板框压滤机过滤面积的设计计算
- 格式:pdf
- 大小:249.87 KB
- 文档页数:4
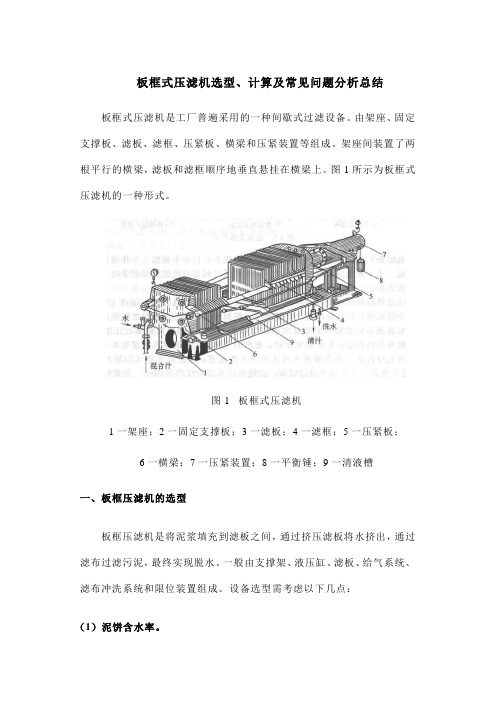
板框式压滤机选型、计算及常见问题分析总结板框式压滤机是工厂普遍采用的一种间歇式过滤设备。
由架座、固定支撑板、滤板、滤框、压紧板、横梁和压紧装置等组成。
架座间装置了两根平行的横梁,滤板和滤框顺序地垂直悬挂在横梁上。
图1所示为板框式压滤机的一种形式。
图1 板框式压滤机1一架座;2一固定支撑板;3一滤板;4一滤框;5一压紧板;6一横梁;7一压紧装置;8一平衡锤;9一清液槽一、板框压滤机的选型板框压滤机是将泥浆填充到滤板之间,通过挤压滤板将水挤出,通过滤布过滤污泥,最终实现脱水。
一般由支撑架、液压缸、滤板、给气系统、滤布冲洗系统和限位装置组成。
设备选型需考虑以下几点:(1)泥饼含水率。
板框压滤机在挤压脱水过程作用形式更加直接、作用时间相对较长,作用效率较高,处理后的泥饼含水率较小,所得泥饼占地空间较小。
(2)板框材质。
板框主要采用不易变形刚度较大,且质量较轻的材料,且在挤压过程中,能够耐高压。
(3)滤布选材。
滤布的选择主要要求耐腐蚀、具有较强的抗拉强度、过滤性较好。
(4)工作形式。
通过采用液压或者气动的形式控制板框移动,其气动噪音较大。
其中,滤板和滤布的选择尤为重要。
1、滤板的选择滤板的选材至关重要。
考虑到滤板的工作环境,污泥中含有腐蚀性物质,具有一定的耐腐蚀性,工作过程中反复挤压撞击,滤板要有一定的强度,同时要有一定的耐磨性。
目前常用滤板的材料有:(1)PP高分子聚丙烯,是目前最常用的。
这种材料,对于各种酸碱性耐受性非常好,包括最强酸氢氟酸,都有良好的耐酸性。
它的工作温度比较小,在实践中发现其最多耐受短时间的70°的物料。
(2)PVDF,是耐酸性,耐温度最好的有机材料,正常耐温可达到150°左右,但耐碱性极差。
(3)天然橡胶滤板,弹性好,但是强度差。
尤其是隔膜,用天然橡胶的还是不错的。
(4)铝质滤板,金属滤板里最轻,但耐酸性相对较差。
(5)铸铁滤板,分量重,耐酸性较差,耐温性极高。



板框压滤机的选型、处理量计算、常见故障诊断一、板框压滤机的选型1. 依据物料性质和处理工艺要素选型板框压滤机适用于固液分别,物料性质和处理工艺要素是选择板框压滤机的紧要因素。
首先,需要分析物料的粒度分布、比重、黏度、 pH 值、含水量等参数,以及处理工艺要素如过滤速度、过滤面积、过滤压力等。
通常情况下,板框压滤机适用于物料粘度低于 100 Pa·s、粒度小于 200 目、比重点于 1 的固液混合物。
假如需要处理的物料粘度较高,可以采纳加热或加压的方式降低粘度,使其更适合板框压滤机的过滤操作。
2. 依据过滤面积和处理量选型板框压滤机的选择也需要考虑过滤面积和处理量。
过滤面积的大小直接影响处理量和过滤效率,过滤面积越大处理量越大,但同时也会加添设备成本和维护难度。
在实际应用中,需要依据实在工艺要素和设备投资预算进行权衡。
常见的板框压滤机处理量范围从几个立方米到几百立方米不等,可以依据需要快捷选择。
3. 依据操作方式和耐腐蚀性选型依据操作方式和耐腐蚀性也需要选择板框压滤机。
