攻螺纹和套螺纹
- 格式:ppt
- 大小:1.50 MB
- 文档页数:53
攻螺纹、套螺纹及其注意事项常用的在角螺纹工件,其螺纹除采用机械加工外,还可以用钳加工方法中的攻螺纹和套螺纹来获得。
攻螺纹(亦称攻丝)是用丝锥在工件内圆柱面上加工出内螺纹;套螺纹(或称套丝、套扣)是用板牙在圆柱杆上加工外螺纹。
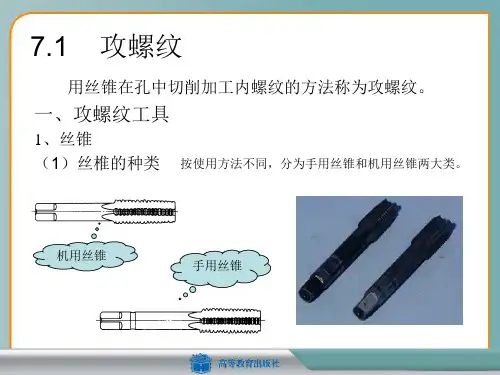
一、攻螺纹1.丝锥及铰扛(1)丝锥丝锥是用来加工较小直径内螺纹的成形刀具,一般选用合金工具钢9SiGr制成,并经热处理制成。
通常M6~M24的丝锥一套为两支,称头锥、二锥;M6以下及M24以上一套有三支、即头锥、二锥和三锥。
每个丝锥都有工作部分和柄部组成。
工作部分是由切削部分和校准部分组成。
轴向有几条(一般是三条或四条)容屑槽,相应地形成几瓣刀刃(切削刃)和前角。
切削部分(即不完整的牙齿部分)是切削螺纹的重要部分,常磨成圆锥形,以便使切削负荷分配在几个刀齿上。
头锥的锥角小些,有5~7个牙;二锥的锥角大些,有3~4个牙。
校准部分具有完整的牙齿,用于修光螺纹和引导丝锥沿轴向运动。
柄部有方头,其作用是与铰扛相配合并传递扭矩。
(2)铰扛铰扛是用来夹持丝锥的工具,常用的是可调式铰扛。
旋转手柄即可调节方孔的大小,以便夹持不同尺寸的丝锥。
铰扛长度应根据丝锥尺寸大小进行选择,以便控制攻螺纹时的扭矩,防止丝锥因施力不当而扭断。
2.攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+-.7d(3)孔口倒角攻螺纹前要在钻孔的孔口进行倒角,以利于丝锥的定位和切入。
攻螺纹和套螺纹模块五攻螺纹和套螺纹章要求: 本1. 熟悉螺纹加工中常用工具及其使用方法; 2. 掌握螺纹加工前的工艺计算;3. 掌握攻螺纹和套螺纹的基本操作;4. 能对加工质量进行分析。
本章难点:1. 螺纹加工前的工艺计算;2. 攻螺纹和套螺纹的基本操作过程。
认识项目项目一攻螺纹螺纹加工的方法多种多样,一般比较精密的螺纹都需要在车床上加工,而钳工只能加工三角螺纹(米制三角螺纹、英制三角螺纹、管螺纹),其加工方法是攻螺纹和套螺纹。
用丝锥在工件孔中切削出内螺纹的加工方法,称为攻螺纹。
其操作方便,生产效率高,工件互换性好,可以加工车削无法完成的小直径内螺纹,一、攻螺纹用工具1(丝锥丝锥也称丝攻,是一种加工内螺纹的刀具,常用高速钢、碳素工具钢或合金工具钢制成。
113钳工工艺与技能训练因其制造简单,使用方便,所以应用很广泛。
(1)丝锥的结构:丝锥由柄部和工作部分组成,如图 5-1 所示。
L1 L2 方榫工作部分柄部容屑槽图 5-1 丝锥柄部是攻螺纹时被夹持的部分,起传递扭矩的作用。
工作部分包括切削部分 L1 和校准部分 L2。
其中,切削部分磨出锥角,起切削作用;校准部分具有完整的齿型,用来修光和校准已切出的螺纹,并引导丝锥沿轴向前进。
(2)丝锥的主要几何参数:γ 1)前角 :丝锥的工作部分沿轴向开有几条容屑槽,这些容屑槽形成了切削刃和前 0γ γ 角。
一般 ,8?,10?,为了适用于不同的材料,可以在必要时作适当增减,如表 5-1 所 0 0示。
