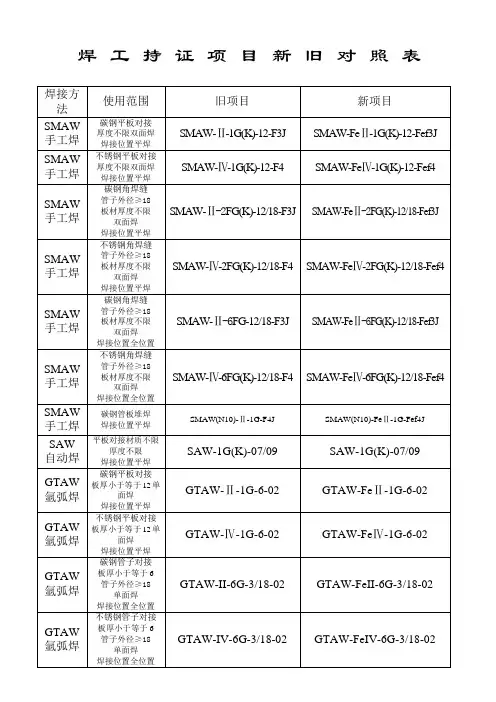
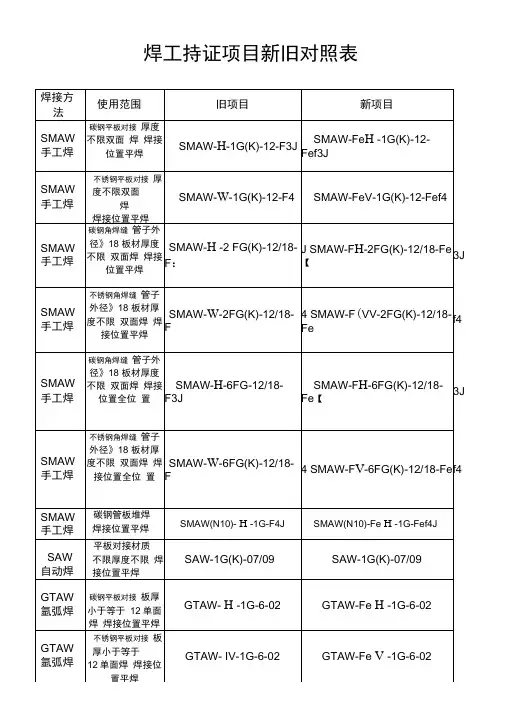
焊工证项目新旧对照表
- 格式:docx
- 大小:10.79 KB
- 文档页数:2

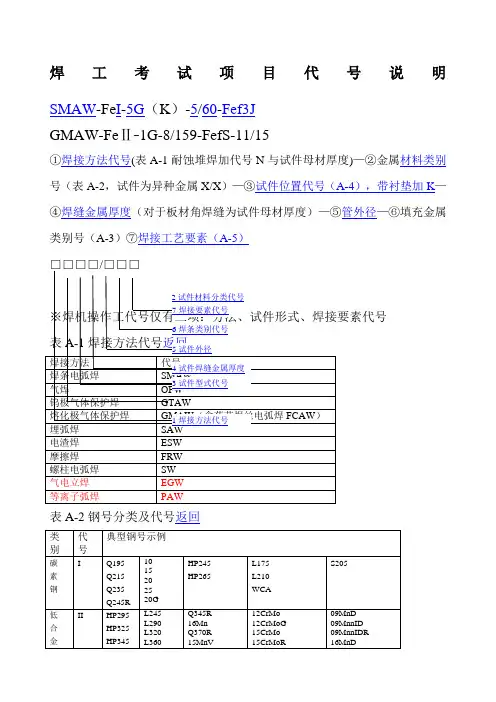
焊工考试项目代号说明
SMAW-Fe I-5G(K)-5/60-Fef3J
GMAW-FeⅡ-1G-8/159-FefS-11/15
①焊接方法代号(表A-1耐蚀堆焊加代号N与试件母材厚度)—②金属材料类别号(表A-2,试件为异种金属X/X)—③试件位置代号(A-4),带衬垫加K—④焊缝金属厚度(对于板材角焊缝为试件母材厚度)—⑤管外径—⑥填充金属类别号(A-3)⑦焊接工艺要素(A-5)
表A-2钢号分类及代号返回
件位置
注A-2:板材对接焊缝试件考试合格后,适用管材对接焊缝试件时,管外径应大于或等于76mm。
注A-3:板材角焊缝试件考试合格后,适用于管材角焊缝焊件时,管外径应大于或等于76mm。
表A-7手工焊对接焊缝试件适用与对接焊缝焊件焊缝金属厚度范围返回
表A-8 手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围返回
注A-4:管材向下焊试件
表A-9手工焊管板角接头试件适用于管板角接头焊件范围
表A-3填充金属类别、示例与适用范围返回
表A-5焊接工艺要素与代号返回
SMAW-Fe II-1G-12-Fef3J SMAW-Fe I-5G(K)5/60-Fef3J GMAW-FeⅡ-1G-8/159-FefS-11/15 SMAW-FeⅡ-6G-5/57-Fef3J