操作方式重要有手动、半自动和全自动三种,手动操作成本低,但工作强度大;半自动操作可削减工作强度,提高工作效率,但设备成本较高;全自动操作无人干预,工作效率高,但设备成本更高。
耐腐蚀性重要受设备材质和液体性质的影响,选择适合的材质可有效延长设备使用寿命。
二、板框压滤机的处理量计算板框压滤机的处理量重要包括过滤面积和处理时间两个部分,实在的计算公式为:过滤面积 = 处理量÷过滤速度处理时间 = 运行时间÷ 60其中,过滤面积和处理量的单位均为平方米,过滤速度为立方米/平方米/小时,运行时间为分钟。
以处理一个含有 10% 固体物料浓度的过滤物为例,设处理量为50 立方米,过滤速度为 200 毫米/分钟,运行时间为 360 分钟,计算过滤面积和处理时间如下:过滤面积 = 50 ÷(200 ÷ 60) = 15 平方米处理时间 = 360 ÷ 60 = 6 小时三、常见故障诊断及解决方法1. 漏滤现象漏滤是板框压滤机常见的故障之一,通常由于滤布损坏、板框密封不严或滤饼脱落等原因导致。
板框式压滤机的设计选型板框式压滤机的选型设计,常用的计算方法有湿污泥量法、干污泥量法、及悬浮物量法,在这些设计计算方法中,湿污泥量法是相对精确及数据来源较好取得,建议优先采用此方法计算过滤面积。
板框式压滤选型设计中,最重要的就是污泥种类及污泥量的确定。
一套污水处理系统中污泥主要分为物化污泥和生化污泥。
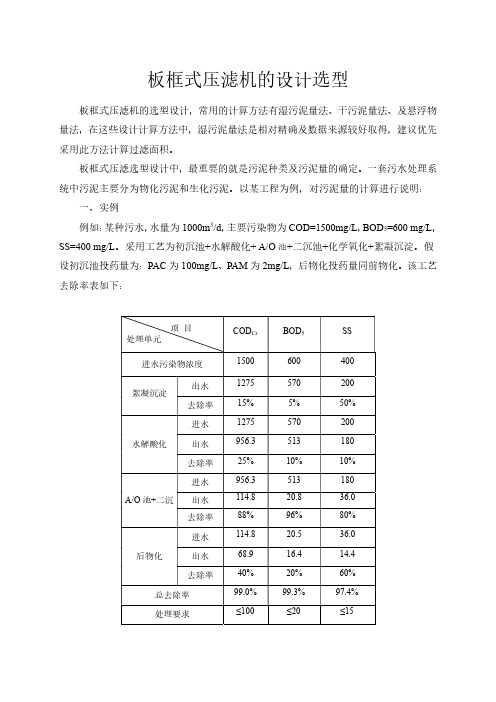
以某工程为例,对污泥量的计算进行说明:一、实例例如:某种污水,水量为1000m3/d,主要污染物为COD=1500mg/L,BOD5=600 mg/L,SS=400 mg/L。
采用工艺为初沉池+水解酸化+A/O池+二沉池+化学氧化+絮凝沉淀。
假设初沉池投药量为:PAC为100mg/L、PAM为2mg/L,后物化投药量同前物化。
该工艺去除率表如下:二、计算过程如下:1、物化污泥物化污泥的主要来源水为前物化和后物化中SS的量和投加的絮凝剂的量(先按绝干污泥来计算)。
SS的量:A=1000 m3/d×(0.2㎏/m3+0.02㎏/m3)=220㎏/d投药量:B=1000 m3/d×(0.1㎏/m3+0.001㎏/m3)×2=202㎏/d2、生化污泥生化污泥的计算一般参照传统活性污泥法污泥的计算方法,此类计算方法计算存在很大误差,一般只能作为参考。
生化污泥可参考经验数值进行计算。
生化污泥可按厌氧系统去除1㎏BOD5污泥产率系数为0.15㎏,好氧系统去除1㎏BOD5污泥产率系数为0.6㎏计算。
(当是工业污水时,很难检测出BOD5,故常用COD计算污泥量,产率系数同上)(0.057代表的是去除BOD的量,计算工业污水也可以看成是COD的量)生化污泥量:C=厌氧污泥+好氧污泥=1000 m3/d×0.057㎏/m3×0.15㎏污泥/㎏BOD5+1000 m3/d×0.492㎏/m3×0.60㎏污泥/㎏BOD5=303.8㎏/d3、总污泥量:物化污泥和生化污泥一般都会进入污泥浓缩池进行浓缩,经浓缩后污泥的含水率为97%至98%,现取98%绝干污泥总量为D=A+B+C=220+202+303.8=725.8㎏/d含水率为98%的污泥的总体积约为36.3m3/d三、板框式压滤机的选择板框式压滤机是悬浮液固、液两相分离的理想设备,具有轻巧、灵活、可靠等特点。

800平方板框压滤机技术参数