表 5-1 丝锥前角的选择工件材料铸青铜铸铁硬钢黄铜中碳钢低碳钢不锈钢铝合金γ 前角 0? 5? 5? 10? 10? 15? 15?, 20? 20?, 30? 02)后角α :铰刀后角一般为 6?,8?,校准部分的后角为零度。
03)容屑槽:M8 以下的丝锥一般为三条容屑槽,M8,M12 的丝锥有三条也有四条的, M12 以上的丝锥多为四条容屑槽。
标准丝锥一般都是直槽,以便于制造和刃磨。
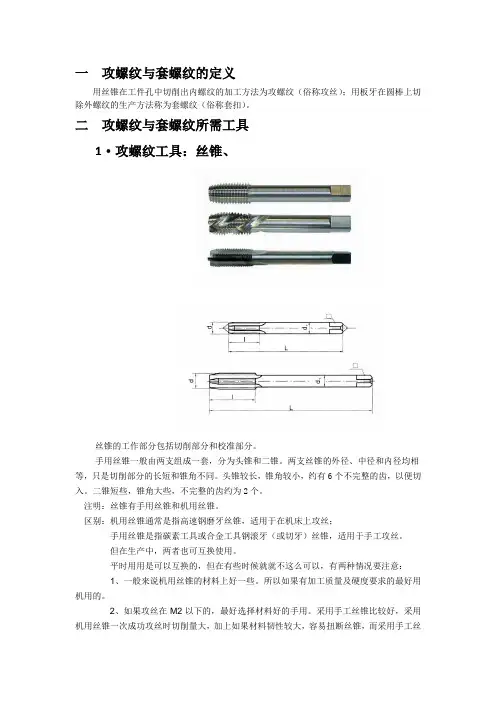
一攻螺纹与套螺纹的定义用丝锥在工件孔中切削出内螺纹的加工方法为攻螺纹(俗称攻丝);用板牙在圆棒上切除外螺纹的生产方法称为套螺纹(俗称套扣)。
二攻螺纹与套螺纹所需工具1·攻螺纹工具:丝锥、丝锥的工作部分包括切削部分和校准部分。
手用丝锥一般由两支组成一套,分为头锥和二锥。
两支丝锥的外径、中径和内径均相等,只是切削部分的长短和锥角不同。
头锥较长,锥角较小,约有6个不完整的齿,以便切入。
二锥短些,锥角大些,不完整的齿约为2个。
注明:丝锥有手用丝锥和机用丝锥。
区别:机用丝锥通常是指高速钢磨牙丝锥,适用于在机床上攻丝;手用丝锥是指碳素工具或合金工具钢滚牙(或切牙)丝锥,适用于手工攻丝。
但在生产中,两者也可互换使用。
平时用用是可以互换的,但在有些时候就就不这么可以,有两种情况要注意:1、一般来说机用丝锥的材料上好一些。
所以如果有加工质量及硬度要求的最好用机用的。
2、如果攻丝在M2以下的,最好选择材料好的手用。
采用手工丝锥比较好,采用机用丝锥一次成功攻丝时切削量大,加上如果材料韧性较大,容易扭断丝锥,而采用手工丝锥是二次攻完,每次的切削量相对较小而且攻丝精度较高,因此采用手工丝锥较好。
丝锥绞杠、铰杠是扳转丝锥的工具。
常用的是可调节式,以便夹持各种不同尺寸的丝锥。
保险夹头、2·套螺纹工具:板牙、板牙绞杠三攻螺纹与套螺纹加工方法简要步骤(今日介绍攻螺纹!)攻螺纹是钳工金属切削中的重要内容之一,包括划线、钻孔、攻螺纹等环节。
攻螺纹只能加工三角形螺纹,属连接螺纹,用于两件或多件结构件的连接。
螺纹的加工质量直接影响到构建的装配质量效果,所以实习教学非常重视攻螺纹各环节的教学。
1、划孔位线划线时,钻孔是攻螺纹的基础。
划线准确,孔位尺寸就能得到保证。
划线前,首先要看懂图样和工艺要求,明确工作任务。
然后,清理划线表面,涂上酒精溶液,选择好划线基准。
选择划线基准时,尽可能使划线基准和设计基准重合,采用划线盘对毛坯进行划线,已加工好的表面则采用高度游标尺进行划线。
新课第六章攻螺纹与套螺纹6.1 攻螺纹定义:攻螺纹指用丝锥在工件孔中切削出内螺纹的加工方法。
6.1.1 攻螺纹工具攻螺纹要用丝锥、铰杠和保险夹头等工具。
1.丝锥丝锥是加工内螺纹的工具,有机用丝锥和手用丝锥,它们有左旋和右旋及粗牙和细牙之分。
机用丝锥通常是指高速钢磨牙丝锥,螺纹公差带分为H1、H2、H3三种。
手用丝锥是用滚动轴承钢GCr9或合金工具钢9SiCr制成的滚牙(或切牙)丝锥,螺纹公差带为H4。
(1)构造丝锥的结构如图所示,由工作部分和柄部组成,工作部分又包括切削部分和校准部分。
切削部分前角γo=8°~10°;切削部分的锥面上一般铲磨成后角,机用丝锥αo=10°~12°,手用丝锥αo=6°~8°。
为了制造和刃磨方便,丝锥上的容屑槽一般做成直槽。
