机械加工表面质量
- 格式:ppt
- 大小:5.15 MB
- 文档页数:39
第三章机械加工表面质量第一节概述评价零件是否合格的质量指标除了机械加工精度外,还有机械加工表面质量。
机械加工表面质量是指零件经过机械加工后的表面层状态。
探讨和研究机械加工表面,掌握机械加工过程中各种工艺因素对表面质量的影响规律,对于保证和提高产品的质量具有十分重要的意义。
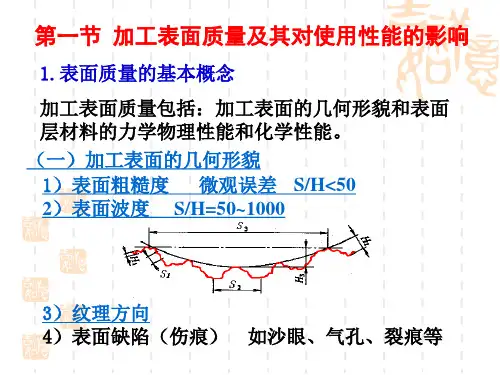
一机械加工表面质量的含义机械加工表面质量又称为表面完整性,其含义包括两个方面的内容:1.表面层的几何形状特征表面层的几何形状特征如图3-1所示,主要由以下几部分组成:⑴表面粗糙度它是指加工表面上较小间距和峰谷所组成的微观几何形状特征,即加工表面的微观几何形状误差,其评定参数主要有轮廓算术平均偏差R a或轮廓微观不平度十点平均高度R z;⑵表面波度它是介于宏观形状误差与微观表面粗糙度之间的周期性形状误差,它主要是由机械加工过程中低频振动引起的,应作为工艺缺陷设法消除。
⑶表面加工纹理它是指表面切削加工刀纹的形状和方向,取决于表面形成过程中所采用的机加工方法及其切削运动的规律。
⑷伤痕它是指在加工表面个别位置上出现的缺陷,如砂眼、气孔、裂痕、划痕等,它们大多随机分布。
2.表面层的物理力学性能表面层的物理力学性能主要指以下三个方面的内容:⑴表面层的加工冷作硬化;⑵表面层金相组织的变化;⑶表面层的残余应力。
二表面质量对零件使用性能的影响1.表面质量对零件耐磨性的影响零件的耐磨性是零件的一项重要性能指标,当摩擦副的材料、润滑条件和加工精度确定之后,零件的表面质量对耐磨性将起着关键性的作用。
由于零件表面存在着表面粗糙度,当两个零件的表面开始接触时,接触部分集中在其波峰的顶部,因此实际接触面积远远小于名义接触面积,并且表面粗糙度越大,实际接触面积越小。
在外力作用下,波峰接触部分将产生很大的压应力。
当两个零件作相对运动时,开始阶段由于接触面积小、压应力大,在接触处的波峰会产生较大的弹性变形、塑性变形及剪切变形,波峰很快被磨平,即使有润滑油存在,也会因为接触点处压应力过大,油膜被破坏而形成干摩擦,导致零件接触表面的磨损加剧。
机械加工表面质量名词解释
机械加工表面质量是指通过机械加工(如铣削、车削、磨削等)所制造出来的工件表面的质量特征。
机械加工表面质量有着重要的意义,它直接影响到工件的性能和使用寿命。
因此,人们对机械加工表面质量提出了严格的要求,并制定出一系列的标准来进行评估。
常见的机械加工表面质量名词包括:
1. 粗糙度:是表面波动的一种度量,是表面轮廓中高低峰与表面基准面的平均距离。
它通常用Ra、Rz等参数来表示。
2. 平整度:是表面局部平坦程度的指标,是表面局部平坦面与平坦基准面间的距离差。
它通常用Waviness来表示。
3. 光洁度:是表面的反射能力,是表面镜面反射光线的亮度和光线散射的能力。
它通常用Rt来表示。
4. 凸度:是表面的突出程度的指标,是表面上的突起的最大高度与表面基准面的距离。
它通常用Rp、Rv来表示。
5. 波度:是表面上连续波动的指标,是表面波动的周期和振幅的综
合量。
它通常用Waviness来表示。
以上这些指标是机械加工表面质量中比较重要的一部分,每一个指标都有着自己的标准和要求。
为了确保机械加工表面质量的标准化和规范化,人们制定了一系列的标准,如ISO/DIS 4287、ISO 4288、GB/T 11683等。
这些标准可以帮助人们更加准确地评估和控制机械加工表面质量。
机械加工表面质量第三章一、机械加工表面质量的定义机械加工表面质量是指机械加工过程中所得到的工件表面的光滑度、粗糙度和形状偏差等特征的综合表征。
在机械加工过程中,工件表面的质量对于产品的功能和外观有着非常重要的影响。
因此,在机械加工中,必须对工件的表面质量进行严格控制,以保证产品的性能和质量。
机械加工表面质量的评定主要包括以下几个方面:1.光滑度:表面的光滑度是指表面平整度和光泽度的综合评价。
优良的光滑度可以提高工件的表面美观度,并减少与介质之间的摩擦和粘附。
2.粗糙度:表面的粗糙度是指表面上微小凹凸的高度和间距。
粗糙度对于工件的摩擦、磨损和密封性能有着重要的影响。
粗糙度越小,表面越光滑,摩擦系数越小。
3.形状偏差:形状偏差主要包括平面度、直线度、圆度和轮廓度等。
形状偏差反映了工件表面轮廓与理想轮廓之间的偏离程度。
形状偏差对于工件的密封性能、装配性能和运动精度有着重要的影响。
二、机械加工表面质量的评定方法机械加工表面质量的评定方法主要包括两种:检验法和测量法。
2.1 检验法检验法是通过肉眼或放大镜观察工件表面的外观和质量特征进行评定。
这种方法简单直观,适用于工件表面质量要求不高的情况。
常见的检验法包括目视检查、放大镜检查和样品比对检验等。