800平方板框压滤机是一种常见的固液分离设备,主要用于固体颗粒含量较高的悬浮液的过滤和脱水。
其技术参数通常包括过滤面积、过滤压力、过滤板数量、过滤板尺寸、过滤板材质、过滤介质、过滤周期等。
首先,800平方板框压滤机的过滤面积通常指的是每个过滤板的有效过滤面积,通常以平方米为单位。
这个参数直接影响到设备的处理能力和过滤效率,因此是非常重要的技术参数之一。
其次,过滤压力是指在过滤过程中施加在悬浮液上的压力,通常以MPa或bar为单位。
过滤压力的大小会影响过滤速度和脱水效果,需要根据具体的过滤介质和工艺要求来确定。
过滤板数量和尺寸也是重要的技术参数,它们决定了设备的整体结构和过滤面积。
过滤板通常由多块板组成,板的尺寸和数量会直接影响设备的处理能力和操作方式。
过滤板的材质也是一个关键的技术参数,常见的材质包括聚丙烯、铸铁等,不同的材质具有不同的耐腐蚀性和耐磨性,需要根据
具体的工艺要求选择合适的材质。
过滤介质是指在过滤过程中放置在过滤板之间的过滤介质,常见的过滤介质包括滤布、滤纸等,选择合适的过滤介质可以提高过滤效率和脱水效果。
最后,过滤周期是指完成一次过滤操作所需的时间,这个参数受到过滤介质和过滤物料的影响,需要根据具体情况进行调整。
综上所述,800平方板框压滤机的技术参数涉及到过滤面积、过滤压力、过滤板数量、过滤板尺寸、过滤板材质、过滤介质、过滤周期等多个方面,这些参数的选择需要根据具体的工艺要求和过滤物料的特性来确定,以确保设备能够达到预期的过滤效果和脱水效果。

实验五板框压滤机过滤常数的测定1.据板框压滤机实验所测定的数据,计算出两种过滤条件下的过滤常数K1和K2;过滤介质的当量滤液体积Ve1和Ve2;过滤介质的当量过滤时间θe1和θe2。
并提供数据完整的原始数据表。
答:a.原始数据记录表过滤介质(滤布)直径d=120mm,数量2块。
总过滤面积:220.122 2.262104Aπ-⨯=⨯=⨯(m2) A2=0.022622=5.116×10-4过滤常数计算:100kPa 组120kPa 组K1=2/S·A2=2/46.313·(2.262×10-2)2K2=2/S·A2=2/18.855·5.116×10-4=84.4 (m3/s)=207.3 (m3/s)过滤介质的当量滤液体积:V e=I/S=-24.229/46.313=-0.5232(m3)V e=I/S=-1.1895/18.855=-0.063(m3)过滤介质的当量滤液时间:θe=V e2/K·A2=-0.52322/84.4·5.116×10-4θe=V e2/K·A2=-0.0632/207.3·5.116×10-4=-6.339 (S) =-0.037 (S)答:过滤介质中微孔通道的直径可能大于悬浮液中部分颗粒直径,因此,过滤初期会有一些小颗粒穿过而使滤液浑浊,但是颗粒会在孔道中迅速地发生“架桥”现象,使小于孔道直径的细小颗粒也能被拦截,并开始形成滤饼,由此滤液变清,过滤才有效进行。
3.请阐述板框压滤机的优、缺点和适用场合。
答:板框压滤机优点:结构简单、制造方便、占地面积较小过滤面积较小,操作强度高,适应能力强。
缺点;间歇操作,生产效率低,劳动强度大,滤布损耗也比较快。
适应与中小规模的生产场合。
