《普通车床培训1》C6132A车床介绍.
- 格式:ppt
- 大小:12.18 MB
- 文档页数:40
二、车削运动和车床的用途为了使车刀能够从毛坯上切下多余的金属,车削加工时,车床的主轴带动工件作旋转运动,称主运动;车床的刀架带动车刀作纵向、横向或斜向的直线移动,称进给运动。
通过车刀和工件的相对运动,使毛坏被切削成一定的几何形状、尺寸和表面质量的零件,以达到图纸上所规定的要求。
在机械加工车间中,车床约占机床总数的一半左右。
车床的加工范围很广,主要加工各种回转表面,其中包括端面、外圆、内圆、锥面、螺纹、回转沟槽、回转成形面和滚花等。
普通车床加工尺寸精度一般为IT10~IT8,表面粗糙度值Ra=6.3~1.6μm。
三、C6132(或C616)车床的组成部分及其功用C6132车床由床身、床头箱、变速箱、进给箱、光杆、丝杆、溜板箱、刀架、床腿和尾架等部分组成。
1.床身:是车床的基础零件,用来支承和安装车床的各部件,保证其相对位置,如床头箱、进给箱、溜板箱等。
床身具有足够的刚度和强度,床身表面精度很高,以保证各部件之间有正确的相对位置。
床身上有四条平行的导轨,供大拖板(刀架)和尾架相对于床头箱进行正确的移动,为了保持床身表面精度,在操作车床中应注意维护保养。
2.床头箱(主轴箱):用以支承主轴并使之旋转。
主轴为空心结构。
其前端外锥面安装三爪卡盘等附件来夹持工件,前端内锥面用来安装顶尖,细长孔可穿入长棒料。
C6132车床主轴箱内只有一级变速,其主轴变速机构安放在远离主轴的单独变速箱中,以减小变速箱中的传动件产生的振动和热量对主轴的影响。
3.变速箱:由电动机带动变速箱内的齿轮轴转动,通过改变变速箱内的齿轮搭配(啮合)位置,得到不同的转速,然后通过皮带轮传动把运动传给主轴。
4.进给箱又称走刀箱,内装进给运动的变速齿轮,可调整进给量和螺距,并将运动传至光杆或丝杆。
5.光杆、丝杆:将进给箱的运动传给溜板箱。
光杆用于一般车削的自动进给,不能用于车削螺纹。
丝杆用于车削螺纹。
6.溜板箱:又称拖板箱,与刀架相联,是车床进给运动的操纵箱。
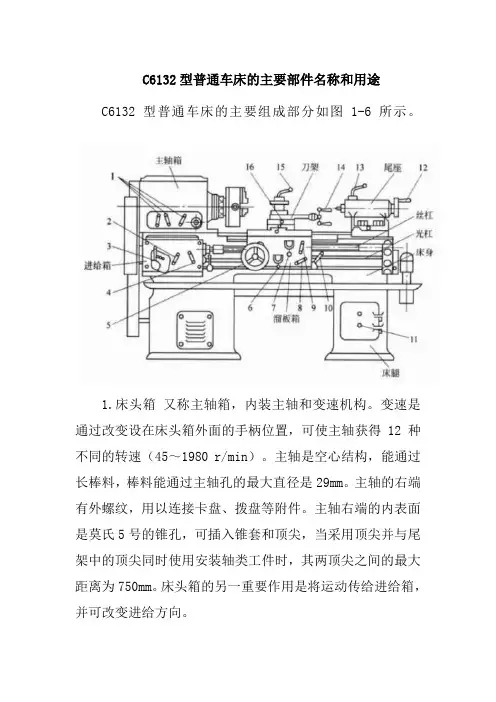
C6132型普通车床的主要部件名称和用途C6132型普通车床的主要组成部分如图1-6所示。
1.床头箱又称主轴箱,内装主轴和变速机构。
变速是通过改变设在床头箱外面的手柄位置,可使主轴获得12种不同的转速(45~1980 r/min)。
主轴是空心结构,能通过长棒料,棒料能通过主轴孔的最大直径是29mm。
主轴的右端有外螺纹,用以连接卡盘、拨盘等附件。
主轴右端的内表面是莫氏5号的锥孔,可插入锥套和顶尖,当采用顶尖并与尾架中的顶尖同时使用安装轴类工件时,其两顶尖之间的最大距离为750mm。
床头箱的另一重要作用是将运动传给进给箱,并可改变进给方向。
图1-6 C6132普通车床1-床头箱;2-进给箱;3-变速箱;4-前床脚;5-溜板箱;6-刀架;7 -尾架;8-丝杠;9-光杠;10-床身;11-后床脚;12-中刀架;13-方刀架;14-转盘;15-小刀架;16-大刀架2.进给箱又称走刀箱,它是进给运动的变速机构。
它固定在床头箱下部的床身前侧面。
变换进给箱外面的手柄位置,可将床头箱内主轴传递下来的运动,转为进给箱输出的光杆或丝杆获得不同的转速,以改变进给量的大小或车削不同螺距的螺纹。