有些专用丝锥为了控制排屑方向,常做成螺旋槽。
(2)成组丝锥为了减少切削力和延长使用寿命,一般将整个切削工作量分配给几支丝锥来承担。
通常M6~M24的丝锥每组有两支;M6以下及M24以上的丝锥每组有三支;细牙螺纹丝锥为两支一组。
①锥形分配②柱形分配三支一套6∶3∶1两支一套 7.5∶2.5(3)丝锥螺纹公差带丝锥螺纹公差带有四种,它与原来丝锥螺纹中径公差带的关系及各种公差带的丝锥所能加工的螺纹公差带见表(4)种类机用普通螺纹丝锥手用普通螺纹丝锥圆柱管螺纹丝锥圆锥管螺纹丝锥(5)标志①制造厂商标。
②螺纹代号。
③丝锥公差带代号(H4允许不标)。
④材料代号(用高速钢制造的丝锥标志为HSS,用碳素工具钢或合金工具钢制造的丝锥可不标志)。
⑤成组不等径丝锥的粗锥代号(第一粗锥1条圆环,第二粗锥2条圆环,或标有顺序号Ⅰ、Ⅱ)。
2.铰杠铰杠是手工攻螺纹时用来夹持丝锥的工具,分普通铰杠(图6-5)和丁字铰杠(图6-6)两类,这两类铰杠又可分为固定式和活络式两种。
其中,丁字铰杠适用于在高凸台旁边或箱体内部攻螺纹,活络式丁字铰杠用于M6以下丝锥,固定式普通铰杠用于M5以下丝锥。
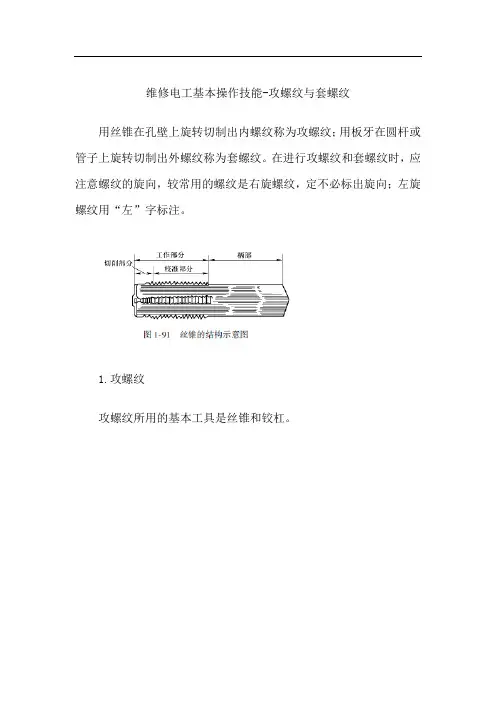
维修电工基本操作技能-攻螺纹与套螺纹用丝锥在孔壁上旋转切制出内螺纹称为攻螺纹;用板牙在圆杆或管子上旋转切制出外螺纹称为套螺纹。
在进行攻螺纹和套螺纹时,应注意螺纹的旋向,较常用的螺纹是右旋螺纹,定不必标出旋向;左旋螺纹用“左”字标注。
1.攻螺纹攻螺纹所用的基本工具是丝锥和铰杠。
丝锥由工作部分和柄部组成,其结构如图所示。
工作部分由切削部分和校准部分组成。
切削部分在最前端,由几个刀齿构成,其直径从左向右逐渐增大。
校准部分具有完整的牙型,用来校正和修光已切出的螺纹,并引导丝锥沿轴向前进。
丝锥的柄部套接铰杠。
铰杠是传递转矩和夹持丝锥的工具,分普通铰杠和丁字形铰杠两类,如图所示。
攻螺纹时底孔的直径应比螺纹的小径稍大,否则,攻螺纹时丝锥有时会被咬住。
普通螺纹的底孔直径D(mm)与螺纹公称直径d(mm)及螺距t(mm)三者的关系如下:对于塑性较大的材料(如钢、纯铜),其关系为D=d-t,对于塑性较小的材料(如铸铁、黄铜),其关系为D=d(1.05~1.1)t。
2.套螺纹套螺纹所用的基本工具是板牙及铰杠。
普通螺纹的圆板牙外形像圆螺母。
其内部有切削刃、校准部分及排屑槽。
切削刃是板牙两端的锥孔部分;校准部分是板牙的中间部分,用于校准和修光已切出的螺纹,并引导板牙沿轴向前进;圆板牙铰杠是传递转矩和固紧板牙的工具。
与攻螺纹相似,套螺纹时圆杆的直径应稍小于螺纹的大径。
圆杆直径D(mm)与螺纹公称直径d(mm)及螺距t(mm)的关D系=如下:d-0.13t在攻螺纹和套螺纹时应注意以下几点:1)攻螺纹的底孔孔口要倒角,套螺纹的圆杆端部也要倒角,这样比较容易起纹进量,也可保护刀刃。
2)开始工作时,应尽量将丝锥或板牙放正,然后再加压(切不可敲击)并转动铰杠,当切入1~2圈时,应校正丝锥或板牙对工件的垂直度。
3)操作中,铰杠每进半圈左右,就应倒转一些,使断碎切屑便于排除。
4)对塑性大的材料攻螺纹和套螺纹时,要加切削液,以减少切削阻力,降低螺纹表面粗糙度值和延长刀具的使用寿命。