4.实验板框压滤机的操作分哪几个阶段?答:按实验要求配制滤浆 滤浆搅拌 开泵将滤浆打入衡压罐并搅拌 组装板框压滤机 衡压罐加压将滤浆按实验设定的压力打入板框压滤机进行压滤 对设定的单位滤液量进行计时并记录 过滤结束用衡压水罐的水对滤饼进行清洗 打开板框压滤机取出滤饼并对板框压滤机及管路进行清洗。
板框压滤机选型设计计算
在进行板框压滤机的选型设计计算之前,首先需要明确一些基本参数,包括:
1.需要处理的悬浊液的流量和浓度;
2.过滤温度和压力的范围;
3.过滤面积的要求;
4.过滤结果的期望等。
在确定了这些基本参数之后,可以进行下面的选型设计计算。
1.确定过滤面积的大小。
过滤面积是衡量板框压滤机处理能力的重要指标。
根据需要处理的悬
浊液流量和浓度,以及过滤速度的要求,可以计算出过滤面积的大小。
过滤面积=需要处理的悬浊液流量/过滤速度
2.确定压滤时间。
压滤时间是指悬浊液在板框压滤机中停留的时间。
根据过滤面积和过
滤速度,可以计算出压滤时间。
压滤时间=过滤面积/过滤速度
3.选择合适的过滤介质。
过滤介质是指放置在板框压滤机中的过滤媒体,一般是过滤布或过滤纸。
选择合适的过滤介质可以提高过滤效果。
4.确定过滤压力。
过滤压力是指施加在悬浊液上的压力,通常使用液压系统或机械压力方式。
根据过滤速度和需要处理的悬浊液的特性,可以确定合适的过滤压力范围。
5.确定板框材质和尺寸。
6.确定自动化程度。
根据需要处理的悬浊液的特性和用户的要求,确定板框压滤机的自动化程度,包括自动控制和报警功能等。
7.其他设计考虑因素。
除了上述主要的设计参数外,还需要考虑一些其他因素,例如过滤过程中的泄漏问题、维护保养的方便性、过滤机的占地面积等。
总结:。
全自动板框压滤机选型及计算公式1.1,日产干污泥量计算公式:
W1=(S1+S2-S3)×Q/106(T)
W1-日产干污泥量(T)
S1-脱硫废水悬浮物含量(mg/L)(一般按10000 mg/L计算)
S2-每T废水投加消石灰量(mg/L) (一般按4000 mg/L计算)
S3-脱硫废水处理出水悬浮物含量(mg/L)
Q-日产废水量(T)
1.2设定板框压滤机压滤一次湿污泥饼量计算公式:
W2=W1/n/P
W2-设定板框压滤机压滤一次湿污泥饼量(T)
W1-日产干污泥量(T)
n -每日板框压滤机设定运行压滤次数(运行一次按三小时计算)
P-湿污泥饼含水率(一般脱硫污泥含水率按50%计算)
1.3求板框压滤机压滤面积计算公式:
S=W2×2/t×G
S-板框压滤机压滤面积(M2)
W2-设定板框压滤机压滤一次湿污泥饼量(T)
t-压滤后湿污泥饼厚度(M)(一般湿污泥饼厚度按3Cm计算)
G-湿污泥饼容重(T/M3)(脱硫废水湿污泥饼容重一般按1。
1 T/M3计算,干CaSO3容重为1。
3 T/M3)1.4脱硫废水处理污泥产生量计算
脱硫废水处理污泥产生量计算
1.5脱硫废水污泥脱水全自动板框压滤机选型参数
脱硫废水污泥脱水全自动板框压滤机选型参数。

1米的板框片过滤面积计算摘要:1.引言2.板框片的定义和结构3.板框片的过滤面积计算方法4.计算实例5.结论正文:【引言】在环保和污水处理领域,板框压滤机是一种常用的设备。
板框片作为板框压滤机的核心部件之一,其过滤面积的计算至关重要。
本文将为您介绍如何计算1 米的板框片的过滤面积。
【板框片的定义和结构】板框片,顾名思义,是由板和框组成的。