其纵向进给量为0.06~0.83mm/r;横向进给量为0.04~0.78mm/r;可车削17种公制螺纹(螺距为0.5~9mm)和32种英制螺纹(每英寸2~38牙)。
3.变速箱安装在车床前床脚的内腔中,并由电动机(4.5kw,1440r/min)通过联轴器直接驱动变速箱中齿轮传动轴。
变速箱外设有两个长的手柄,是分别移动传动轴上的双联滑移齿轮和三联滑移齿轮,可共获6种转速,通过皮带传动至床头箱。
4.溜板箱又称拖板箱,溜板箱是进给运动的操纵机构。
它使光杠或丝杠的旋转运动,通过齿轮和齿条或丝杠和开合螺母,推动车刀作进给运动。
溜板箱上有三层滑板,当接通光杠时,可使床鞍带动中滑板、小滑板及刀架沿床身导轨作纵向移动;中滑板可带动小滑板及刀架沿床鞍上的导轨作横向移动。

C6132A高速卧式车床HIGH SPEED ENGINE LATHE(φ320×500mm)(φ320×750mm)(φ320×1000mm)该产品荣获:“重庆名牌产品”“重庆市重点新产品”“重庆市科学技术奖”1995年在行业中率先通过“ISO9001:2000质量管理体系认证”一、主要性能:该机床是我厂总结几十年普通车床生产经验的基础上设计而成的一种卧式车床,机床具有刚性好、抗振性强、效率高、节能、安全可靠、操作方便等特点。
外观造型简洁,做工精细,布局合理,工作可靠,操作灵活,维修方便,性价比高,宜人性好。
二、主要用途:●可加工Φ320mm以下的盘类零件,Φ175mm以下、工件长500/750/1000mm的轴类零件;●能加工内、外圆柱面、圆锥面和端面;●可以车削规定范围内的公制、英制、模数等螺纹;●可以承担钻孔、铰孔、扩孔、套料、滚花、拉油槽等工艺;●可广泛使用于机械、电子、仪器、仪表、轻工、医疗等行业和教学培训。
三、特点:●该车床采用集中传动的传动方式;●主轴轴承为三支承方式;●主轴头部采用短锥法兰式结构;●主轴的通孔直径Φ55mm;●主轴制动采用电磁制动方式;●大容量集屑盘,可方便铁屑清理。
四、使用环境1.电源:▲电源电压范围:交流三相380V±10% 50Hz;▲电源容量:4kVA;2.防护:▲机床防护装置齐全、可靠、安全;▲机床噪音:≤83dB(A);3.正常使用条件:▲环境温度:0~40℃;▲相对湿度:≤85%。
五、主要技术参数:项目单位参数加工范围床身上最大回转直径mm Φ320床身导轨宽度mm 312最大工件长度mm 500/750/1000 中心高mm 160横拖板上最大工件回转直径mm Φ175主轴主轴通孔直径mm Φ55主轴内孔锥度莫氏6号主轴头部形式A2-6主轴转速范围r.p.m 45~2100进给范围mm横向:0.04~0.78纵向:0.06~1.07 主轴转速级数正、反各18级主电机功率kw 3/4卡盘直径mm 200尾座尾座套筒直径mm Φ60 尾座套筒移动距离mm 95 尾座套筒内孔锥度莫氏4号刀架刀架刀具容量 4 刀具规格mm 20×20车削螺纹公制mm 17种0.5~9.0 模数mm 17种0.5~9.0 英制牙/英寸32种2~38精度表面粗糙度Ra值μm 2.5重量及外型机床净重/机床总重kg 1800/2000外形尺寸(长×宽×高)mm 1793/2093/2300×894×1205 包装箱尺寸(长×宽×高)mm 2550×1120×1540六、 可选配置(另计价):序 号 名 称推荐供货商 备 注 1 中心架 