SAW-1G(K)-07/09/19
焊机操作工操作技能考试项目标识方法
①焊接方法代号(表A-1耐蚀堆焊加代号N与试件母材厚度)
②试件位置代号(A-4),带衬垫加K
③焊接工艺要素(表A-5)
SAW-1G(K)-07/09/19。
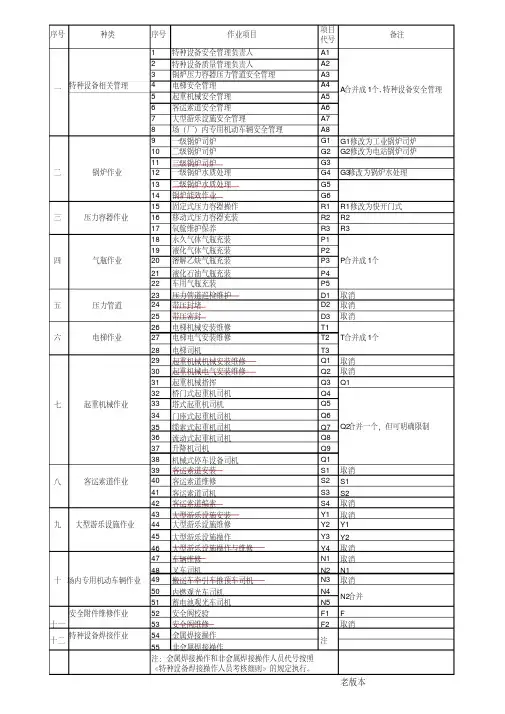
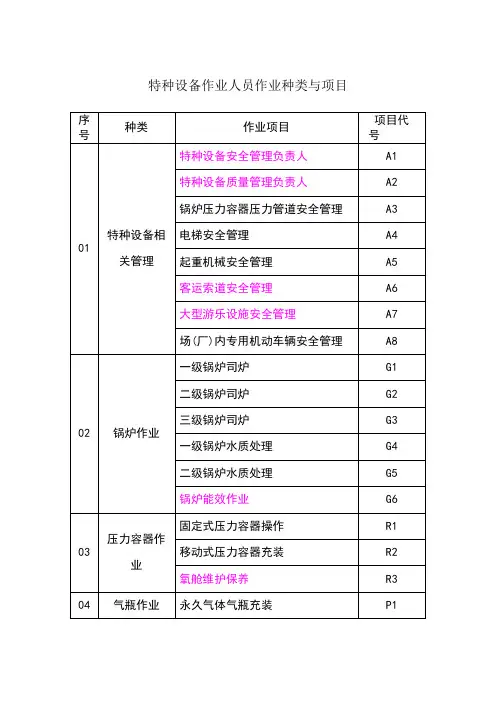
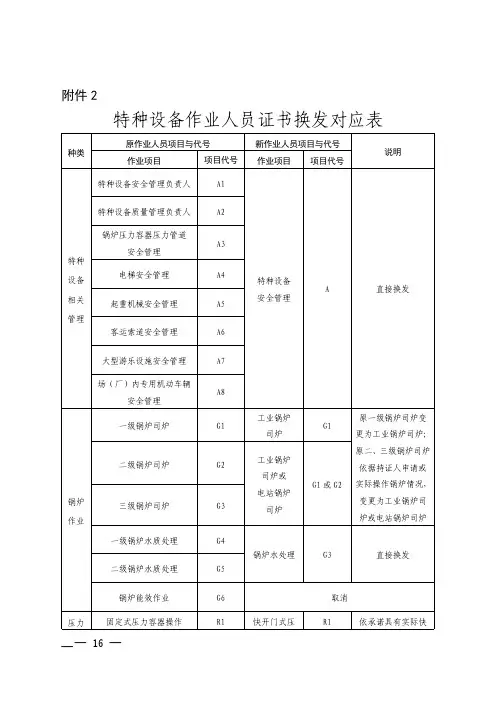
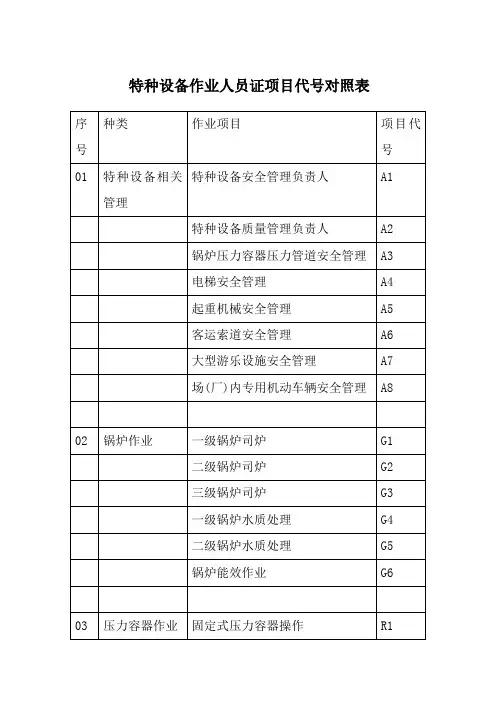
序号种类序号作业项目项目代号备注1特种设备安全管理负责人A12特种设备质量管理负责人A23锅炉压力容器压力管道安全管理A3特种设备相关管理4电梯安全管理A45起重机械安全管理A56客运索道安全管理A67大型游乐设施安全管理A78场(厂)内专用机动车辆安全管理A89一级锅炉司炉G1G1修改为工业锅炉司炉10二级锅炉司炉G2G2修改为电站锅炉司炉11三级锅炉司炉G3二锅炉作业12一级锅炉水质处理G4G3修改为锅炉水处理13二级锅炉水质处理G514锅炉能效作业G615固定式压力容器操作R1R1修改为快开门式三压力容器作业16移动式压力容器充装R2R217氧舱维护保养R3R318永久气体气瓶充装P119液化气体气瓶充装P2四气瓶作业20溶解乙炔气瓶充装P321液化石油气瓶充装P422车用气瓶充装P523压力管道巡检维护D1取消五压力管道24带压封堵D2取消25带压密封D3取消26电梯机械安装维修T1六电梯作业27电梯电气安装维修T228电梯司机T329起重机械机械安