它是一种具有过滤功能的装置,主要用于将混合物中的固体颗粒分离出来。
板框片通常由一个平板和一个四周围有框的滤布组成。
【板框片的过滤面积计算方法】板框片的过滤面积计算公式为:过滤面积= 板面积+ 框面积。
板面积的计算公式为:板面积= 板的长度× 板的宽度。
框面积的计算公式为:框面积= 框的长度× 框的宽度。
需要注意的是,板框片通常有多个框,因此在计算框面积时,需要将所有框的长度和宽度相乘,然后再乘以框的数量。
【计算实例】假设一个板框片的长为2 米,宽为1 米,框的长度为1 米,宽度为0.5 米,框的数量为4 个。
那么,我们可以按照以下步骤计算过滤面积:1.计算板面积:板面积= 2 × 1 = 2(平方米)2.计算框面积:框面积= 1 × 0.5 × 4 = 2(平方米)3.计算过滤面积:过滤面积= 板面积+ 框面积= 2 + 2 = 4(平方米)因此,这个1 米的板框片的过滤面积为4 平方米。
【结论】通过对板框片的过滤面积计算方法的学习,我们可以更好地了解如何准确地计算板框片的过滤面积。
这对于保证板框压滤机的正常运行和提高过滤效率具有重要意义。

某悬浮液在一台过滤面积为0.4m 2的板框过滤机中进行恒压过滤,2小时后得滤液35m 3,若过滤介质阻力忽略不计,求: ⑴ 其它情况不变,过滤1.5小时所得的滤液量。
⑵ 其它情况不变,过滤2小时后用4m 3水对滤饼进行横穿洗涤:洗涤所需时间。
答:(1)V 2=KA 2θK =V 2/(A 2θ)=352/(0.42×2×3600)=1.06m 2/sθK A V ==0.4×(1.06×1.5×3600)1/2=30.3m3 (2) θw =V w /(dV/d θ)w =4 V w /(dV/d θ)E(dV/d θ)E =KA 2/(2 V)=1.06×0.42/(2×35)=2.43×10-3m 3/sθw =4/((1/4)×2.43×10-3)=6584s =1.83hj03a10051用一叶滤机恒压过滤某种悬浮液,已知操作条件下过滤常数K=2.5×10-3m 2/s ,过滤介质阻力可以忽略,滤饼不可压缩。
试求:(1)若每平方米过滤面积上获得2m 3滤液,计算所需过滤时间;(2)若将此过滤时间延长一倍,每平方米过滤面积可再得滤液为多少?(3)若过滤终了时q=2.85m 3/m 2,洗涤与过滤终了时的操作条件相同,洗液的粘度相近,每平方米洗涤面积上用0.5m 3洗液,所需的洗涤时间为多少?解:(1) θk q =2θ=q 2/K =22/2.5×10-3=1600s(2)θ' =2θ=3200s , q' ='θK =2.83 m 3/m 2q'-q =0.83 m 3/m 2 (3) (dq/d θ)E =K/(2q)=2.5×10-3/(2×2.85)=0.00439 m 3/m 2.s对于叶滤机 (dq/d θ)E =(dq/d θ)W∴ θW =5/0.00439=1140s用板框过滤机恒压差过滤钛白(TiO2)水悬浮液。