自制2 跟刀架 自制3 牙表自制 4 四爪单动卡盘座 自制 5 三爪卡盘座 自制 6 活顶尖 自制 7 后刀架 自制 8 交换齿轮自制 9工具盒、简易图架、卡盘防护罩自制七、 标准配置的随机附件:序 号 名 称 规 格数 量 附 注 1 主 机 Φ360×500;750;10001台 包装箱内 2 附件箱1 3 拨 盘含GB70 M12×50(6)1套 随 机 4 三爪自定心卡盘 2001套 附件箱内 5 三爪卡盘座 含GB70 M12×40(11)1 6 三爪卡盘扳手 1套 7 顶 尖 莫式4号2 未配尾座时取消8 顶尖套 莫式6 / 4号 1 9 双头扳手 10×11 1 附件箱内24×27 1 10 单头扳手 13、16、18、21、30 各1 11 内六角扳手 4、5、6、8、10各1 12 方套筒扳手 121套 13 钩形扳手 85~105(或100~10)2 14 地脚螺栓 M16×300 8 15 六角螺母 M16 8 16 垫 圈 16 8 17 木柄螺丝批 150 一字、十字各一 18 油 枪 100 1套22调整垫铁8套八、执行标准:1、JB/T2322 《卧式车床技术条件》2、GB/T4020 《卧式车床精度检验》3、GB5226.1 《机械安全机械电气设备第1部分通用技术条件》九、标准配置的随机文件:1、机床的使用说明书2、合格证明书3、装箱单。
二、车削运动和车床的用途为了使车刀能够从毛坯上切下多余的金属,车削加工时,车床的主轴带动工件作旋转运动,称主运动;车床的刀架带动车刀作纵向、横向或斜向的直线移动,称进给运动。
通过车刀和工件的相对运动,使毛坏被切削成一定的几何形状、尺寸和表面质量的零件,以达到图纸上所规定的要求。
在机械加工车间中,车床约占机床总数的一半左右。
车床的加工范围很广,主要加工各种回转表面,其中包括端面、外圆、内圆、锥面、螺纹、回转沟槽、回转成形面和滚花等。
普通车床加工尺寸精度一般为IT10~IT8,表面粗糙度值Ra=6.3~1.6μm。
三、C6132(或C616)车床的组成部分及其功用C6132车床由床身、床头箱、变速箱、进给箱、光杆、丝杆、溜板箱、刀架、床腿和尾架等部分组成。
1.床身:是车床的基础零件,用来支承和安装车床的各部件,保证其相对位置,如床头箱、进给箱、溜板箱等。
床身具有足够的刚度和强度,床身表面精度很高,以保证各部件之间有正确的相对位置。
床身上有四条平行的导轨,供大拖板(刀架)和尾架相对于床头箱进行正确的移动,为了保持床身表面精度,在操作车床中应注意维护保养。
2.床头箱(主轴箱):用以支承主轴并使之旋转。
主轴为空心结构。
其前端外锥面安装三爪卡盘等附件来夹持工件,前端内锥面用来安装顶尖,细长孔可穿入长棒料。
C6132车床主轴箱内只有一级变速,其主轴变速机构安放在远离主轴的单独变速箱中,以减小变速箱中的传动件产生的振动和热量对主轴的影响。
3.变速箱:由电动机带动变速箱内的齿轮轴转动,通过改变变速箱内的齿轮搭配(啮合)位置,得到不同的转速,然后通过皮带轮传动把运动传给主轴。
4.进给箱又称走刀箱,内装进给运动的变速齿轮,可调整进给量和螺距,并将运动传至光杆或丝杆。
5.光杆、丝杆:将进给箱的运动传给溜板箱。
光杆用于一般车削的自动进给,不能用于车削螺纹。
丝杆用于车削螺纹。
6.溜板箱:又称拖板箱,与刀架相联,是车床进给运动的操纵箱。