2.2 测量法测量法是利用各种测量仪器对工件表面的光滑度、粗糙度和形状偏差等进行定量测量和评定。
测量法具有高精度、高灵敏度的特点,适用于对工件表面质量要求较高的情况。
常见的测量方法包括光学测量、机械测量和电子测量等。
2.2.1 光学测量光学测量是利用光学仪器进行工件表面质量的测量和评定。
常见的光学测量方法有:•白光干涉法:利用白光的干涉原理测量工件表面的形状偏差。
•投影仪测量法:利用投影仪进行工件表面形状偏差的测量。
•激光扫描法:利用激光扫描仪对工件表面进行扫描,获取工件表面形状的三维信息。
2.2.2 机械测量机械测量是利用机械仪器对工件表面质量进行测量和评定。
常见的机械测量方法有:•宏观测量法:利用尺子、卡尺等测量工具对工件表面的尺寸、平面度等进行测量。
机械加工表面加工质量1. 引言在机械加工过程中,表面加工质量是一个非常重要的指标。
表面加工质量的好坏直接影响到产品的性能和外观。
因此,了解和掌握机械加工表面加工质量的相关知识是非常重要的。
本文将从表面加工质量的定义、影响因素以及常见的提高方法等方面进行探讨,并介绍一些常用的测试方法和评价标准。
2. 表面加工质量定义表面加工质量是指零件经过机械加工后表面的光洁度、平整度、粗糙度以及其他相关指标的好坏程度。
在实际应用中,表面加工质量常常用Ra 值、Rz值以及其他一些参数来表示。
•Ra值:表示零件表面的平均粗糙度,单位为微米。
Ra值越小,表面越光滑。
•Rz值:表示零件表面上峰值与谷值的高度差,单位为微米。
Rz值越小,表面越平整。
3. 表面加工质量的影响因素表面加工质量受到如下因素的影响:3.1 材料性质原材料的性质直接影响着表面加工的质量。
不同材料具有不同的硬度、韧性以及切削性,这些都会对加工后的表面质量产生重要的影响。
3.2 加工参数加工参数包括切削速度、进给速度、切削深度等。
这些参数的选择直接影响着加工后表面的质量。
不恰当的加工参数会导致材料的“剥离”或者“焊着”,从而影响表面质量。
3.3 加工工艺不同的加工工艺对表面加工质量的影响也有所不同。
例如,不同的切削方式(如铣削、车削等)以及不同的刀具形状都会对表面质量产生重要的影响。
3.4 刀具磨损刀具的磨损直接影响着切削质量和表面加工质量。
磨损严重的刀具容易导致表面加工的毛刺、阴刃等问题,从而影响表面质量。
4. 提高表面加工质量的方法为了提高表面加工质量,我们可以采取以下几种方法:4.1 优化加工工艺合理选择加工工艺,根据具体情况进行优化。
比如,对于需要高精度表面加工的零件,可以选择小切削深度、较低的进给速度和切削速度等。
4.2 提高刀具质量选择优质的刀具,减少刀具磨损对表面加工质量的影响。
定期进行刀具的保养和更换,保证刀具的尖锐度和稳定性。
4.3 加工前处理加工前的处理对于提高表面加工质量也非常重要。
什么是机械加工表面质量?机械加工表面质量含义零件的表面质量是机械加工质量的重要组成部分,表面质量是指机械加工后零件表面层的微观几何结构及表层金属材料性质发生变化的情况。
经机械加工后的零件表面并非理想的光滑表面,它存在着不同程度的粗糙波纹、冷硬、裂纹等表面缺陷。
虽然只有极薄的一层(~0 .15mm),但对机器零件的使用性能有着极大的影响;零件的磨损、腐蚀和疲劳破坏都是从零件表面开始的,特别是现代化工业生产使机器正朝着精密化、高速化、多功能方向发展,工作在高温、高压、高速、高应力条件下的机械零件,表面层的任何缺陷都会加速零件的失效。
因此,必须重视机械加工表面质量。
一、机械加工表面质量的含义机器零件的加工质量不仅指加工精度,还包括加工表面质量,它是零件加工后表面层状态完整性的表征。
机械加工后的表面,总存在一定的微观几何形状的偏差,表面层的物理力学性能也发生变化。
因此,机械加工表面质量包括加工表面的几何特征和表面层物理力学性能两个方面的内容。
( 一) 加工表面的几何特征加工表面的微观几何特征主要包括表面粗糙度和表面波度两部分组成,如图5— 1所示。
表面粗糙度是波距L小于1mm的表面微小波纹;表面波度是指波距L在1~20mm之间的表面波纹。
通常情况下,当L/H(波距/波高)﹤50时为表面粗糙度,L/H=50~1000时为表面波度。
1 .表面粗糙度表面粗糙度主要是由刀具的形状以及切削过程中塑性变形和振动等因素引起的,它是指已加工表面的微观几何形状误差。
2 .表面波度主要是由加工过程中工艺系统的低频振动引起的周期性形状误差(图5— 1中L 2/H 2 ),介于形状误差(L 1/H 1﹥1000)与表面粗糙度(L 3/H 3﹤50)之间。
( 二)加工表面层的物理力学性能表面层的物理力学性能包括表面层的加工硬化、残余应力和表面层的金相组织变化。
机械零件在加工中由于受切削力和热的综合作用,表面层金属的物理力学性能相对于基本金属的物理力学性能发生了变化。