过滤面积和容积理论计算1) 参数设定:原浆(处理前的悬浮液)体积为:V1(M3);原浆含固率(干灰):δ1(%)滤饼含固率:δ2(%);滤饼的体积:V2(M3)过滤浓缩比:Δ=δ1(%)÷δ2(%);压滤机单位容积:v( 15L/ m2)压滤机的过滤速度:s(L/h×m2);压滤机过滤面积:M(m2)压滤机的过滤周期:T2)公式计算:∵ V2(M3)×δ2(%)= V1(M3)×δ1(%)∴ V2(M3)= V1(M3)×δ1(%)÷δ2(%)=V1(M3) ×Δ即:滤饼的体积=原浆的体积×浓缩比∵滤饼的体积V2(M3)÷压滤机单位容积v( 0。
015 M3/ m2)=过滤面积M(m2)∴过滤周期T=滤饼的体积V2(M3) ÷压滤机的过滤速度s(M3/h×m2)÷过滤面积M(m2)即:过滤周期=滤饼体积÷过滤面积÷过滤速度备注:①压滤机滤室容积的行业标准:15L/ m2(最小规格是12.5 L/ m2;最大规格为:16 L/ m2)②压滤机的单个滤室的过滤面积=滤板的有效过液面积×2(X800滤板;和物料接触有效有效面积=0.74×0.74≈0.55M2 因为压紧边为30mm 凸台约0。
05M2 故实际有效面积为0。
5M2 那么1个滤室的过滤面积为0.5M2×2=1 m2)3)举例说明:广东某五金厂,每天经处理后(到污泥浓缩池)产生湿污泥量V1=6.0 M3,含水率a=98.0%,拟准备每天对污泥浓缩的污泥处理一次,其需选用压滤机的过滤面积=1000×6。
0×(1-98%)/(1—75%)/15/1=32,根据计算建议选用35M2(比32 M2大点)的XMYJ35/800-UB压滤机一台。
过滤面积M(m2)= 原浆(处理前的悬浮液)体积为:V1(M3) * 原浆含固率(干灰):δ1(%)/ 滤饼含固率:δ2(%) / 压滤机单位容积v( 0.015 M3/ m2)。

过滤面积和容积理论计算1) 参数设定 :原浆(处理前的悬浮液)体积为:V1(M3);原浆含固率仟灰):5 1(%)滤饼含固率:5 2(%)滤饼的体积:V2(M3)过滤浓缩比:△ = 5 1(%) *5 2(%压滤机单位容积:v( 15L/ m2)压滤机的过滤速度:s (L/h加2);压滤机过滤面积:M(m2)压滤机的过滤周期: T2) 公式计算:•/ V2(M3) X5 2(%)= V1(M3) X5 1(%)/• V2(M3)= V1(M3) X5 1(%)*5 2(%)=V1(M3) XA即:滤饼的体积=原浆的体积X浓缩比•/滤饼的体积V2(M3) 一压滤机单位容积v( 0.015 M3/ m2)=过滤面积M(m2)过滤周期T=滤饼的体积 V2(M3) 一压滤机的过滤速度s (M3/h X m2)甜滤面积M(m2)即:过滤周期 =滤饼体积 *过滤面积 *过滤速度备注 :①压滤机滤室容积的行业标准 :15L/ m2 (最小规格是 12.5 L/ m2 ;最大规格为: 16 L/ m2)②压滤机的单个滤室的过滤面积 =滤板的有效过液面积X2(X800 滤板 ;和物料接触有效有效面积=0.74 X 0.74百5M2因为压紧边为30mm凸台约0.05M2 故实际有效面积为 0.5M2那么1个滤室的过滤面积为 0.5M2X 2=1 m2)3) 举例说明:广东某五金厂,每天经处理后(到污泥浓缩池)产生湿污泥量V1=6.0 M3,含水率a=98.0%, 拟准备每天对污泥浓缩的污泥处理一次,其需选用压滤机的过滤面积 =1000X6.0X(1-98%)(/ 1-75%)/15/1=32,根据计算建议选用 35M2 (比32 M2大点)的XMYJ35/800-UB压滤机一台。