车床c6132的结构及作用车床由床身、床头箱、变速箱、进给箱、光杆、丝杆、溜板箱、刀架、床腿和尾架等部分组成。
1、床身:是车床的基础零件,用来支承和安装车床的各部件,保证其相对位置,如床头箱、进给箱、溜板箱等。
床身具有足够的刚度和强度,床身表面精度很高,以保证各部件之间有正确的相对位置。
床身上有四条平行的导轨,供大拖板(刀架)和尾架相对于床头箱进行正确的移动,为了保持床身表面精度,在操作车床中应注意维护保养。
2、床头箱(主轴箱):用以支承主轴并使之旋转。
主轴为空心结构。
其前端外锥面安装三爪卡盘等附件来夹持工件,前端内锥面用来安装顶尖,细长孔可穿入长棒料。
C6132车床主轴箱内只有一级变速,其主轴变速机构安放在远离主轴的单独变速箱中,以减小变速箱中的传动件产生的振动和热量对主轴的影响。
3、变速箱:由电动机带动变速箱内的齿轮轴转动,通过改变变速箱内的齿轮搭配(啮合)位置,得到不同的转速,然后通过皮带轮传动把运动传给主轴。
4、进给箱又称走刀箱,内装进给运动的变速齿轮,可调整进给量和螺距,并将运动传至光杆或丝杆。
5、光杆、丝杆:将进给箱的运动传给溜板箱。
光杆用于一般车削的自动进给,不能用于车削螺纹。
丝杆用于车削螺纹。
6、溜板箱:又称拖板箱,与刀架相联,是车床进给运动的操纵箱。
它可将光杆传来的旋转运动变为车刀的纵向或横向的直线进给运动;可将丝杆传来的旋转运动,通过"对开螺母"直接变为车刀的纵向移动,用以车削螺纹。
7、刀架:用来夹持车刀并使其作纵向、横向或斜向进给运动。
8、尾架:安装在床身导轨上。
在尾架的套筒内安装顶尖,支承工件;也可安装钻头、铰刀等刀具,在工件上进行孔加工;将尾架偏移,还可用来车削圆锥体。
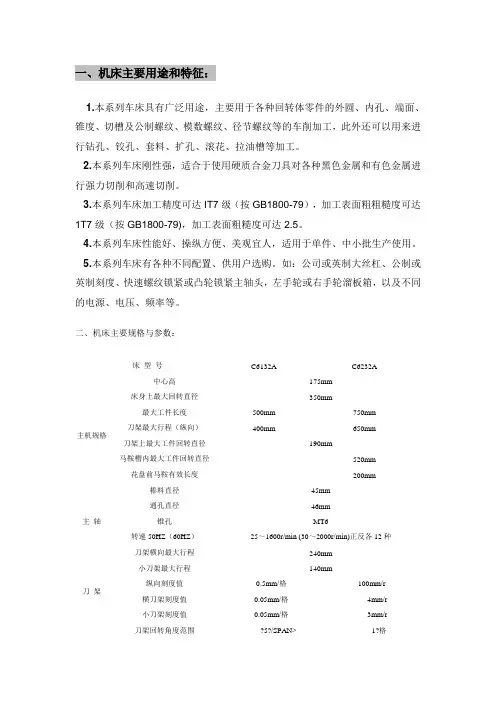
一、机床主要用途和特征:1.本系列车床具有广泛用途,主要用于各种回转体零件的外圆、内孔、端面、锥度、切槽及公制螺纹、模数螺纹、径节螺纹等的车削加工,此外还可以用来进行钻孔、铰孔、套料、扩孔、滚花、拉油槽等加工。
2.本系列车床刚性强,适合于使用硬质合金刀具对各种黑色金属和有色金属进行强力切削和高速切削。
3.本系列车床加工精度可达IT7级(按GB1800-79),加工表面粗粗糙度可达1T7级(按GB1800-79),加工表面粗糙度可达2.5。
4.本系列车床性能好、操纵方便、美观宜人,适用于单件、中小批生产使用。
5.本系列车床有各种不同配置、供用户选购。
如:公司或英制大丝杠、公制或英制刻度、快速螺纹锁紧或凸轮锁紧主轴头,左手轮或右手轮溜板箱,以及不同的电源、电压、频率等。
二、机床主要规格与参数:床型号C6132A C6232A主机规格中心高175mm 床身上最大回转直径350mm最大工件长度500mm 750mm 刀架最大行程(纵向)400mm 650mm 刀架上最大工件回转直径190mm马鞍槽内最大工件回转直径520mm 花盘前马鞍有效长度200mm 棒料直径45mm主轴通孔直径46mm锥孔MT6转速50HZ(60HZ)25~1600r/min (30~2000r/min)正反各12种刀架刀架横向最大行程240mm小刀架最大行程140mm纵向刻度值0.5mm/格100mm/r 横刀架刻度值0.05mm/格4mm/r 小刀架刻度值0.05mm/格3mm/r 刀架回转角度范围?5?/SPAN> 1?