装维修Q1取消30起重机械电气安装维修Q2取消31起重机械指挥Q3Q132桥门式起重机司机Q4七起重机械作业33塔式起重机司机Q534门座式起重机司机Q635缆索式起重机司机Q736流动式起重机司机Q837升降机司机Q938机械式停车设备司机Q139客运索道安装S1取消八客运索道作业40客运索道维修S2S141客运索道司机S3S242客运索道编索S4取消43大型游乐设施安装Y1取消九大型游乐设施作业44大型游乐设施维修Y2Y145大型游乐设施操作Y3Y246大型游乐设施操作与维修Y4取消47车辆维修N1取消48叉车司机N2N1十场内专用机动车辆作业49搬运车牵引车推顶车司机N3取消50内燃观光车司机N451蓄电池观光车司机N5安全附件维修作业52安全阀校验F1F 十一53安全阀维修F2取消特种设备焊接作业54金属焊接操作55非金属焊接操作老版本注注:金属焊接操作和非金属焊接操作人员代号按照《特种设备焊接操作人员考核细则》的规定执行。
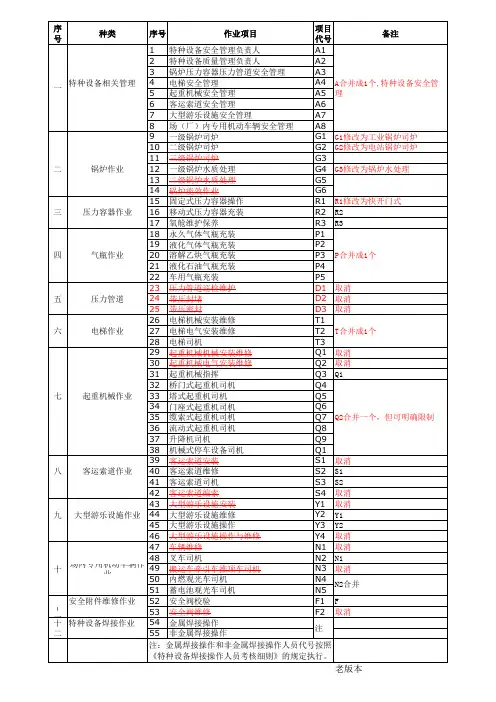
新版本2019年6月1日执行
注1:资格认定范围为300MW以下(不含300MW)的电站锅炉司炉人员,300MW 电站锅炉司炉人员由使用单位按照电力行业规范自行进行技能培训。
注2:电梯修理作业项目包括修理和维护保养作业。
注3:可根据报考人员的申请需求进行范围限制,具体明确限制为桥式起重机司机、门式起重机司机、塔式起重机司机、门座式起重机司机、缆索式起重机司机、流动式起重机司机、升降机司机。
如“起重机司机(限桥门式起重机)”等。
注4:特种设备焊接作业人员代号按照《特种设备焊接操作人员考核规则》的规定执行。