过滤面积M(m2)=原浆(处理前的悬浮液)体积为:V1(M3) *原浆含固率仟灰):5 1(%)/滤饼含固率:5 2(%) / 压滤机单位容积 v( 0.015 M3/ m2)倨浆c处理前的悬睜液)体祝vix原浆含固率c干灰)dia>过滤而W (n£)= -----------------------------------------------------------压滤机(n3/n2) x絶烘舎固率"2(2)。


详细计算1、板框压滤机的选型已知:d Q /m 3003=总 (98%)d Q /m ?32= (78%)1)求泥经过板框压滤机后体积1513.002.07.0198.01112112==--=--=ρρV V 倍数 ρ——含水率1ρ——含水率 98%(表示未经压滤机处理泥的含水率)2ρ——含水率70%(表示经过压滤机处理后泥的含水率)31300m V = (含水率为98%)计算得出:32m 20=V (15倍 板框压滤机后的处理量)也就是说将含水98%的污泥经过板框压滤机后含水率在70%,体积缩小15倍。
2)板框机的选型计算已知设备需要工作16小时,板框压滤机每次工作周期2小时(注意在选定设备时建议具体问问工作周期及保压时间)。
即可知一天内板框压滤机工作8个周期于是得到板框压滤机滤室总容量:20/8=2.5m 3/周期=2500L/周期以杭州金龙压滤机有限公司为例:(见横线提示)螺杆泵的选型:如何选择厢式压滤机进行污水处理要处理污水的工厂,往往为了节省成本,自建污水池,反应池,沉淀池来解决要处理的污水,但在选择厢式压滤机时候,往往并不清楚,到底该选择什么型号的压滤机才能处理每天要处理的污水,下面,粗略介绍--这个方法很大众化,一般的工厂皆适合此法来计算污水处理量与压滤机的选配。
本文主要针对我司生产的厢式压滤机,应用在环保行业污泥脱水的选型设计参数阐述(过滤面积的设计计算),常用计算方法有湿污泥量法、干污泥量法以及悬浮物量法等方法,而在这些设计计算方法当中,湿污泥量法是相对精确及数据来源较好取得,建议优先采用此方法计算过滤面积:一、湿污泥量法:1、 过滤面积标准:按国标生产制造的压滤机的过滤面积每平方等价于15L 的固体容积。
2、压滤前:体积V1(M3)、压滤前污水含水率a=97.5%~99.2%(一般经验值)。
3、压滤后:体积V2(M3)、压滤后污泥含水率b=75%。
4、压滤周期: 每天压滤次数t 。

板框压滤机脱水面积如何计算?有公式吗?板框压滤机是工业中一种被广泛应用的脱水设备,化工、石油、陶瓷、冶炼等需要脱水的地方都可以看到它的出现。
板框压滤机操作简单,虽然大家会使用,但对压滤机的脱水面积计算较为陌生,你知道板框压滤机脱水面积怎么计算吗?一、板框压滤机脱水面积板框压滤机在工作的时候,每个周期需要经过五个阶段,即“入料——过滤——卸渣——洗涤——装合”,其中卸渣和装合的时间固定,过滤和洗涤要根据实际情况对时间进行调整。
板框压滤机的脱水面积计算公式为:A=Q/q·t,其中Q代表每次脱水的污泥量,q代表脱水负荷,t表示每次脱水的时间。
你会发现脱水时间和脱水面积呈反比例关系。
那是不是脱水时间越长越可以节省脱水面积呢?经试验我们发现,脱水时间不能过长,会导致滤饼过厚,洗涤困难;也不能过短,会导致过滤不彻底,过滤效果不好。