格主轴中心线至刀具支承面距离22mm 27mm 刀杆截面尺寸(高x宽)20mm*20mm 25mm*20mm 纵向进给量0.04~2.16 mm/r138种横向进给量0.02~1.08 mm/r138种主轴中心线到方刀架侧面最大距离205 mm尾座顶尖套内孔锥度MT4 顶尖套最大移动量130mm 横向最大移动量?0mm螺纹公制0.45~20 mm/r 30种英制80~1 n/1" 35种模数0.25~10 mm 25种径节160~3 DP 30种电机主电机YD132M-8/4 B5TH3/4.5KW 主电机转速50HZ(60HZ)750/1500 r/min(900/1800 r/min) 冷却泵电机AYB-20TH 0.115 KW外形尺寸长*宽*高中心距500mm 1700mm*900mm*1200mm 750mm 1950mm*900mm*1200mm 1000mm 2150mm*900mm*1200mm 1250mm 2350mm*900mm*1200mm净重中心距500mm 1200 kg 750mm 1300 kg 1000mm 1400 kg 1250mm 1500 kg皮带主传动三角皮带型号规格 A -1900 mm注:C6232A,C6240A最大工件长度为500mm、750mm和1000mm时,刀架最大行程(纵向)分别为360mm、610mm和860mm。
车床型号C6132⼆、车削运动和车床的⽤途为了使车⼑能够从⽑坯上切下多余的⾦属,车削加⼯时,车床的主轴带动⼯件作旋转运动,称主运动;车床的⼑架带动车⼑作纵向、横向或斜向的直线移动,称进给运动。
通过车⼑和⼯件的相对运动,使⽑坏被切削成⼀定的⼏何形状、尺⼨和表⾯质量的零件,以达到图纸上所规定的要求。
在机械加⼯车间中,车床约占机床总数的⼀半左右。
车床的加⼯范围很⼴,主要加⼯各种回转表⾯,其中包括端⾯、外圆、内圆、锥⾯、螺纹、回转沟槽、回转成形⾯和滚花等。
普通车床加⼯尺⼨精度⼀般为IT10~IT8,表⾯粗糙度值Ra=6.3~1.6µm。
三、C6132(或C616)车床的组成部分及其功⽤C6132车床由床⾝、床头箱、变速箱、进给箱、光杆、丝杆、溜板箱、⼑架、床腿和尾架等部分组成。
1.床⾝:是车床的基础零件,⽤来⽀承和安装车床的各部件,保证其相对位置,如床头箱、进给箱、溜板箱等。
床⾝具有⾜够的刚度和强度,床⾝表⾯精度很⾼,以保证各部件之间有正确的相对位置。
床⾝上有四条平⾏的导轨,供⼤拖板(⼑架)和尾架相对于床头箱进⾏正确的移动,为了保持床⾝表⾯精度,在操作车床中应注意维护保养。
2.床头箱(主轴箱):⽤以⽀承主轴并使之旋转。
主轴为空⼼结构。
其前端外锥⾯安装三⽖卡盘等附件来夹持⼯件,前端内锥⾯⽤来安装顶尖,细长孔可穿⼊长棒料。
C6132车床主轴箱内只有⼀级变速,其主轴变速机构安放在远离主轴的单独变速箱中,以减⼩变速箱中的传动件产⽣的振动和热量对主轴的影响。
3.变速箱:由电动机带动变速箱内的齿轮轴转动,通过改变变速箱内的齿轮搭配(啮合)位置,得到不同的转速,然后通过⽪带轮传动把运动传给主轴。
4.进给箱⼜称⾛⼑箱,内装进给运动的变速齿轮,可调整进给量和螺距,并将运动传⾄光杆或丝杆。
5.光杆、丝杆:将进给箱的运动传给溜板箱。
光杆⽤于⼀般车削的⾃动进给,不能⽤于车削螺纹。
丝杆⽤于车削螺纹。
6.溜板箱:⼜称拖板箱,与⼑架相联,是车床进给运动的操纵箱。