焊工考试项目代号说明SMAW-FeI-5G(K)-5/60-Fef3JGMAW-FeⅡ-1G-8/159-FefS-11/15①焊接方法代号(表A-1耐蚀堆焊加代号N与试件母材厚度)—②金属材料类别号(表A-2,试件为异种金属X/X)—③试件位置代号(A-4),带衬垫加K—④焊缝金属厚度(对于板材角焊缝为试件母材厚度)—⑤管外径—⑥填充金属类别号(A-3)⑦焊接工艺要素(A-5)※焊机操作工代号仅有三项:方法、试件形式、焊接要素代号表A-1焊接方法代号返回表A-2钢号分类及代号返回表A-4试件形式、位置代号表A-6 试件适用于焊缝和焊件位置注A-2:板材对接焊缝试件考试合格后,适用管材对接焊缝试件时,管外径应大于或等于76mm。
注A-3:板材角焊缝试件考试合格后,适用于管材角焊缝焊件时,管外径应大于或等于76mm。
表A-7手工焊对接焊缝试件适用与对接焊缝焊件焊缝金属厚度范围返回表A-8 手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围返回注A-4:管材向下焊试件表A-9手工焊管板角接头试件适用于管板角接头焊件范围表A-3填充金属类别、示例与适用范围返回表A-5焊接工艺要素与代号返回SMAW-FeII-1G-12-Fef3J SMAW-FeI-5G(K)5/60-Fef3J GMAW-FeⅡ-1G-8/159-FefS-11/15 SMAW-FeⅡ-6G-5/57-Fef3JSAW-1G(K)-07/09/19焊机操作工操作技能考试项目标识方法①焊接方法代号(表A-1耐蚀堆焊加代号N与试件母材厚度)②试件位置代号(A-4),带衬垫加K③焊接工艺要素(表A-5)SAW-1G(K)-07/09/19。