所以我们的脱水时间有一个临界值,去保证脱水面积够小,使过滤工作更加经济合理。
但是有用户说,板框压滤机的脱水面积应该是过滤室中所有滤板的壁面积总和,不需要计算,这句话虽然不错,但是和我们说的脱水面积略有不同,我们的计算公式计算的是板框压滤机的有效过滤面积。
板框压滤机有一层滤板是用来做板框去镶嵌滤布的,这样的设计是为了提高压滤机的过滤质量和存储能力,但是这样一来实际有效的过滤面积就减少了,所以需要需要做试验计算一下。
并且,压滤面积计算还有另一个目的,就是计算出所需要的脱水面积,才好对设备进行选型,考虑是购买一台压滤面积更大的设备还是买几台过滤面积较小的设备。
二、板框压滤机脱水效果了解了压滤机的脱水面积,我们再来说一下脱水效果,上次就有粉丝留言问保证了脱水面积,脱水效果就会好吗?其实板框压滤机的脱水效果除了和脱水面积有关系,还和设备的压力控制和过滤速度有关系。
首先,板框压滤机是通过设备的压力挤压出物料中的水分,从而完成脱水目的,压力系统的质量直接关系到设备的脱水效果。
其次压滤机的过滤速度也是影响因素之一,盲目追求速度,不考虑设备的使用实用速度,不根据实际液体的浓度、阻力等因素计算合适速度,压滤效果不理想是必然的事。

实验一 板框压滤机过滤常数的测定 一、 实验目的1.掌握和了解板框压滤机的构造和操作方法 2.测定恒定压力过滤方程中的过滤常数 3.测定洗涤速率与过滤最终速率的关系。
二、 实验原理过滤是液体通过滤渣层(过滤介质与滤饼)的流动。
无论是生产还是设计,过滤计算都要有过滤常数作依据。
由于滤渣厚度随着时间而增加,所以恒压过滤速度随着时间而降低。
不同物料形成的悬浮液,其过滤常数差别很大,即使是同一种物料,由于浓度不同,滤浆温度不同,其过滤常数也不尽相同,故要有可靠的实验数据作参考。
恒压过滤的基本方程为: ()()e E KA V V θθ+=+22式中:θ——过滤时间[ s ]V ——θ时间的过滤体积[m 3 ]e V ——形成相当于滤布阻力的一层滤渣时,所得的滤液体积[m 3 ] e θ——得到滤液体积e V ,所相应的过滤时间[ s ]A ——过滤面积[m 2] K ——过滤常数[ m 2/s ]在一定条件下过滤某种物料的过滤方程的参数K 、e V 、e θ是通过实验测定的,通常依据过滤方程和生产任务去计算需要过滤面积。
1.过滤常数的测定为便于测定常数 设q=V/A, e q =e V /A则过滤方程式为()()e e K q q θθ+=+2q ——过滤时间为θ时,单位过滤面积所得滤液体积[ m 3/m 2]e q ——形成相当与滤布阻力的一层滤渣(所需的过滤时间为e θ)时,单位过滤面积所通过的滤液体积[ m 3/m 2] 将式(2)微分整理得:2(q+e q )θKd d q = e q q kq k d d 22+=θ 改写差分:e q kq k q 22+=∆∆θ 实验在某恒定压力下,取一系列的θ∆和q ∆值,在直角坐标系中,用q∆∆θ为纵坐标,用q 为横坐标作图,可以得一直线,其斜率为2/K ,截距为2e q /K 。
由此即可求得K 、e q 、e θ则通过下式计算。
kq ee 2=θ2.过滤最终速率与洗涤速率的关系过滤最终速率的确定较困难,因为任何率饼充罐滤框,无法准确观察到,只能从滤液量估计。